一种提高多件产品CNC加工精度的工装夹具的制作方法
一种提高多件产品cnc加工精度的工装夹具
技术领域
1.本实用新型涉及产品cnc加工的技术领域,特别是一种提高多件产品cnc加工精度的工装夹具。
背景技术:
2.某电子产品的结构如图1~2所示,它包括z形板1,z形板1一端部一体成型有支板2,支板2的底表面与z形板1的底表面平齐,这种电子产品主要用于安装于小型通讯设备中。当这种z形板1通过机加工成型后,工艺上要求对支板2的顶表面进行cnc加工,即对支板2的顶表面进行铣削加工。现有的加工方式是工人先将z形板1支撑在夹具的顶表面上,然后采用压紧机构将z形板1压在夹具的顶表面上,最后通过铣刀铣削加工支板2的顶表面,从而最终生产出成品。
3.然而,这种加工方法虽然能够生产出成品,但是在实际的使用过程中,仍然存在以下技术缺陷:
4.i、一个夹具上只能工装几个产品,且每个产品对应一个压紧机构,这不仅降低了成品的生产效率,同时还增加了生产成本,因为使用的压紧机构的数量多。
5.ii、支板2的底表面上还存在毛刺,当支板2放置到夹具上后,毛刺将支板2垫起来,进而导致各个产品中的支板2的高度不一致,而铣刀的走刀路线为直线,当走刀完毕后,铣刀可能多切支板2的材料,进而导致最终生产出的成品中,支板2的厚度各不一致,从而极大的降低了产品的生产精度,进一步的极大的降低了产品的生产质量。
技术实现要素:
6.本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、极大提高产品生产效率、极大提高了产品生产质量、操作简单的提高多件产品cnc加工精度的工装夹具。
7.本实用新型的目的通过以下技术方案来实现:一种提高多件产品cnc加工精度的工装夹具,它包括底板和压盖,所述底板的顶表面上且位于其前后边上均开设有止口,底板的顶表面上且沿止口的长度方向开设有多个用于容纳z形板的沉槽,每个沉槽均贯穿止口的垂直面设置,止口的水平面上且沿其长度方向开设有多个与沉槽相对应的避位槽,所述底板的顶表面上开设有多个螺纹孔,所述压盖的底表面上开设有与沉槽相对应的压块,压盖内开设有多个与螺纹孔相对应的通孔,每个通孔内均嵌入有一个螺钉。
8.所述底板上的两个止口前后对称设置。
9.相邻两个沉槽之间的间距相等。
10.所述的沉槽的深度与z形板的厚度相等。
11.相邻两个避位槽的间距相等。
12.所述螺纹孔沿着底板的长度方向排列。
13.所述螺钉垂直于压盖设置。
14.本实用新型具有以下优点:本实用新型结构紧凑、极大提高产品生产效率、极大提
高了产品生产质量、操作简单。
附图说明
15.图1 为产品的结构示意图;
16.图2 为图1的俯视图;
17.图3 为底板的结构示意图;
18.图4 为图3的主视图;
19.图5 为图3的a-a剖视图;
20.图6 为压盖的结构示意图;
21.图7 为图6的仰视图;
22.图8 为工装定位产品的示意图;
23.图9 为图8的b-b剖视图;
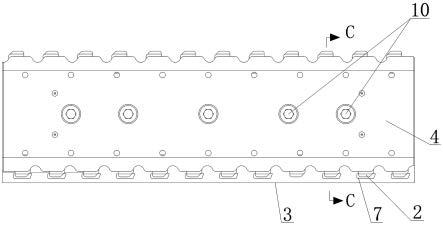
24.图10 为固定产品的示意图;
25.图11 为图10的c-c剖视图;
26.图中,1-z形板,2-支板,3-底板,4-压盖,5-止口,6-沉槽,7-避位槽,8-螺纹孔,9-压块,10-螺钉。
具体实施方式
27.下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
28.如图3~7所示,一种提高多件产品cnc加工精度的工装夹具,它包括底板3和压盖4,所述底板3的顶表面上且位于其前后边上均开设有止口5,底板3上的两个止口5前后对称设置,底板3的顶表面上且沿止口5的长度方向开设有多个用于容纳z形板1的沉槽6,相邻两个沉槽6之间的间距相等,沉槽6的深度与z形板1的厚度相等,每个沉槽6均贯穿止口5的垂直面设置,止口5的水平面上且沿其长度方向开设有多个与沉槽6相对应的避位槽7,相邻两个避位槽7的间距相等,所述底板3的顶表面上开设有多个螺纹孔8,所述压盖4的底表面上开设有与沉槽6相对应的压块9,压盖4内开设有多个与螺纹孔8相对应的通孔,每个通孔内均嵌入有一个螺钉10,螺钉10垂直于压盖4设置。所述螺纹孔8沿着底板3的长度方向排列。
29.本实用新型的工作过程如下:
30.s1、工人在各个沉槽6内均放置一个产品的z形板1,以实现对产品的工装定位如图8~9所示,此时产品的支板2悬置于对应的避位槽7的正上方,即位于支板2底表面上的毛刺刚好处于避位槽7内,且各个支板2的顶表面均处于同一水平面上;
31.s2、工人将底板3放置于数控加工系统的工装台上,且采用压紧机构将压盖4固定住,从而实现了对该夹具的固定;
32.s3、工人将压盖4盖合在底板3的顶表面上,并且将螺钉10与底板3上的螺纹孔8螺纹连接,连接后,以实现对压盖4的定位,在螺钉10与螺纹孔8的螺纹连接力下,位于压盖4底表面上的压块9分别对应的抵压于各个z形板1的顶表面上,从而实现了对z形板1的固定,进而实现了对各个产品的固定如图10~11所示;因此,在底板3的前后沉槽6内均可以工装固定多个产品,相比传统的一个夹具只能固定几个产品,从而极大的提高了成品的生产效率。此
外,无需采用多个压紧机构将各个产品压紧,而是采用一个压盖4即可对所有的产品固定,从而极大的节省了生产成本。
33.s4、工人操作数控加工系统的铣刀对各个支板2的顶表面依次进行铣削加工,当铣刀通过末端的产品后,即可生产出成品。其中在步骤s1中,位于支板2底表面上的毛刺容纳于避位槽7内,因此确保了各个支板2的顶表面均处于同一水平面上,有效的避免了毛刺将支板2垫起来,而导致支板2的材料被多切,从而极大的提高了产品的生产精度,进一步的极大的提高了产品的生产质量。
34.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种提高多件产品cnc加工精度的工装夹具,其特征在于:它包括底板(3)和压盖(4),所述底板(3)的顶表面上且位于其前后边上均开设有止口(5),底板(3)的顶表面上且沿止口(5)的长度方向开设有多个用于容纳z形板(1)的沉槽(6),每个沉槽(6)均贯穿止口(5)的垂直面设置,止口(5)的水平面上且沿其长度方向开设有多个与沉槽(6)相对应的避位槽(7),所述底板(3)的顶表面上开设有多个螺纹孔(8),所述压盖(4)的底表面上开设有与沉槽(6)相对应的压块(9),压盖(4)内开设有多个与螺纹孔(8)相对应的通孔,每个通孔内均嵌入有一个螺钉(10)。2.根据权利要求1所述的一种提高多件产品cnc加工精度的工装夹具,其特征在于:所述底板(3)上的两个止口(5)前后对称设置。3.根据权利要求1所述的一种提高多件产品cnc加工精度的工装夹具,其特征在于:相邻两个沉槽(6)之间的间距相等。4.根据权利要求1所述的一种提高多件产品cnc加工精度的工装夹具,其特征在于:所述的沉槽(6)的深度与z形板(1)的厚度相等。5.根据权利要求1所述的一种提高多件产品cnc加工精度的工装夹具,其特征在于:相邻两个避位槽(7)的间距相等。6.根据权利要求1所述的一种提高多件产品cnc加工精度的工装夹具,其特征在于:所述螺纹孔(8)沿着底板(3)的长度方向排列。7.根据权利要求1所述的一种提高多件产品cnc加工精度的工装夹具,其特征在于:所述螺钉(10)垂直于压盖(4)设置。
技术总结
本实用新型公开了一种提高多件产品CNC加工精度的工装夹具,它包括底板(3)和压盖(4),底板(3)的顶表面上且位于其前后边上均开设有止口(5),底板(3)的顶表面上且沿止口(5)的长度方向开设有多个用于容纳Z形板(1)的沉槽(6),止口(5)的水平面上且沿其长度方向开设有多个与沉槽(6)相对应的避位槽(7),所述底板(3)的顶表面上开设有多个螺纹孔(8),所述压盖(4)的底表面上开设有与沉槽(6)相对应的压块(9)。本实用新型的有益效果是:结构紧凑、极大提高产品生产效率、极大提高了产品生产质量、操作简单。操作简单。操作简单。
技术研发人员:吴立华 魏竞 李小刚 庞慧君 蒋康 黄忠 刘波 王俊 刘剑龙 周明 郭建兴
受保护的技术使用者:成都宏明双新科技股份有限公司
技术研发日:2022.03.29
技术公布日:2022/7/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1