压合机构的制作方法
1.本实用新型是关于物料加工,特别是关于一种压合机构。
背景技术:
2.在汽车零部件(如汽车车门)的组装过程中,需要将各部件压合起来。现有的压合方式还是相对传统,基本还采用人工压合,或者通过手持工具进行逐个位置的压合,很不方便、效率低而且安全性不高。
3.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本实用新型的目的在于提供一种新的压合机构,能够对部件进行自动压合。
5.为实现上述目的,本实用新型的实施例提供了一种压合机构,包括:机架、第一驱动组件、上模组件、下模组件、第二驱动组件和安装架,所述第一驱动组件安装于机架上,所述上模组件与第一驱动组件配合安装,所述第一驱动组件用于驱动上模组件升降,所述第二驱动组件安装于机架上且位于第一驱动组件的下方,所述安装架与所述第二驱动组件配合安装,所述第二驱动组件用于驱动安装架直线往复移动,所述下模组件安装于安装架上。
6.在本实用新型的一个或多个实施方式中,所述上模组件包括上模板以及安装于上模板上的多个下压组件,所述下模组件包括下模板、安装于下模板上的多个安置平台以及安装于安置平台上的多个第一支撑块,所述第一支撑块与所述下压组件对应设置。
7.在本实用新型的一个或多个实施方式中,所述下压组件包括固定块、螺纹杆、连接杆和压块,所述固定块与所述上模板固定安装,所述螺纹杆的两端设置有方向相反的螺纹,所述螺纹杆的一端与固定块螺纹连接,所述连接杆的一端开设有内螺纹孔,所述螺纹杆的另一端通过内螺纹孔与连接杆螺纹连接,所述压块与所述连接杆的另一端固定安装,所述压块上形成有第一仿形槽。
8.在本实用新型的一个或多个实施方式中,所述下模组件还包括多个安装于下模板上的第二支撑块,所述第一支撑块上形成有第二仿形槽,所述第二支撑块上形成有第三仿形槽。
9.在本实用新型的一个或多个实施方式中,所述下模组件还包括安装于所述第一支撑块下方的下模板上的第一驱动气缸,所述第一驱动气缸上安装有穿过第一支撑块的顶轴,所述第一驱动气缸用于带动顶轴升降。
10.在本实用新型的一个或多个实施方式中,所述下模组件还包括安装于所述下模板上的第二驱动气缸,所述第二驱动气缸上安装有下压块,所述第二驱动气缸用于带动下压块升降。
11.在本实用新型的一个或多个实施方式中,所述上模组件还包括安装于上模板上的
上定位组件,所述下模组件还包括安装于下模板上的下定位组件,所述上定位组件和下定位组件配合实现上模组件和下模组件的定位。
12.在本实用新型的一个或多个实施方式中,所述上定位组件包括安装于上模板上的上定位柱以及安装于上定位柱上的上定位块,所述下定位组件包括安装于下模板上的下定位柱以及安装于下定位柱上且与上定位块配合定位的下定位块。
13.在本实用新型的一个或多个实施方式中,所述第一驱动组件包括电缸、与电缸配合安装的活动板、安装于机架上的导向轴以及安装于导向轴与活动板之间的轴套,所述电缸用于带动活动板沿导向轴升降,所述活动板与所述上模组件配合安装。
14.在本实用新型的一个或多个实施方式中,所述第二驱动组件包括安装于所述机架上的第三驱动气缸、安装于所述机架上的导轨、安装于导轨上且与安装架配合安装的滑块。
15.与现有技术相比,根据本实用新型实施方式的压合机构,通过安装架承载下模组件,在下模组件放置有物料后,通过第二驱动组件将物料移送至指定位置,通过第一驱动组件驱动上模组件下降从而配合下模组件将物料一次性压合,节约人力、效率高。
附图说明
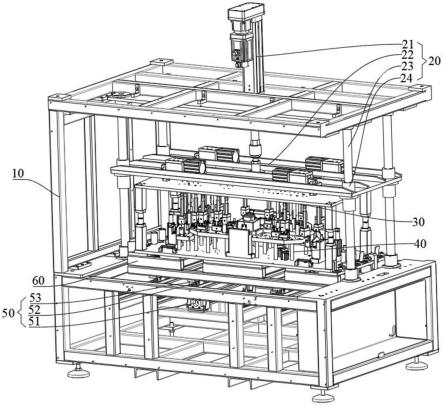
16.图1是根据本实用新型一实施方式的压合机构的结构示意图;
17.图2是根据本实用新型一实施方式的上模组件和下模组件的结构示意图。
18.图3是根据本实用新型一实施方式的下压组件的结构示意图;
19.图4是根据本实用新型一实施方式的上定位组件和下定位组件相配合时的剖视图。
具体实施方式
20.下面结合附图,对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
21.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
22.如图1所示,根据本实用新型优选实施方式的一种压合机构,包括:机架10、第一驱动组件20、上模组件30、下模组件40、第二驱动组件50和安装架60。
23.具体的,第一驱动组件20安装于机架10上,上模组件30与第一驱动组件20配合安装,第一驱动组件20用于驱动上模组件30升降。第二驱动组件50安装于机架10上且位于第一驱动组件20的下方,安装架60与第二驱动组件50配合安装,第二驱动组件50用于驱动安装架60直线往复移动。下模组件40安装于安装架60上,下模组件40通过锁紧件固定安装于安装架60上。
24.其中,第一驱动组件20包括电缸21、与电缸21配合安装的活动板22、安装于机架10上的导向轴23以及安装于导向轴23与活动板22之间的轴套24。电缸21安装于机架10的顶部,电缸21为伺服电动缸,电缸21用于带动活动板22沿导向轴23升降,活动板22与上模组件30配合安装。
25.如图2所示,上模组件30包括上模板31以及安装于上模板31上的多个下压组件32。
26.如图3所示,下压组件32包括固定块321、螺纹杆322、连接杆323和压块324。固定块321与上模板31固定安装,螺纹杆322的两端设置有方向相反的螺纹,螺纹杆322的一端与固定块321螺纹连接,连接杆323的一端开设有内螺纹孔,螺纹杆322的另一端通过内螺纹孔与连接杆323螺纹连接,压块324与连接杆323的另一端固定安装,压块324上形成有第一仿形槽3241。在本实施方式中,螺纹杆322上固定有螺母325,螺母325位于螺纹杆322的中间部,通过转动螺母325能够转动螺纹杆322从而带动压块324升降,在压块324升降时需要配合拿住压块324,防止压块324产生转动。
27.如图2所示,下模组件40包括下模板41、安装于下模板41上的多个安置平台42以及安装于安置平台42上的多个第一支撑块43,第一支撑块43与下压组件对应设置。在本实施方式中,各安置平台42中部分高度相同、部分不同,第一支撑块43分布于各安置平台42上,第一支撑块43上形成有第二仿形槽431。
28.下模板41上还安装有多个第二支撑块44,第二支撑块44位于安置平台32一侧,各第二支撑块44围绕所有安置平台32外侧设置,第二支撑块44上形成有第三仿形槽441。第一支撑块43和第二支撑块44配合对物料进行支撑。
29.第一支撑块43下方的下模板41上安装有第一驱动气缸45,第一驱动气缸45上安装有穿过安置平台32和第一支撑块43的顶轴46,第一驱动气缸45用于带动顶轴46升降。顶轴46和第一驱动气缸45设置有多组,顶轴46是针对物料上部分压合处需要加大压力而设置,通过第一驱动气缸45带动顶轴46上升以及下压组件32下压从而加大压力将物料压合。
30.如图2所示,下模板41上还安装的第二驱动气缸47,第二驱动气缸47上安装有下压块48,第二驱动气缸47用于带动下压块48升降,下压块48底部形成有第四仿形槽481。在本实施方式中,第二驱动气缸47和下压块48设置有两组。
31.在本实施方式中,第一仿形槽3241、第二仿形槽431、第三仿形槽441和第四仿形槽481均根据物料形状进行设置,在此不作具体限定。通过第一支撑块43的第二仿形槽431和第二支撑块44上的第三仿形槽441放置物料,通过第二驱动气缸47带动下压块48下压将物料压住,通过下压压块324配合第一仿形槽3241将物料压合。
32.如图2所示,上模组件30还包括安装于上模板31上的上定位组件33,下模组件40还包括安装于下模板41上的下定位组件49。上定位组件33和下定位组件49配合实现上模组件30和下模组件40的定位。
33.如图4所示,上定位组件33包括安装于上模板31上的上定位柱331以及安装于上定位柱331上的上定位块332。下定位组件49包括安装于下模板41上的下定位柱491以及安装于下定位柱491上且与上定位块331配合定位的下定位块492。上定位块332为凸块,下定位块492为凹块。在上模组件30和下模组件40压合时,上定位块332和下定位块492相结合,保证压合的精准。
34.如图1所示,第二驱动组件50包括安装于机架10上的第三驱动气缸51、安装于机架10上的导轨52、安装于导轨52上且与安装架60配合安装的滑块53。导轨52和滑块53设置有多组。
35.通过第三驱动气缸51驱动安装架60移动至预设位置,将下模组件40放置于安置架60上并固定,将第一物料和第二物料放置于下模组件40上并通过下压块48固定,第三驱动气缸51驱动安装架60和下模组件40移动至压合位置,电缸21驱动上模组件30下降将第一物
料和第二物料压合。
36.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1