一种格栅双头工位自动打螺丝机的制作方法
1.本实用新型属于格栅产品技术领域,涉及一种格栅双头工位自动打螺丝机。
背景技术:
2.现有格栅打螺丝采用一种方式进行生产,人工进行打螺钉,作业方式如下,人工取产品放在简易支架上,右手握住打螺钉工具,左手取螺钉少数,把其中1个螺丝放到螺钉枪头处让其吸稳,把螺钉枪及吸紧的螺钉对准需要打的格栅产品孔位,进行打螺钉紧固动作,依产品需求数量逐一打完,人工放下手上螺钉枪及多余螺钉,拿起记号笔对刚才所打的螺钉进行划记确认,完成以上工作后人工双手取出产品放入指定包装箱内,以上作业要求1年以上操作熟练的员工,细致且需要保质保量在规定时间内完成作业,满足当天生产,因人工作业生产效率低、节拍慢、生产节拍无法控制,且容易漏打、打歪等问题,人工长时间作业会引发工作强度大、视觉疲劳、手酸痛、生产效率低、品质问题频发问题,因此急需解决此问题。
技术实现要素:
3.本实用新型所要解决的技术问题,是针对现有技术的现状,而提供一种格栅双头工位自动打螺丝机,用于解决生产效率低、节拍慢、生产节拍无法控制,且容易漏打、打歪等问题,人工长时间作业会引发工作强度大、视觉疲劳、手酸痛、生产效率低、品质问题频发问题。
4.本实用新型解决上述技术问题所采用的技术方案为:一种格栅双头工位自动打螺丝机,包括有主机架平台,其特征在于,所述的主机架平台上设置有产品治具,在产品治具上固定有待组立产品,在主机架平台上安装三轴运动机构,在三轴运动机构上安装打螺丝枪装置,所述的打螺丝枪装置对准产品治具的产品格栅并在三轴运动机构的移动定位后进行打螺丝操作。
5.在上述的一种格栅双头工位自动打螺丝机中,所述的打螺丝枪装置分为左打螺丝枪装置以及右打螺丝枪装置,在主机架平台上设置有左供螺丝机装置以及右供螺丝机装置,所述的左供螺丝机装置和右供螺丝机装置分别用于给左打螺丝枪装置以及右打螺丝枪装置供给螺丝。
6.在上述的一种格栅双头工位自动打螺丝机中,所述的三轴运动机构分为左三轴运动机构和右三轴运动机构,左打螺丝枪装置位于左三轴运动机构的前方,右打螺丝枪装置位于右三轴运动机构的前方。
7.在上述的一种格栅双头工位自动打螺丝机中,所述的左三轴运动机构旁设置有左辅助支撑结构,左辅助支撑结构用于对左三轴运动结构进行支撑,所述的右三轴运动机构旁设置有右辅助支撑结构,右辅助支撑结构用于对右三轴运动结构进行支撑。
8.在上述的一种格栅双头工位自动打螺丝机中,所述的主机架平台的两侧设置有用于操作安全防护用的安全光栅。
9.在上述的一种格栅双头工位自动打螺丝机中,所述的主机架平台的右上角设置有用于提醒周边人员运行状态的三色灯。
10.在上述的一种格栅双头工位自动打螺丝机中,所述的主机架平台下方设置有用于设备气源及电源输入输出控制用的电控箱,在主机架平台正上方设置有用于控制打螺丝机的控制面板。
11.在上述的一种格栅双头工位自动打螺丝机中,所述的主机架平台正前方设置有用于自动生产时启动用的双手启动按钮。
12.与现有技术相比,本实用新型的优点在于解决生产效率低、节拍慢、生产节拍无法控制,且容易漏打、打歪等问题,人工长时间作业会引发工作强度大、视觉疲劳、手酸痛、生产效率低、品质问题频发等问题。
附图说明
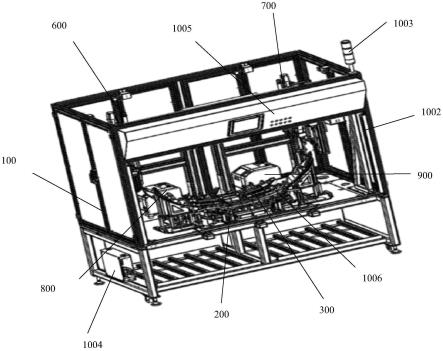
13.图1是本格栅双头工位自动打螺丝机的立体结构示意图;
14.图2是本格栅双头工位自动打螺丝机的另一方向立体结构示意图。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.本实用新型的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
17.图中;主机架平台100;产品治具200;待组立产品300;左三轴运动机构400;右三轴运动机构500;左打螺丝枪装置600;右打螺丝枪装置700;左供螺丝机装置800;右供螺丝机装置900;左辅助支撑结构1000;右辅助支撑结构1001;安全光栅1002;三色灯1003;电控箱1004;控制面板1005;双手启动按钮1006。
18.如图1所示,本格栅双头工位自动打螺丝机,包括有主机架平台100,主机架平台100上设置有产品治具200,在产品治具200上固定有待组立产品300,在主机架平台100上安装三轴运动机构,在三轴运动机构上安装打螺丝枪装置,打螺丝枪装置对准产品治具200的产品格栅并在三轴运动机构的移动定位后进行打螺丝操作,这里本专利主要利用打螺丝枪装置以及三轴运动机构等能够自动完成产品进行自动吸螺钉、自动打螺钉、产品精确定位完成不同产品不同数量不同规格生产的过程,并用适用于多种不同型号产品生产用,通过更换产品定位治具,切换控制面板1005内的程序,使设备柔性化,智能化。
19.具体来说,打螺丝枪装置分为左打螺丝枪装置600以及右打螺丝枪装置700,在主机架平台100上设置有左供螺丝机装置800以及右供螺丝机装置900,左供螺丝机装置800和右供螺丝机装置900分别用于给左打螺丝枪装置600以及右打螺丝枪装置700供给螺丝,这
里为了实现多个角度的打螺丝顺畅操作,这里三轴运动机构分为左三轴运动机构400和右三轴运动机构500,左打螺丝枪装置600位于左三轴运动机构400的前方,右打螺丝枪装置700位于右三轴运动机构500的前方,利用左三轴运动机构400和右三轴运动机构500用于打螺丝钉位置定位移动用,左三轴运动机构400 旁设置有左辅助支撑结构1000,左辅助支撑结构1000用于对左三轴运动结构进行支撑,右三轴运动机构500旁设置有右辅助支撑结构1001,右辅助支撑结构1001用于对右三轴运动结构进行支撑,这样保证了整个运动位置的准确性,从而保证了后续打螺丝工序的稳定性,另外为了考虑安全,主机架平台100的两侧设置有用于操作安全防护用的安全光栅1002,主机架平台100的右上角设置有用于提醒周边人员运行状态的三色灯1003,为了方便自动进行操作,主机架平台100下方设置有用于设备气源及电源输入输出控制用的电控箱1004,在主机架平台100正上方设置有用于控制打螺丝机的控制面板1005,主机架平台100正前方设置有用于自动生产时双手启动用的双手启动按钮1006。
20.本格栅双头工位自动打螺丝机系统工作原理如下:
21.1、接通电源,气源,打开自动打螺丝机设备,调取plc程序;
22.2、先打开左供螺丝机装置800与右供螺丝机装置900,在控制面板 1005上选择对应产品的程序号,并且在控制面板1005上按原点确认,使设备三轴运动结构、打螺钉枪装置、左供螺丝机装置800、右供螺丝机装置900都在准备过行装态。
23.3、取对应产品件放至到产品治具200上精确定位,放好后启动自动组立按钮,设备进行自动运行,设备依原先设定的先后顺序把螺丝机内的螺钉分别打进产品孔内,并且打螺钉枪装置只有满足每个螺钉的扭力才能进行下一螺钉作业,设备自动运行完后,信号灯以及三色灯1003为绿色,人工取记号笔对刚才打的螺钉进行打点记确认,然后由人工取出产品进行质量检查及整理入到指定包装箱流至下工序,期间所有前后动作通过plc程序指令动作,完成产品自动打螺钉动作。
24.需要说明的是,在本实用新型中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
25.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
26.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1