一种电极板焊接压合装置的制作方法
1.本实用新型涉及焊接工装领域,尤其涉及一种电极板焊接压合装置。
背景技术:
2.化学电解槽电极板用于化学电解电镀行业,焊接材料有着防腐防锈的特殊性,行业内使用钛合金板和镍合金板进行焊接。在进行焊接时,通常采用一整条的铜板压合在板材的焊接处附近。但是,一旦板材存在局部凸起变形,那么整条的铜板就不能实现对板材进行完全贴合压紧,从而影响板材的焊接效果。
技术实现要素:
3.本实用新型的目的在于提出一种电极板焊接压合装置,采取琴键式压装,可以有效地避免因板材局部变形而导致不能完全贴合压紧板材的现象。
4.为达此目的,本实用新型采用以下技术方案:
5.一种电极板焊接压合装置,包括基座,所述基座上设置有用于放置待焊接电极板的放料区、用于对位于所述放料区的待焊接电极板进行定位固定的定位固定组件以及压合机构;
6.所述压合机构包括位于所述基座上方且可水平移动的安装座、上下设置的两排铜块、位于所述安装座上的上连接板、与所述基座连接的下连接板及驱动所述上连接板上下移动的升降驱动组件;两排所述铜块分别呈琴键式排布在所述上连接板的底面及所述下连接板的顶面,且各所述铜块均通过弹性组件与所述上连接板或所述下连接板连接。
7.进一步地,所述弹性组件包括等高螺丝及碟簧,所述等高螺丝可上下活动地收容于所述铜块内,且一端伸出所述铜块与所述上连接板或所述下连接板螺接;所述碟簧套设在所述等高螺丝上,并位于所述铜块开设的收容腔内,且两端分别与所述铜块及所述上连接板或所述下连接板相抵。
8.进一步地,所述上连接板及所述下连接板连接有用于引导各所述铜块上下移动的多个第一导柱。
9.进一步地,所述升降驱动组件包括多个下压气缸及用于引导所述上连接板上下移动的多个第二导柱。
10.进一步地,所述安装座的两端连接有滑动座,所述滑动座与所述基座水平滑动连接,并连接有驱动其滑动的推进气缸。
11.进一步地,所述定位固定组件包括x向定位块、y向定位块及侧推组件,所述x向定位块与所述侧推组件相对设置,所述y向定位块与所述压合机构相对设置。
12.进一步地,所述定位固定组件还包括分布在所述放料区周围的多个旋压组件。
13.进一步地,所述x向定位块及所述y向定位块上设置有压力感应传感器。
14.本实用新型的有益效果为:
15.1、本实用新型的一种电极板焊接压合装置,采用呈琴键式排布的上下两排铜块压
合待焊接的电极板,在弹性组件的弹力作用下,可保证各铜块与待焊接的电极板之间完全贴合压实,从而有效地避免因板材局部变形而导致不能完全贴合压紧板材的现象,有利于提升焊接质量效果。
16.2、本实用新型的一种电极板焊接压合装置,从热传递的角度的来说,各铜块都是独立的,散热非常均匀,散热效果比整个长条形的铜板要好的多,在风道和熔池的地方,氧化能得到缓解,可保护板材表面颜色。
附图说明
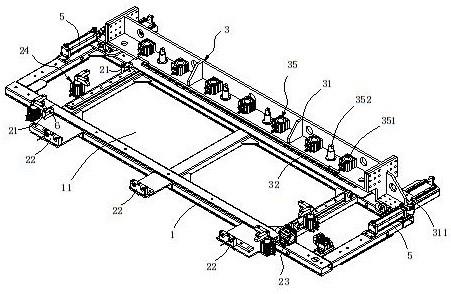
17.图1是本实用新型提供的一种电极板焊接压合装置的结构示意图。
18.图2是本实用新型提供的一种电极板焊接压合装置在另一角度的结构示意图。
19.图3是图2中的局部放大示意图。
20.图4是图3中的铜块及弹性组件的结构示意图。
21.图中:1-基座;11-放料区;21-x向定位块;22-y向定位块;23-侧推组件;24-旋压组件;3-压合机构;31-安装座;311-滑动座;32-铜块;321-收容腔;33-上连接板;34-下连接板;35-升降驱动组件;351-下压气缸;352-第二导柱;36-弹性组件;361-等高螺丝;362-碟簧;4-第一导柱;5-推进气缸;6-压力感应传感器。
具体实施方式
22.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
23.如图1至4所示,一种电极板焊接压合装置,包括基座1,基座1上设置有用于放置待焊接电极板的放料区11、用于对位于放料区11的待焊接电极板进行定位固定的定位固定组件以及压合机构3。
24.具体的,定位固定组件包括x向定位块21、y向定位块22、侧推组件23及多个旋压组件24。其中,侧推组件23与x向定位块21相对设置,并包括侧推块及用于驱动侧推块朝向或远离x向定位块21移动的侧推气缸。y向定位块22与压合机构3相对设置。各旋压组件24分布在放料区11的周围,并包括下压头及驱动下压头旋转向下压持待焊接电极板的旋压气缸。进一步地,x向定位块21及y向定位块22上设置有压力感应传感器6。
25.将待焊接电极板放在放料区11后,先利用y向定位块22进行y向定位,再利用侧推组件23及x向定位块21实现y向定位固定;然后利用各旋压组件24实现z向定位固定。
26.压合机构3包括位于基座1上方且可水平移动的安装座31、上下设置的两排铜块32、位于安装座31上的上连接板33、与基座1连接的下连接板34及驱动上连接板33上下移动的升降驱动组件35。其中,安装座31的两端均连接有滑动座311,滑动座311通过滑轨与基座1水平滑动连接,并连接有驱动其滑动的推进气缸5。两排铜块32分别呈琴键式排布在上连接板33的底面及下连接板34的顶面,且各铜块32均通过弹性组件36与上连接板33或下连接板34连接。
27.如图3和4所示,弹性组件36包括等高螺丝361及碟簧362。其中,等高螺丝361可上下活动地收容于铜块32内,且一端伸出铜块32与上连接板33或下连接板34螺接;碟簧362套设在等高螺丝361上,并位于铜块32开设的收容腔321内,且两端分别与铜块32及上连接板33或下连接板34相抵。
28.进一步地,上连接板33及下连接板34连接有用于引导各铜块32上下移动的多个第一导柱4。
29.其中,采用这种琴键式压装方式,在碟簧362的弹力作用下,可使得各铜块32与电极板之间完全贴合压实;即使电极板的压合处有凸起变形情况,也是单独的一个铜块32存在不贴合压实板材的现象,操作人员能够很容易观察出来,并着手处理异常。
30.另外,从热传递的角度的来说,由于各铜块32都是独立的,散热非常均匀,这种琴键式排布的铜块32的散热效果比整个长条形的铜板要好的多,在风道和熔池的地方,氧化能得到缓解,可保护板材表面颜色。
31.该压合机构3中,升降驱动组件35包括安装在安装座31上的多个下压气缸351及用于引导上连接板33上下移动的多个第二导柱352。本实用新型中,各第二导柱352的下端连接在上连接板33上,上端可上下活动地穿过安装座31。
32.本实用新型的一种电极板焊接压合装置,使用时,先利用定位固定组件对放置在放料区11的电极板进行精准固定,再利用推进气缸5缩回,带动安装座31滑动至电极板待压合处上方;然后在各下压气缸351的驱动下,上连接板33向下移动,使得位于上连接板33的底面的各铜块32与位于下连接板34上的各铜块32之间配合,并在碟簧362的弹力作用下,实现对电极板的完全贴合压实。
33.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1