串焊机的制作方法
1.本实用新型涉及电池片焊接技术领域,尤其是涉及一种串焊机。
背景技术:
2.在光伏太阳能组件的生产过程中,需要在助焊剂的帮助下,利用热源加热通过串焊机将电池片和焊带焊接,焊接过程中需要利用串焊机的压网等装置对焊带施加向下的压力以使焊带可以与电池片贴合,以防止焊带与电池片发生窜动。
3.相关技术中,压网一般仅通过自身重力下压焊带以使其与电池片贴合。然而,在串焊机工作过程中,压网抓取放置、皮带传动等过程中会产生震动,导致压网产生移动,压网的移动会带动焊带移动,造成焊带偏出电池片的主栅线,降低了串焊机焊接完成的电池片的合格率。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出一种串焊机,串焊机焊接精度高,焊接完成的电池片的合格率高。
5.根据本实用新型实施例的串焊机,包括传送带、至少一个压网、至少一个第一磁吸件和至少一个第二磁吸件。传送带具有至少一个安装区域,安装区域位于传送带的宽度方向的一侧;压网设在传送带的上表面;第一磁吸件设在传送带上且位于安装区域处;第二磁吸件设在压网上,压网通过第一磁吸件与第二磁吸件的磁吸作用固定在传送带上。
6.根据本实用新型实施例的串焊机,通过在传送带上设置第一磁吸件,在压网上设置第二磁吸件,传送带与压网可以通过第一磁吸件和第二磁吸件在安装区域处的磁吸配合提高二者配合的稳定性和可靠性,避免了皮带传动等原因造成的震动对加工过程的影响,防止压网偏移带动焊带偏离电池的焊接位置,提高了电池片与焊带的焊接精度,保证了串焊机焊接完成的电池片的合格率。同时,在保证传送带和压网配合的可靠性的同事,可以利于提高传送带的传动速度,可以相应的提升串焊机的加工速度,便于实现高速自动化加工,可以利于传焊接更加高效稳定地运行。另外,安装区域位于传送带的宽度方向的一侧,不会干涉电池片与传送带的配合,保证了电池片与传送带的配合可靠性
7.在一些实施例中,所述压网包括:两个配合部,两个配合部分别设在所述传送带的宽度方向的两侧,两个所述配合部中的至少一个位于所述安装区域处,所述第二磁吸件设在两个所述配合部中的所述至少一个上;至少一个横梁部,所述横梁部连接在两个所述配合部之间,所述横梁部上设有至少一个压针。
8.在一些实施例中,两个所述配合部中的所述至少一个的底面上形成有容纳槽,所述第二磁吸件设在所述容纳槽内。
9.在一些实施例中,所述容纳槽内设有皮垫,所述皮垫上形成有安装孔,所述第二磁吸件配合在所述安装孔内。
10.在一些实施例中,所述皮垫和所述第二磁吸件均与所述传送带的上表面贴合。
11.在一些实施例中,所述安装区域为两个,两个所述安装区域分别位于所述传送带的宽度方向的两侧,每个所述安装区域处设有所述第一磁吸件;两个所述配合部上均设有所述第二磁吸件,每个所述配合部通过所述第二磁吸件与对应的所述第一磁吸件磁吸固定在对应的所述安装区域处。
12.在一些实施例中,所述第一磁吸件嵌设在所述传送带内。
13.在一些实施例中,所述第一磁吸件沿所述传送带的长度方向延伸。
14.在一些实施例中,所述第二磁吸件的耐热温度为t,其中,所述t满足:t≥230℃。
15.在一些实施例中,所述第一磁吸件为铁皮,所述第二磁吸件为磁铁。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
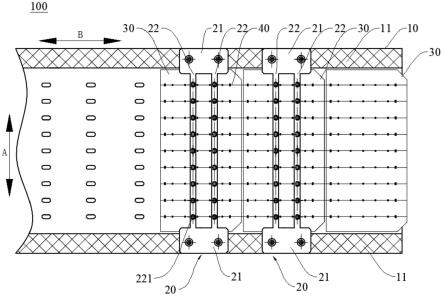
18.图1是根据本实用新型实施例的串焊机的结构示意图;
19.图2是根据图1的a处的局部放大图;
20.图3是根据本实用新型实施例的串焊机的剖视示意图。
21.附图标记:
22.串焊机100;
23.传送带10;安装区域11;
24.压网20;配合部21;容纳槽211;横梁部22;压针221;皮垫23;安装孔231;
25.电池片30;焊带40;第一磁吸件50;第二磁吸件60;
26.宽度方向a;长度方向b。
具体实施方式
27.下面详细描述本实用新型的实施例,参考附图描述的实施例是示例性的,下面参考图1-图3描述根据本实用新型实施例的串焊机100,包括传送带10、至少一个压网20、至少一个第一磁吸件50和至少一个第二磁吸件60。
28.具体而言,如图1-图3所示,传送带10具有至少一个安装区域11,安装区域11位于传送带10的宽度方向的一侧;压网20设在传送带10的上表面;第一磁吸件50设在传送带10上且位于安装区域11处;第二磁吸件60设在压网20上,压网20通过第一磁吸件50与第二磁吸件60的磁吸作用固定在传送带10上。
29.需要说明的是,在串焊机100工作时,会将电池片30、焊带40依次置于传送带10的上方,压网20设置于电池片30、焊带40的上方且压网20的至少部分与焊带40相接触并将焊带40下压以使得焊带40与电池片30相接触,以便于焊接。例如,第一磁吸件50可以与传送带10固定连接,第二磁吸件60可以与压网20固定连接,传送带10与压网20可以进一步通过第一磁吸件50和第二磁吸件60在安装区域11处的磁吸配合提高配合的稳定性和可靠性。
30.根据本实用新型实施例的串焊机100,通过在传送带10上设置第一磁吸件50,在压网20上设置第二磁吸件60,传送带10与压网20可以通过第一磁吸件50和第二磁吸件60在安
装区域11处的磁吸配合提高二者配合的稳定性和可靠性,避免了皮带传动等原因造成的震动对加工过程的影响,防止压网20偏移带动焊带40偏离电池的焊接位置,提高了电池片30与焊带40的焊接精度,保证了串焊机100焊接完成的电池片30的合格率。同时,在保证传送带10和压网20配合的可靠性的同事,可以利于提高传送带10的传动速度,可以相应的提升串焊机100的加工速度,便于实现高速自动化加工,可以利于传焊接更加高效稳定地运行。另外,安装区域11位于传送带10的宽度方向的一侧,不会干涉电池片30与传送带10的配合,保证了电池片30与传送带10的配合可靠性。
31.在一些实施例中,如图3所示,压网20包括两个配合部21和至少一个横梁部22,两个配合部21分别设在传送带10的宽度方向的两侧,两个配合部21中的至少一个位于安装区域11处,第二磁吸件60设在两个配合部21中的至少一个上;横梁部22连接在两个配合部21之间,横梁部22上设有至少一个压针221。至少一个横梁部22可以沿压网20的宽度方向延伸,且横梁部22的靠近传送带10的一侧设置有至少一个压针221,压针221的一端与横梁部22相连,另一端与焊带40的上表面相接触且对焊带40施加向下的压力,以使得焊带40与电池片30相接触。横梁部22的两端分别与两个配合部21相连接,至少一个配合部21的底面上设置有第二磁吸件60,第二磁吸件60通过磁力与第一磁吸件50相固定。如此设置的压网20可以进一步防止压网20移动,避免加工过程中焊带40偏离焊接位置,进一步提高串焊机100的加工精度。
32.在一些实施例中,如图2所示,两个配合部21中的至少一个的底面上形成有容纳槽211,第二磁吸件60设在容纳槽211内。至少一个配合部21的底面上形成有朝向传送带10敞开的容纳槽211,容纳槽211内可以设置有至少一个第二磁吸件60,通过在配合部21底面上设置容纳槽211固定第二磁吸件60,可以提高配合部21与第二磁吸件60的连接稳定性,保证了第二磁吸件60对配合部21的定位效果,进一步提高串焊机100的加工精度。
33.在一些实施例中,如图2所示,容纳槽211内设有皮垫23,皮垫23上形成有安装孔231,第二磁吸件60配合在安装孔231内。通过在容纳槽211内设置皮垫23,并将第二磁吸件60配合在皮垫23的安装孔231内,进一步提高了容纳槽211与第二磁吸件60的连接稳定性,保证了第二磁吸件60对配合部21的定位效果,避免了皮带传动等原因造成的震动对加工过程的影响,进一步防止压网20偏移带动焊带40偏离电池的焊接位置,保证了串焊机100焊接完成的电池片30的合格率。
34.进一步地,如图2所示,皮垫23和第二磁吸件60均与传送带10的上表面贴合。通过设置皮垫23和第二磁吸件60均与传送带10的上表面贴合,增加了配合部21与传送带10间的摩擦力,进一步阻止配合部21在串焊机100工作中发生位移,避免了因焊带40偏离焊接位置造成的电池片30合格率下降,可以提高串焊机100的加工精度。
35.在一些实施例中,如图3所示,安装区域11为两个,两个安装区域11分别位于传送带10的宽度方向的两侧,每个安装区域11处设有第一磁吸件50;两个配合部21上均设有第二磁吸件60,每个配合部21通过第二磁吸件60与对应的第一磁吸件50磁吸固定在对应的安装区域11处,容纳槽211为与安装区域11对应设置的两个,以便于安装第二磁吸件60。通过设置两个第二磁吸件60与两个的第一磁吸件50分别固定,进一步提高了压网20在传送带10上的定位效果,保证压网20在传送带10的宽度方向上的两端均可以与第一磁吸件50相对固定,避免了皮带传动等原因造成的震动及皮带加速造成压网20的其中一端移动的情况发
生,从而进一步避免加工过程中焊带40偏离焊接位置,保证了串焊机100的加工精度。
36.在一些实施例中,如图2所示,第一磁吸件50嵌设在传送带10内。传送带10的内部可以构造出空腔,第一磁吸件50嵌设在传送带10的空腔内,使得传送带10不必单独设置第一磁吸件50的固定机构,且第一磁吸件50的设置不会额外占用空间,提高了传送带10的空间利用率。
37.进一步地,如图1和图2所示,第一磁吸件50沿传送带10的长度方向延伸。第一磁吸件50沿传送带10的长度方向延伸,使得传送带10上可以设置多个第二磁吸件60沿第一磁吸件50的长度方向排布,且每个第二磁吸件60与第一磁吸件50通过磁力相对固定,使得传送带10可以设置有多个压网20用于按压电池片30,从而提高了传送带10上可以同时加工的电池片30的数量,可以提升串焊机100的加工效率,便于实现高速自动化加工。
38.此外,因第一磁吸件50的长度较长,第一磁吸件50可以在第一磁吸件50的不同位置与其配合,进而使得压网20可以对不同尺寸、不同位置的电池片30进行相对固定,提高了串焊机100的适用范围。
39.在一些实施例中,如图2所示,第二磁吸件60的耐热温度为t,其中,t满足:t≥230℃。因电池片30在焊接前会进行预热处理,会设置加热板用于加热,通过将第二磁吸件60的耐热温度设置为大于230℃使得加热板加热时不会对第二磁吸件60造成影响,保证了第二磁吸件60的稳定性。
40.在一些实施例中,如图2所示,第一磁吸件50为铁皮,第二磁吸件60为磁铁。通过将第一磁吸件50设置为铁皮,第二磁吸件60设置为磁铁,使得第二磁吸件60与第一磁吸件50可以通过磁力吸引进行固定,保证了配合部21与传送带10在加工过程中不发生相对移动,避免了焊带40偏离焊接位置,提高了串焊机100的加工精度。同时使得第二磁吸件60与第一磁吸件50的成本较低,在保证定位效果的同时提高了串焊机100的经济性。
41.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“厚度”、“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.在本实用新型的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上。在本实用新型的描述中,第一特征在第二特征“之上”或“之下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。在本实用新型的描述中,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。
43.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
44.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1