一种镜头双组装头及其校准工装的制作方法
1.本实用新型涉及组装头结构及其校准工装的技术领域,特别涉及一种镜头双组装头及其校准工装。
背景技术:
2.在镜头组装生产中传统的生产方式是手工组装自动点胶,作业员手动或使用治具完成镜筒摆盘、镜片、隔片和隔圈组装,通过点胶机完成镜头的点胶和uv固化,纯手工操作易导致镜片磨损,镜片、隔片组装位置偏斜,力度掌握不好容易压碎镜片或者使隔片变形翘曲,难以保证镜片的组装精度及稳定性,导致产品报废降低产品良率,影响企业效益并增加作业员作业时间及劳动强度。
3.现有的镜头组装中,通常采用电机和真空吸嘴分离的动作机构进行镜片取料和镜片组装,电机带动真空吸嘴进行旋转,再通过升降机构驱动真空吸嘴升降完成该动作,单个组装模组多次安装步骤繁杂,需要材料较多,不利于车间的日常维护,同时吸头更换后与安装轴之间的精度无法保证。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的不足,提供一种结构简单,对位精度快速调整且同时对双工位组装工作的。
5.本实用新型所采用的技术方案是:本实用新型包括至少两组组装模组以及背板,两组所述组装模组均通过若干锁紧件与所述背板相连接,所述组装模组包括安装板、y轴驱动装置、支撑板、旋转驱动装置、联轴器、轴承座以及吸嘴组件,所述安装板通过若干固定件与所述背板固定连接,所述y轴驱动装置和所述支撑板均设置在所述安装板上,所述轴承座与所述安装板滑动连接,所述y轴驱动装置的活动端通过浮动件与所述轴承座浮动连接,所述旋转驱动装置固定连接与所述支撑板上,所述旋转驱动装置的输出端通过连接轴套与所述联轴器的一端相连接,所述联轴器的另一端与所述轴承座相连接,所述轴承座与所述吸嘴组件转动连接。
6.进一步,所述吸嘴组件包括真空接头、导气管以及吸头,所述真空吸头设置在所述旋转驱动装置上并与外部负压发生装置相连接,所述吸头与所述轴承座相连接,所述导气管穿过所述旋转驱动装置、所述连接轴套、所述联轴器以及所述轴承座,所述导气管的一端与所述真空接头相连接,所述导气管的另一端与所述吸头相连接。
7.进一步,所述支撑板上设置有到位传感器,所述旋转驱动装置上设置有与所述到位传感器相配合的感应片。
8.进一步,所述浮动件为浮动接头并与所述旋转驱动装置的输出端螺纹连接。
9.进一步,所述轴承座上设置有与所述吸嘴组件相配合的旋转轴。
10.进一步,所述背板上设置有若干与所述安装板相配合的定位孔,若干所述定位孔为大间距螺纹孔。
11.进一步,它还包括校准工装,所述工装设置有基板、第一定位板以及第二定位板,所述第一定位板设置在所述基板上并与所述吸嘴组件配合定位,所述第二定位板与所述旋转轴定位配合。
12.本实用新型的有益效果是:本实用新型采用旋转电机配合连接轴套带动旋转轴的结构设计,实现同时旋转运动和上下运动,使结构简单,减小组件重量;双工位结构设计,使用时提高加工产出效率,避免物料长时间堆集;整体结构设计中采用单个零件关联直线精度和旋转精度,降低误差变量,减少装配精度。
附图说明
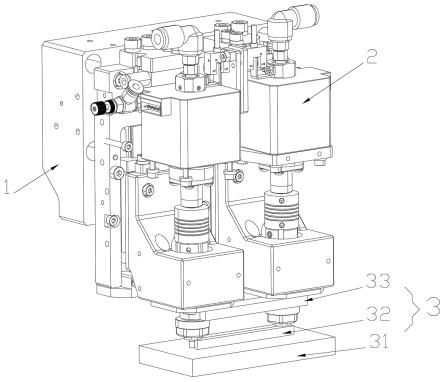
13.图1是本实用新型的结构示意图;
14.图2是本实用新型组装模组的结构示意图;
15.图3是本实用新型结构示意图的剖视图。
具体实施方式
16.如图1至图3所示,在本实施例中,本实用新型包括至少两组组装模组1以及背板2,两组所述组装模组1均通过若干锁紧件与所述背板2相连接,所述组装模组1包括安装板21、y轴驱动装置22、支撑板23、旋转驱动装置24、联轴器25、轴承座26以及吸嘴组件27,所述安装板21通过若干固定件211与所述背板2固定连接,所述y轴驱动装置22和所述支撑板23均设置在所述安装板21上,所述轴承座26与所述安装板21滑动连接,所述y轴驱动装置22的活动端通过浮动件221与所述轴承座26浮动连接,所述旋转驱动装置24固定连接与所述支撑板23上,所述旋转驱动装置24的输出端通过连接轴套241与所述联轴器25的一端相连接,所述联轴器25的另一端与所述轴承座26相连接,所述轴承座26与所述吸嘴组件27转动连接,所述y轴驱动装置22为气缸,所述旋转驱动装置24为旋转电机,所述支撑板23为单边结构,所述连接轴套241为中空结构并使用若干螺丝与所述旋转驱动装置24的活动端相连接,若干所述固定件211为螺丝,所述安装板21下方设置有限位板,所述限位板设计对所述轴承座26硬限位,避免y轴驱动装置22过量运动挤压吸附产品造成损坏,所述y轴驱动装置22还设置有调压阀。采用旋转电机配合连接轴套241带动旋转轴261的结构设计,实现同时旋转运动和上下运动,使结构简单,减小组件重量;双工位结构设计,使用时提高加工产出效率,避免物料长时间堆集。
17.在本实施例中,所述吸嘴组件27包括真空接头271、导气管272以及吸头273,所述真空吸头273设置在所述旋转驱动装置24上并与外部负压发生装置相连接,所述吸头273与所述轴承座26相连接,所述导气管272穿过所述旋转驱动装置24、所述连接轴套241、所述联轴器25以及所述轴承座26,所述导气管272的一端与所述真空接头271相连接,所述导气管272的另一端与所述吸头273相连接,所述吸头273与所述轴承座26可拆卸安装,保证旋转轴261装配精度和吸嘴加工精度后可实现不同规格吸嘴的快换,提高整体机构兼容性,可对不同尺寸产品吸附加工。
18.在本实施例中,所述支撑板23上设置有到位传感器231,所述旋转驱动装置24上设置有与所述到位传感器231相配合的感应片,所述到位传感器231通过监测旋转驱动装置24上下位移量,实现对吸头273位置的精确定位。
19.在本实施例中,所述浮动件221为浮动接头并与所述旋转驱动装置24的输出端螺纹连接。采用浮动接头设计,在y轴驱动装置22带动轴承座26运动过程中,减少移位。
20.在本实施例中,所述轴承座26上设置有与所述吸嘴组件27相配合的旋转轴261。
21.在本实施例中,所述背板2上设置有若干与所述安装板21相配合的定位孔,若干所述定位孔为大间距螺纹孔。采用大间距螺丝调节孔结构,安装拆卸以及日常调试方便同时安装精度高,满足旋转轴261与端面垂直的精度要求。
22.在本实施例中,还包括校准工装3,所述校准工装3包括基板31、第一定位板32以及第二定位板33,所述第一定位板32设置在所述基板31上并与所述吸嘴组件27配合定位,所述第二定位板33与所述旋转轴261定位配合,所述第一定位板32和所述第二定位板33均设有一个半圆面和一个扇形面,以满足校准双组装头间距以及双头垂直方向垂直度,更换吸嘴后精度保持在要求范围内。
23.本实用新型的工作原理:
24.安装时,安装板21与背板2通过螺丝打入大间距螺纹孔配合定位固定,同时吸头273与旋转轴261使用校准工装3校准,确保吸头273和旋转轴261与端面保持垂直。
25.背板2安装于外部驱动机构上,外部驱动机构将组装模组1运送至料盘上方。取料时y轴驱动装置22带动轴承座26下降,是吸头273靠近产品并通过负压吸附将产品吸起,吸附后y轴驱动装置22复位。
26.虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1