一种棒料中心孔自动化钻孔装置的制作方法
1.本发明属于棒料加工领域,具体涉及一种棒料中心孔自动化钻孔装置。
背景技术:
2.棒料一般用于加工轴类零件,棒料在根据加工的需要切断之后,需要在棒料的其中两端面加工中心孔,为后续加工工序作为定位基准的准备,轴类零件各外圆,锥孔,螺纹等表面的设计基准一般都是轴的中心线,因此选择两中心孔定位是符合基准重合原则的,加工时能达到较高的相互位置精度,且工件装夹方便,目前棒料在进行中心孔加工的时候,一般都是采用人工定位的方式进行单件加工,加工效率低下,且人力成本较高。
技术实现要素:
3.为了解决现有技术中的一个或者多个技术问题,本发明提出了一种棒料中心孔自动化钻孔装置,该自动化钻孔装置结构简单,能够实现棒料中心孔的自动化加工,节省了人力成本,提高了工作效率。
4.为实现上述目的,本发明提供了一种棒料中心孔自动化钻孔装置,包括一钻孔平台,所述钻孔平台上固定有第一落料工位和第二落料工位,所述第一落料工位和第二落料工位均包括一落料滑道,所述落料滑道下方连接有一钻孔机构,所述落料滑道底部固定有第一定位气缸,所述第一定位气缸的气缸杆末端固定有第一定位块,所述钻孔机构包括第二定位气缸,所述第二定位气缸的气缸杆末端固定有第二定位块,所述钻孔机构包括一顶紧气缸和一钻孔主轴;所述钻孔平台背部还固定有一传输机构,所述传输机构在第一落料工位和第二落料工位的落料滑道相对应处设置有一落料缺口。
5.进一步的,所述钻孔平台上还开设有落料槽,所述落料槽下方固定有卸料滑道。
6.进一步的,所述第一定位块和第二定位块均开设有弧形槽。
7.进一步的,所述第二定位气缸两侧固定有定位座,所述定位座上固定有副定位块。
8.进一步的,所述落料滑道和卸料滑道均倾斜设置,其倾斜角度为10-15度,在落料滑道末端固定有一竖直的挡料框。
9.进一步的,所述传输机构包括一链条传输带,所述链条传输带两侧固定有限位板,所述落料缺口开设在限位板上,所述传输机构末端封闭,在链条传输带后方固定有两个安装台,所述安装台上固定有和落料缺口相对应的推料气缸。
10.进一步的,所述钻孔平台上固定有安装框,所述第一落料工位和第二落料工位固定在安装框的顶板上。
11.本发明的有益效果是:
12.第一,该自动化钻孔装置结构简单,能够实现棒料中心孔的自动化加工,节省了人力成本,提高了工作效率;
13.第二,通过落料滑道的设置,能够使得棒料从传输机构上直接向下滑落到落料滑道上,并通过第一定位气缸和第二定位气缸的共同作用将棒料移动到钻孔机构之间,通过
钻孔机构的钻孔主轴进行加工,加工后棒料直接落到卸料滑道上,全程实现自动化,无需人工介入;
14.第三,传输机构上的距离传感器能够检测到棒料是否运送到位,当运送到位后推料气缸运动,即可将棒料直接推入到落料滑道上。
附图说明
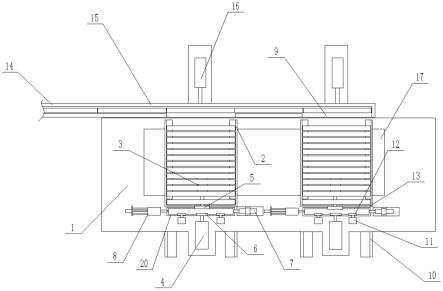
15.图1是本发明的结构示意图;
16.图2是本发明落料滑道固定到安装框上的结构图;
17.图3是本发明的图2另一个方向的结构图;
18.图4是本发明的图3中a部分的放大图。
19.图中:1、钻孔平台;2、落料滑道;3、第一定位气缸;4、第二定位气缸; 5、第一定位块;6、第二定位块;7、顶紧气缸;8、钻孔主轴;9、落料缺口; 10、卸料滑道;11、定位座;12、副定位块;13、挡料框;14、链条传输带; 15、限位板;16、推料气缸;17、安装框;18、顶板;19、棒料;20、落料槽。
具体实施方式
20.下面结合附图和实施例对本发明作进一步说明:
21.参见图1到图4所示的一种棒料中心孔自动化钻孔装置,包括一钻孔平台 1,该钻孔平台1可以安装在机床的机床底座上,机床底座四周设置框板,使得该装置封闭运行,增强其安全性,所述钻孔平台1上固定有第一落料工位和第二落料工位,设置两个落料工位可以一次性加工两个棒料19,当然可以根据需要设置多个工位,所述第一落料工位和第二落料工位均包括一落料滑道2,通过该落料滑道2能够使得棒料19在重力的作用下自然的向下滚落,所述落料滑道 2下方连接有一钻孔机构,所述落料滑道2底部固定有第一定位气缸3,所述第一定位气缸3的气缸杆末端固定有第一定位块5,所述钻孔机构包括第二定位气缸4,所述第二定位气缸4的气缸杆末端固定有第二定位块6,通过两定位气缸,能够使得棒料19在第一定位块5和第二定位块6之间进行移动,并移动到钻孔机构之间,所述钻孔机构包括一顶紧气缸7和一钻孔主轴8(钻孔主轴8连接在一滚珠丝杠机构上);所述钻孔平台1背部还固定有一传输机构,所述传输机构在第一落料工位和第二落料工位的落料滑道2相对应处设置有一落料缺口9,该传输机构可以持续的传输棒料19,棒料19可以通过传输机构上的落料缺口9 转运到落料滑道2上。
22.本发明在使用的时候过程如下,棒料19通过上料装置(如阶梯上料机或推板上料机)进行上料并进入到传输机构中,传输机构将棒料19向前进行传输,当传输到落料缺口9后,传输机构将棒料19卸入到落料滑道2之中,在重力的作用下,棒料19向下滑动,并进入到第一定位气缸3和第二定位气缸4之间,此时第二定位气缸4开始进行动作,第二定位气缸的第二定位块6将棒料19朝向第一定位气缸3方向推送,使得棒料19夹持在第一定位块5和第二定位块6 之间,第一定位块5和第二定位块6上可以开设用以找正的弧形槽或者v型槽,随后第一定位气缸3向移动,第二定位气缸4向后移动,使得棒料19移动到钻孔机构之间,此时,钻孔机构的顶紧气缸7向棒料19方向进行移动,并和棒料 19相接触,钻孔主轴8的钻头开始进行钻孔动作,对棒料19进行钻孔动作,当钻孔完成之后,第一定位气缸3、第二定位气
缸4和顶紧气缸7复位,如此,棒料19的中心孔变加工完成,将棒料19卸下,将其旋转180度,再次放入到上料装置中,重复上述动作,对棒料19另一端的中心孔进行加工。
23.进一步的,所述钻孔平台1上还开设有落料槽20,所述落料槽20下方固定有卸料滑道10。具体的,为了使得该装置的自动化程度更高,在钻孔平台1 上还开设有落料槽20,落料槽20下方安装卸料滑道10,棒料19在加工完成之后将会自动的掉落到卸料滑道10上,在卸料滑道10末端放置一储料仓,如此使得该装置更加智能。
24.进一步的,所述第一定位块5和第二定位块6均开设有弧形槽。具体的,第一定位块5和第二定位块6均开设有弧形槽,在定位加工的时候更加容易方便。
25.进一步的,所述第二定位气缸4两侧固定有定位座11,所述定位座11上固定有副定位块12。具体的,为了使得棒料19加工的时候更加稳固,在第二定位气缸4两侧固定有定位座11,定位座11上连接有副定位块12,副定位块12也可以为v型块。
26.进一步的,所述落料滑道2和卸料滑道10均倾斜设置,其倾斜角度为10-15 度,在落料滑道2末端固定有一竖直的挡料框13。落料滑道2和卸料滑道10均设置为10-15度,便于棒料19向下滑落,落料滑道末端的挡料框13的设置,使得棒料向下滑落的时候,能够被阻挡,被阻挡后只能竖直向下掉落到钻孔平台1上,并处于第一定位气缸和第二定位气缸之间,其中挡料框的底部具有一支撑横板21,棒料可以直接落入到支撑横板21上,保证第二定位气缸4的第二定位块6能够和棒料的中心正对,便于将棒料推出。
27.进一步的,所述传输机构包括一链条传输带14,所述链条传输带14两侧固定有限位板15,所述落料缺口9开设在限位板15上,所述传输机构末端封闭,在链条传输带14后方固定有两个安装台,所述安装台上固定有和落料缺口9相对应的推料气缸16。传输机构采用市面上成熟的链条传输带14,当链条传输带 14上的链条转动的时候,将带动棒料19进行移动,且棒料19是依次传输的,落料缺口9处均有棒料19的时候,推料气缸16推动棒料19,棒料19向下掉落,当若干秒后,棒料19将会再次铺满链条传送带,此时,推料气缸16再次动作即可。
28.进一步的,所述钻孔平台1上固定有安装框17,所述第一落料工位和第二落料工位固定在安装框17的顶板18上。具体的,该装置的落料工位固定在安装框17上,使得挡料框13和钻孔平台1之间有一定的高度差,同时也方便第一定位气缸3有足够的安装空间。另外,本发明的落料滑道2和卸料滑道10均为间距可调的滑道,从而能够适用于不同长度的棒料19。
29.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1