一种双金属链锯刀头及含有该刀头的链锯的制作方法
1.本实用新型涉及链锯领域,更具体地说,涉及一种双金属链锯刀头及含有该刀头的链锯。
背景技术:
2.常见的一种双金属链锯,主要由动力输出机构、链条和支撑板组成,按动力输出机构不同可分为油锯、电动锯、风动锯和液压锯。顾名思义油链锯是由汽油或者柴油发动机作为动力;电动链锯由电提供动力;风动链锯由空压机提供动力;液压链锯由液压泵站提供动力。链条则由刀头,连接片,传动片和铆钉四部分组成,链条安装在支撑板上并与动力输出机构相连,当动力输出作用时,链条沿着支撑板高速旋转对物体进行锯切。这其中最重要的部分就是链条中的刀头,传统的刀头一般都是采用单一的普通碳素工具钢作为材料,通过冲切、折弯挤压、热处理、磨削等工序加工而成,最后安装到链条上,进行使用锯切的。
3.然而,上述刀头还存在以下缺陷:
4.(1)传统链锯的切削刀头使用的是单一材料(普通的碳素工具钢),极限硬度不是很高,如果换成其他好的材质,整体成本就很高;
5.(2)传统链锯只适用于切削较软的木材;
6.(3)传统链锯野外作业时,遇到材质较硬的木材或木材中夹杂着砂砾和钢钉之类的杂质时就无法锯切,且使用异常麻烦;
7.(4)传统链锯使用寿命短,刀头容易磨损,使用一段时间后需要人工修磨刀头后才能继续使用。
技术实现要素:
8.针对现有技术中存在的问题;本实用新型的第一目的在于提供一种双金属链锯的刀头,由两种不同的材料制备而成,在控制刀头成本的基础上,达到更长的使用寿命,且不易磨损;
9.第二目的在于提供一种双金属链锯,其采用上述刀头来制作完成,具有较好的使用体验,不用频繁的维修,且能适用于更多种类型的锯切物体。
10.为解决上述问题,本实用新型采用如下的技术方案。
11.一种双金属链锯的刀头,所述刀头可靠近物体对其进行锯切,使用时多个刀头安装于链锯本体上,通过链锯本体控制环形运动以完成对物体的锯切;所述刀头包括基体和耐磨锯切头,所述基体安装于链锯本体上;所述基体靠近物体一侧的边沿开设有切割槽和切头安装座,且切割槽和切头安装座沿着刀头锯切运动方向依次排布;所述耐磨锯切头固定连接在切头安装座内,且耐磨锯切头靠近切割槽一侧设置刃口部;所述耐磨锯切头的硬度高于基体,且耐磨锯切头的硬度达到hrc67以上。
12.优选的,所述耐磨锯切头的材质为高速钢或粉末钢。
13.优选的,所述耐磨锯切头与基体通过焊接来固定连接;进一步的,所述焊接方式为
铅焊、激光焊接、电子束焊接或电阻焊接。
14.优选的,所述基体和耐磨锯切头上均设有角度相等的弯折角,所述弯折角朝向传动片一侧弯折。优选的,所述弯折角a的范围为30~60度。
15.优选的,所述刃口部倾斜设置,且刃口部所在的倾斜面与刀头运动方向呈锐角b设置,使得刃口部能快速破开物体。锐角b的范围优选为30~60度。
16.一种双金属链锯,所述链锯本体包括动力输出机构和刀头安装机构;所述刀头安装机构包括支撑板和链条,链条安装在支撑板外围并与动力输出机构相连;多个所述的刀头安装在链条上;当动力输出机构作用时,驱动链条沿着支撑板运动,使得链条上的刀头可靠近物体对其进行锯切。
17.优选的,所述链条包括传动片、连接片和铆钉,每相邻两个传动片之间由连接片两端的铆钉连接;刀头位于每两个传动片之间,且也通过两端的铆钉与传动片连接;数量不止一个的刀头在传动片两侧交替分布,连接片随着交替分布的刀头适应性交替。
18.相比于现有技术,本实用新型的优点在于:
19.一、本方案设置了一种双金属的链锯刀头,在刀头刃口部采用硬度更强,达到hrc67以上的钢种,高速钢或粉末钢,切削耐磨性能是普通刀头的3-10倍,使用寿命大大增加,且耐磨锯切头虽然价值较大但是使用量较小,实际提高的成本基本可以忽略。
20.二、本方案的双金属链锯使用了新刀头后硬度和锋利度大大提升,大大减轻了操作人员的体力支出,同时也极大的提升了切削效率,而且不用频繁的维修,能适用于更多种类型的锯切物体。
21.三、本方案的耐磨刀头材质可以是高速钢,先通过激光切割或其他类似的加工方法切割成所需的形状,再将其加热到一定程度,然后折弯挤压到所需的角度和形状;也可以是粉末钢,首先制作好相应形状的上下模,然后通过制造粉末钢的加工工艺生产出所需的耐磨刀头形状。使用以上两种或者其他类似的方式加工完耐磨刀头后,再通过各种焊接方式列如铅焊、激光焊接、电子束焊接、电阻焊接等,使其固定在基体上。最后对耐磨刀头的刃口部分进行磨削处理,最终加工成所要求的链锯的刀头。
附图说明
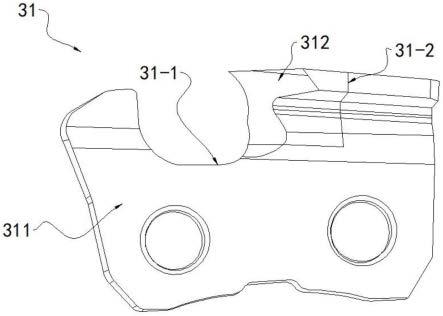
22.图1为本实用新型的刀头的正面结构示意图;
23.图2为本实用新型的双金属链锯的立体结构示意图;
24.图3为本实用新型的刀头的安装结构示意图;
25.图4为本实用新型的刀头的侧面结构示意图;
26.图5为本实用新型的刀头的背面结构示意图。
27.图中标号说明:
28.1链锯本体、2支撑板;
29.3链条;31刀头、31-1切割槽、31-2切头安装座、311基体、312耐磨锯切头、312a刃口部、32传动片、33连接片、34铆钉。
具体实施方式
30.实施例1:
31.请参阅1-5,一种双金属链锯的刀头,刀头可靠近物体对其进行锯切,使用时多个刀头安装于链锯本体1上,通过链锯本体1控制环形运动以完成对物体的锯切;刀头31包括基体311和耐磨锯切头312,基体311安装于链锯本体1上;基体311靠近物体一侧的边沿开设有切割槽31-1和切头安装座31-2,且切割槽31-1和切头安装座31-2沿着刀头31锯切运动方向依次排布;耐磨锯切头312固定连接在切头安装座31-2内,且耐磨锯切头312靠近切割槽31-1一侧设置刃口部312a;耐磨锯切头312的硬度高于基体311。
32.优选的,耐磨锯切头312的材质为高速钢或粉末钢。
33.优选的,耐磨锯切头312与基体311通过焊接来固定连接;进一步的,焊接方式为铅焊、激光焊接、电子束焊接或电阻焊接。
34.优选的,基体311和耐磨锯切头312上均设有角度相等的弯折角a,弯折角a朝向传动片32一侧弯折。优选的,弯折角a的范围为30~60度。
35.优选的,刃口部312a倾斜设置,且刃口部312a所在的倾斜面与刀头31运动方向呈锐角b设置,使得刃口部312a能快速破开物体。锐角b的范围优选为30~60度。
36.实施例2:
37.一种双金属链锯,链锯本体1包括动力输出机构和刀头安装机构;刀头安装机构包括支撑板2和链条3,链条3安装在支撑板2外围并与动力输出机构相连;多个刀头31安装在链条3上;当动力输出机构作用时,驱动链条3沿着支撑板2运动,使得链条3上的刀头31可靠近物体对其进行锯切。其中动力输出机构主要可分成四种:由汽油或者柴油发动机作为动力的油链锯;由电提供动力的电链锯;由空压机提供动力的风动链锯;由液压泵站提供动力的液压链锯。支撑板可以为高品质和高强度的一体锻造导板。
38.优选的,链条3包括传动片32、连接片33和铆钉34,每相邻两个传动片32之间由连接片33两端的铆钉34连接;刀头31位于每两个传动片32之间,且也通过两端的铆钉34与传动片32连接;数量不止一个的刀头31在传动片32两侧交替分布,连接片33随着交替分布的刀头31适应性交替。
39.实施例3:
40.一种双金属链锯的刀头的制造方法,包括以下步骤:
41.第一步,制作基体311,在其上冲压制作一对孔便于后续连接,且通过冲压制造切割槽31-1和切头安装座31-2,对切割槽31-1靠近切头安装座31-2一侧的基体311进行折弯挤压设置弯折角a,最后热处理定型;
42.第二步,制作耐磨锯切头312,采用高速钢将其一侧激光切割成与切头安装座31-2匹配的形状,另一侧切割成与切割槽31-1内壁圆滑过渡的曲面,接着加热折弯挤压成与第一步弯折角度一致的弯折角;
43.第三步,将耐磨锯切头312焊接至基体311的切头安装座31-2处,并对耐磨锯切头312靠近切割槽31-1一侧的刃口部312a进行磨削处理,从而完成刀头31制作。
44.实施例4:
45.一种双金属链锯的刀头的制造方法包括以下步骤:
46.第一步,制作基体311,在其上冲压制作一对孔便于后续连接,且通过冲压制造切割槽31-1和切头安装座31-2,对切割槽31-1靠近切头安装座31-2一侧的基体311进行折弯挤压设置弯折角a,最后热处理定型;
47.第二步,制作耐磨锯切头312,首先制作好上下模具,接着通过上下模具使粉末钢成型至一侧与切头安装座31-2匹配,另一侧与切割槽31-1内壁圆滑过渡的曲面,同时形成与第一步弯折角度一致的弯折角的形状;
48.第三步,将耐磨锯切头312焊接至基体311的切头安装座31-2处,并对耐磨锯切头312靠近切割槽31-1一侧的刃口部312a进行磨削处理,从而完成刀头31制作。
49.实施例5:
50.一种双金属链锯的制造方法,采用上述刀头31来安装形成双金属链锯,具体安装方式与现有技术相同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1