一种用于自动焊接轨道的夹紧装置的制作方法
1.本新型属于夹紧装置,具体涉及一种用于自动焊接轨道的夹紧装置。
背景技术:
2.目前环焊缝自动焊接设备为保证能焊接小车在焊接过程中行走平稳可靠,均配备行走轨道,轨道与待焊圆管需要固定牢固,才能保证焊接小车在作业时运行平稳,焊接质量才能的得到保证。
3.目前市面上的轨道与待焊圆管的固定多采用螺钉固定或是直轨压紧块,其安装零件多,安装及调节过程繁琐,当待焊圆管存在圆柱度公差时压紧机构受力不均。安装时压紧力过大使得轨道变形严重;安装压紧力过小轨道与圆管发生相对移动,都会影响焊缝质量和焊缝成型。
技术实现要素:
4.本新型针对现有技术的缺陷,提供一种用于自动焊接轨道的夹紧装置。
5.本新型是这样实现的:一种用于自动焊接轨道的夹紧装置,其中,包括圆管行走轨道和部装ⅰ,其中圆管行走轨道的弧度与待焊圆管弧度匹配,部装ⅰ设置在圆管行走轨道与待焊圆管之间。
6.如上所述的一种用于自动焊接轨道的夹紧装置,其中,还包括调节螺栓,该调节螺栓用于推动部装ⅰ与待焊圆管接触并产生压力。
7.如上所述的一种用于自动焊接轨道的夹紧装置,其中,所述的部装ⅰ包括y型支块,连接螺钉和缓冲弹簧,其中y型支块为顶面和底面均具有弧度的“工”字型零件,其中y型支块的顶面弧度与圆管行走轨道的弧度相匹配,y型支块的底面弧度与待焊圆管相匹配,y型支块设有中心孔,在该中心孔中设有连接螺钉和缓冲弹簧,连接螺钉和缓冲弹簧用于推动部装ⅰ离开圆管行走轨道。
8.如上所述的一种用于自动焊接轨道的夹紧装置,其中,部装ⅰ还包括限位螺钉,该限位螺钉设置在连接螺钉的自由端。
9.如上所述的一种用于自动焊接轨道的夹紧装置,其中,限位螺钉限位螺钉的顶部开有圆孔,可以在不拆卸限位螺钉的前提下对连接螺钉进行操作。
10.如上所述的一种用于自动焊接轨道的夹紧装置,其中,y型支块与待焊圆管待焊管件多点接触,减轻当待焊圆管存在圆柱度公差时压紧机构受力不均的现象。
11.如上所述的一种用于自动焊接轨道的夹紧装置,其中,y型支块具有多个规格型号,以适用不同尺寸的待焊圆管。
12.本新型的显著效果是:本夹紧机构方便安装调整。独特的y型支块内部采用弹簧结构方便在于调节螺栓顶至相应位置时y型支块自动复位;y型支块提供多点支撑,减少待焊圆管圆柱度偏差引起的支块受力不均现象,并且在与管道固定时自动补偿安装误差。
附图说明
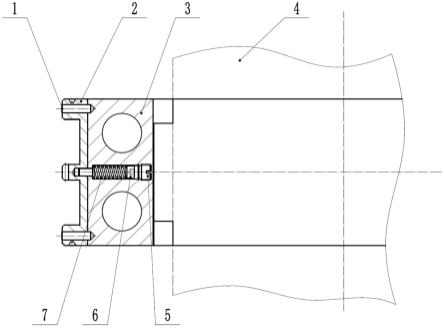
13.图1为夹紧压块与轨道装配示意图(未压紧形态)
14.图2为夹紧压块与轨道装配示意图(压紧形态)
15.图3为夹紧压块与轨道装配向视图
16.图中:1.调节螺栓、2.圆管行走轨道、3.y型支块、4.待焊圆管、5.限位螺钉、6.连接螺钉、7.缓冲弹簧
具体实施方式
17.一种用于自动焊接轨道的夹紧装置,如附图1、2、3所示,y型支块3,限位螺钉5,连接螺钉6,缓冲弹簧7为组件形式(后面称此组件形式为部装ⅰ)。先将部装ⅰ通过连接螺钉6连接在圆管行走轨道2行走轨道上,限位螺钉5限位螺钉的顶部开有圆孔,可以在不拆卸限位螺钉5的前提下对连接螺钉6进行操作。当连接螺钉6螺纹部分拧入圆管行走轨道2内部时,可以拉动y型支块3至待焊圆管方向,使得部装ⅰ与圆管行走轨道2分离开一定距离,并在此过程调整组件ⅰ至合适位置——如图3所示位置,之后安装调节螺栓1调节螺钉,调节螺栓1将推动部装ⅰ与待焊圆管4接触,调整调节螺栓1使得组件与待焊圆管4产生压紧力,从而达到固定焊接轨道的作用。
18.如图3——y型压块独特的结构设计可以保证其与待焊圆管4待焊管件多点接触,减轻当待焊圆管存在圆柱度公差时压紧机构受力不均的现象。当待焊圆管4有不同尺寸的管件需要焊接时,可以更换不同型号的y型支块3进行夹紧(y型支块3有系列化规格),同时可以更换调节螺栓1与之相配合安装。
技术特征:
1.一种用于自动焊接轨道的夹紧装置,其特征在于:包括圆管行走轨道(2)和部装ⅰ,其中圆管行走轨道(2)的弧度与待焊圆管弧度匹配,部装ⅰ设置在圆管行走轨道(2)与待焊圆管之间。2.如权利要求1所述的一种用于自动焊接轨道的夹紧装置,其特征在于:还包括调节螺栓(1),该调节螺栓(1)用于推动部装ⅰ与待焊圆管接触并产生压力。3.如权利要求2所述的一种用于自动焊接轨道的夹紧装置,其特征在于:所述的部装ⅰ包括y型支块(3),连接螺钉(6)和缓冲弹簧(7),其中y型支块(3)为顶面和底面均具有弧度的“工”字型零件,其中y型支块(3)的顶面弧度与圆管行走轨道(2)的弧度相匹配,y型支块(3)的底面弧度与待焊圆管相匹配,y型支块(3)设有中心孔,在该中心孔中设有连接螺钉(6)和缓冲弹簧(7),连接螺钉(6)和缓冲弹簧(7)用于推动部装ⅰ离开圆管行走轨道(2)。4.如权利要求3所述的一种用于自动焊接轨道的夹紧装置,其特征在于:部装ⅰ还包括限位螺钉(5),该限位螺钉(5)设置在连接螺钉(6)的自由端。5.如权利要求4所述的一种用于自动焊接轨道的夹紧装置,其特征在于:限位螺钉(5)限位螺钉的顶部开有圆孔,可以在不拆卸限位螺钉(5)的前提下对连接螺钉(6)进行操作。6.如权利要求5所述的一种用于自动焊接轨道的夹紧装置,其特征在于:y型支块(3)与待焊圆管待焊管件多点接触,减轻当待焊圆管存在圆柱度公差时压紧机构受力不均的现象。7.如权利要求6所述的一种用于自动焊接轨道的夹紧装置,其特征在于:y型支块(3)具有多个规格型号,以适用不同尺寸的待焊圆管。
技术总结
本新型属于夹紧装置,具体涉及一种用于自动焊接轨道的夹紧装置。一种用于自动焊接轨道的夹紧装置,其中,包括圆管行走轨道和部装Ⅰ,其中圆管行走轨道的弧度与待焊圆管弧度匹配,部装Ⅰ设置在圆管行走轨道与待焊圆管之间。本新型的显著效果是:本夹紧机构方便安装调整。独特的Y型支块内部采用弹簧结构方便在于调节螺栓顶至相应位置时Y型支块自动复位;Y型支块提供多点支撑,减少待焊圆管圆柱度偏差引起的支块受力不均现象,并且在与管道固定时自动补偿安装误差。偿安装误差。偿安装误差。
技术研发人员:王世培 刘金平 孙秋阳 冯英超 李竹渊 高晶 吴闯
受保护的技术使用者:中国核工业二三建设有限公司
技术研发日:2022.05.12
技术公布日:2022/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1