一种连续自动供气系统的制作方法
1.本实用新型属于电弧制造技术领域,特别涉及一种连续自动供气系统。
背景技术:
2.现有技术中,焊接或电弧增材制造具体使用操作时需要保护气隔绝空气,保护熔池不被氧化从而保证熔融金属内部质量和性能。不同的保护气体,具有不同的焊接特性。常用的保护气种类一般有ar、he、co2、ar+he、ar+h2、ar+n2、ar+o2、ar+co2、 ar+co2+o2,现实中,通常在选定焊丝种类后人工选择和准备气体装置,自动化程度低、安全性能差。
技术实现要素:
3.为了解决上述技术问题,本实用新型提出以下技术方案:
4.一种连续自动供气系统,包括气体供应系统、工作站系统和 n个气体供气分区,气体供应系统与工作站系统连接,气体供应系统同时分别与气体供气分区电连接,工作站系统与控制组件一端气管连接,控制组件另一端与气体供气分区气管连接。
5.进一步方案,
6.气体供应系统内对应设置有n个气体供气分区的控制器,分别控制n个气体供气分区中的气体。
7.进一步方案,
8.工作站系统包含相互连接的工作站控制器、供气管路和机器人焊机系统。
9.进一步方案,
10.工作站系统可具体为焊接工作站或电弧增材制造设备。
11.进一步方案,
12.控制组件安装设置在水平供气管路上,控制组件包括供气管路压力开关、流量计和安全阀,管路压力开关的一端与流量计的一端连接,流量计的另外一端与安全阀的一端连接,安全阀的另外一端与气体供气分区气管连接。
13.进一步方案,
14.n个气体供气分区均包括气瓶组件,气瓶组件包含气瓶架和放置于气瓶架上的气瓶,气瓶口上安装有气瓶压力表,气瓶压力表的上端连通至电磁减压阀一端,气瓶压力表的一侧边连接至气瓶压力开关的一端,气瓶压力开关的另一端和电磁减压阀另一端并通后与集流支管压力开关一端连接,气瓶压力表的另外一侧边通过集流支管并联至集流支管压力开关另外一端和单向阀的一端,单向阀另外一端与控制组件通过气管连接。
15.进一步方案,
16.气瓶组件设置有至少两组。
17.进一步方案,
18.当气瓶中气体为co2时,气瓶的底部设置有称重仪。
19.进一步方案,
20.控制器和工作站控制器均为plc控制系统,并且控制器上设置有气瓶状态指示灯和声光警报器。
21.采用上述技术方案的有益效果是:
22.本实用新型装置可以自动选择气体,并且打开气瓶的管控装置,实现气体的自动选择和气体的供应,并且可以实现不间断自动供气,安全性能高,可以实现对误操作实施反馈。
附图说明
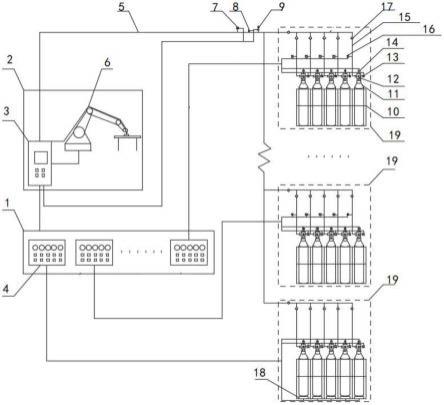
23.图1、该实用新型装置的结构示意图;
24.1、气体供应系统;2、工作站系统;3、工作站控制器;4、控制器;5、供气管路;6、机器人焊机系统;7、供气管路压力开关;8、流量计;9、安全阀;10、气瓶架;11、气瓶;12、气瓶压力表;13、气瓶压力开关;14、电磁减压阀;15、集流支管; 16、集流支管压力开关;17、单向阀;18、称重仪;19、气体供气分区。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,
26.具体实施例1
27.如图1所示,一种连续自动供气系统,包括气体供应系统1、工作站系统2和n个气体供气分区19,气体供应系统1与工作站系统2连接,气体供应系统1同时分别与气体供气分区19电连接,工作站系统2与控制组件一端气管连接,控制组件另一端与气体供气分区19气管连接。
28.气体供应系统1内对应设置有n个气体供气分区19的控制器4,分别控制n个气体供气分区中的气体。工作站系统2包含相互连接的工作站控制器3、供气管路5和机器人焊机系统6。控制组件安装设置在水平供气管路5上,控制组件包括供气管路压力开关7、流量计8和安全阀9,管路压力开关7的一端与流量计8的一端连接,流量计8的另外一端与安全阀9的一端连接,安全阀9的另外一端与气体供气分区19气管连接。
29.n个气体供气分区19均包括气瓶组件,气瓶组件包含气瓶架10和放置于气瓶架上的气瓶11,气瓶11口上安装有气瓶压力表12,气瓶压力表12的上端连通至电磁减压阀14一端,气瓶压力表12的一侧边连接至气瓶压力开关13的一端,气瓶压力开关13的另一端和电磁减压阀14另一端并通后与集流支管压力开关16一端连接,气瓶压力表12的另外一侧边通过集流支管15 并联至集流支管压力开关16另外一端和单向阀17的一端,单向阀17另外一端与控制组件通过气管连接。
30.控制器4和工作站控制器3均为plc控制系统,并且控制器 4上设置有气瓶状态指示灯和声光警报器。
31.工作站系统2可具体为焊接工作站或电弧增材制造设备。应用领域可以为焊接或者3d打印应用。
32.气瓶组件设置有至少两组。
33.当气体分区成分为co2时,气瓶组件的底部设置有称重仪18。
34.系统的工作原理:当确定焊丝后,对应的保护气种类也随之确定。在工作站系统2中选定该种气体后,对应的气体供气分区 1-3中的对应成分的气体的分区开始工作。具体为,工作站系统 2将流量计8打开并调整至所需流量;
35.工作站系统2控制气体供应系统1中的控制器4打开分区内第一瓶气体的电磁减压阀14,气瓶11中气体经过集流支管压力开关16(集流支管压力开关16工作,将信号反馈给工作站系统 2),进入集流支管15;经过单向阀17和控制组件后汇入供气管路5,气体依次经过安全阀9、流量计8和供气管路压力开关 7,供气管路中有气体则供气管路压力开关7动作,将信号反馈给工作站系统2,此时收到集流支管压力开关16和供气管路压力开关7的两个信号,判断系统气路正常,控制焊接工作站设备启动,气体经机器人焊机系统6的管路进入焊枪喷嘴喷出。从而实现了气体分区的自动选择和气体的供应。当工作站设备停止工作,则工作站系统2通过气体供应系统1的控制器4控制当前工作气瓶的电磁减压阀14。
36.不间断自动供气的实现,控制器4上设置有气瓶状态指示灯和声光警报器,在气瓶气量充足时(气瓶压力≥1mpa,气瓶压力开关7不动作),指示灯显示绿色,否则(气瓶压力<1mpa,气瓶压力开关7动作),将信号反馈给控制器4,控制指示灯显示红色并发出警报声。系统工作时,第一瓶气瓶对应的指示灯显示为绿色,当该瓶气体即将用完时,气瓶压力小于1mpa,气瓶压力开关13将信号传给控制器4,其立即打开第二瓶气体的电磁减压阀14,并在30-60s后关闭第一瓶气体的电磁减压阀14。此时第二瓶气体指示灯显示为绿色,第一瓶气瓶指示灯显示为红色。以此类推辑,依次实现第3瓶-第5瓶气体等的供气。从而实现不间断自动连续供气。在此过程中操作人员看到某瓶气体的指示灯为红色或听到警报声,将压力低的气瓶更换为满压力瓶并将对应气瓶状态声光警报器复位。
37.系统控制方式,(1)自动启动,如前所述;(2)手动启动,若遇系统故障,在工作站系统2中选定该种气体后,对应的气体供气分区1-3中的对应成分的气体供应分区未开始工作,则可在控制器4的控制面板上点击对应的启动按钮;(3)机械应急启动,若前两种方法,系统均未开始工作,则由操作人员前往对应气体供应分区,手动打开电磁减压阀14上的应急阀门,使系统进入工作状态。
38.系统出现误操作导致系统压力过大时,供气管路5上的安全阀9将压力卸除并将信号反馈给工作站系统2,操作人员看到信号后前往气体供应分区巡查问题并整改。其具体一定的安全性。
39.各分区每个气瓶集流支管15设置单向阀17,防止满压力瓶流入低压力瓶降低供气效率;每个气体供应分区集流管汇入供气管路5的入口前设置单向阀17,防止各分区间不同组分的气体间的互相影响,具有一定的可靠性。
40.当工作过程中分区最后一瓶气体用完但其他气体没有更换时(即气体供应分区内所有气瓶均为低压力状态,此时指示灯均为红色或发出警报声),操作人员未及时做出动作,或其他任何情况下导致供气管路压力开关7压力过低和流量计8流量过低时,将信号反馈给工作站系统2,其控制工作站设备停止工作。
41.当保护气体为co2时,由于高压下co2呈液态,气瓶11不采用气瓶压力开关13作为气瓶剩余气量指示装置,而采用称重仪 18;气体供应分区应选择气体供应分区a的形式。特别地,在更换气体种类时,应使系统空运行一段时间,以排除所有管路中的残余其他气体。焊接工作站或电弧增材制造设备停止工作后,系统可自动排空供气管路的残余气体,以便系
统下次正常启动。
42.虽然在上文中已经参考了一些实施例对本实用新型进行描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效无替换其中的技术点,尤其是,只要不存在技术冲突,本实用新型所纰漏的各种实施例中的各项特征均可通过任一方式结合起来使用,在本实用新型中未对这些组合的情况进行穷举的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施例,而且包括落入权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1