激光焊接气帘的制作方法
1.本实用新型涉及激光焊接设备技术领域,特别涉及激光焊接气帘。
背景技术:
2.激光焊接是以高功率聚焦激光束为热源,将激光束直接照射到材料表面,使材料表面发热并传递到材料内部,使材料熔融并连接,形成优良焊接接头的工艺过程。激光焊接可分为脉冲激光焊接和连续激光焊接,按其热力学机制又可分为激光热传导焊接和激光深熔焊接,或称激光深穿透焊接。
3.激光焊接技术由于其自身所具备的特点:能量集中、热影响区小、焊接残余应力小等特点在铝合金车身上应用越来越广泛。在激光焊接中,保护镜片是激光焊接系统中的一个关键部件,其作用是阻隔灰尘和焊接飞溅,避免激光焊接头里的光学元件被损坏。保护镜片需根据使用工况定期更换,而其价格较高,提高其使用寿命将会为企业节约可观的制造成本。
4.现有的激光焊接机在工作时释放大量的焊渣及烟尘,致使保护镜片容易被灼伤,降低了保护镜片使用寿命,且保护镜片被污染后,将会遮挡、反射或吸收激光束的能量,减弱了到达焊接零件表面的能量,造成零件无法被焊透,甚至无法形成焊缝。
技术实现要素:
5.本实用新型针对以上问题,提出激光焊接气帘,具有可以有效提高防焊渣溅射的几率,避免焊渣溅射损坏保护镜片,吹除飞溅效率高,延长保护镜片使用寿命的特点。
6.本实用新型是这样实现的,激光焊接气帘,包括安装框,所述安装框的底部左右两侧均固定连接有连接杆,两个所述连接杆之间设置有挡块,所述挡块的外壁固定连接有扩展盘,两个所述连接杆相对的一端分别与扩展盘的左右两侧固定连接;
7.所述安装框的外壁右侧安装有进气通道,所述安装框的内壁右侧安装有与进气通道连通的气帘喷嘴。
8.为了降低焊渣向上喷溅的几率,作为本实用新型的激光焊接气帘优选的,所述挡块的内部中心开设有锥形孔。
9.为了便于供激光穿过,便于进行焊接工作,作为本实用新型的激光焊接气帘优选的,所述锥形孔、挡块和扩展盘的中心轴线重合。
10.为了形成空气帘,作为本实用新型的激光焊接气帘优选的,所述气帘喷嘴为扁平状结构。
11.为了提高吹除飞溅的几率,作为本实用新型的激光焊接气帘优选的,两个所述连接杆均向下倾斜,所述挡块和扩展盘均位于安装框的正下方。
12.为了便于将设备安装于保护镜片下方,作为本实用新型的激光焊接气帘优选的,所述安装框的外壁左侧固定连接有安装柱,所述安装柱的外壁设置有安装螺栓。
13.与现有技术相比,本实用新型的有益效果是:
14.该设备在使用时通过安装柱和安装螺栓安装于激光焊接设备保护镜片的下方,安装框的底部左右两侧的连接杆用于固定扩展盘和挡块,挡块的内部中心开设有锥形孔,以供焊接激光穿过,同时锥形孔的上开口大于下开口,底部开口缩小可以有效提高防焊渣溅射的几率,避免焊渣溅射损坏保护镜片,通过设置扩展盘,以锥形孔外周缘进行延伸扩展,进一步提高遮挡面积,便于遮挡飞溅焊渣,同时安装框的内壁右侧安装有与进气通道连通的气帘喷嘴,气帘喷嘴为扁平状,可以喷出压缩空气形成扁平状的压缩空气帘,有效吹除飞溅,延长保护镜片使用寿命。
附图说明
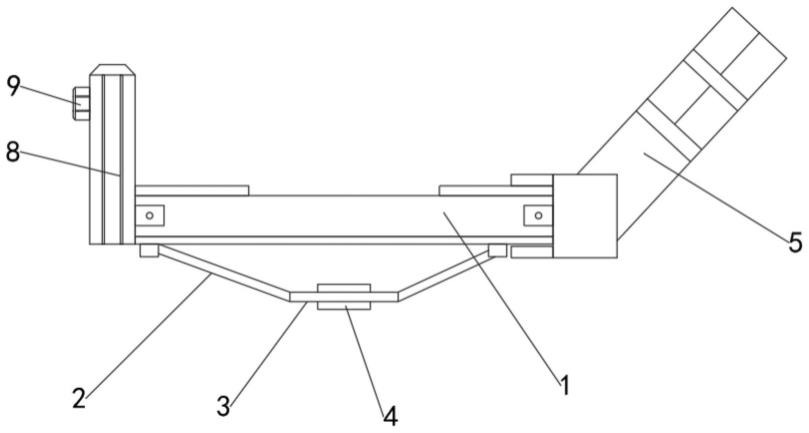
15.图1为本实用新型整体主视结构示意图;
16.图2为本实用新型整体俯视结构示意图;
17.图3为本实用新型挡块剖视结构图;
18.图中,1、安装框;2、连接杆;3、扩展盘;4、挡块;5、进气通道;6、气帘喷嘴;7、锥形孔;8、安装柱;9、安装螺栓。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
20.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
21.请参阅图1-3,激光焊接气帘,包括安装框1,安装框1的底部左右两侧均固定连接有连接杆2,两个连接杆2之间设置有挡块4,挡块4的外壁固定连接有扩展盘3,两个连接杆2相对的一端分别与扩展盘3的左右两侧固定连接;
22.安装框1的外壁右侧安装有进气通道5,安装框1的内壁右侧安装有与进气通道5连通的气帘喷嘴6。
23.本实施例中:该设备在使用时通过安装柱8和安装螺栓9安装于激光焊接设备保护镜片的下方,安装框1的底部左右两侧的连接杆2用于固定扩展盘3和挡块4,挡块4的内部中心开设有锥形孔7,以供焊接激光穿过,同时锥形孔7的上开口大于下开口,底部开口缩小可以有效提高防焊渣溅射的几率,避免焊渣溅射损坏保护镜片,通过设置扩展盘3,以锥形孔7外周缘进行延伸扩展,进一步提高遮挡面积,便于遮挡飞溅焊渣,同时安装框1的内壁右侧安装有与进气通道5连通的气帘喷嘴6,气帘喷嘴6为扁平状,可以喷出压缩空气形成扁平状的压缩空气帘,有效吹除飞溅,延长保护镜片使用寿命。
24.作为本实用新型的一种技术优化方案,挡块4的内部中心开设有锥形孔7。
25.本实施例中:挡块4的内部中心开设有锥形孔7,以供焊接激光穿过,同时锥形孔7
的上开口大于下开口,底部开口缩小可以有效提高防焊渣溅射的几率,避免焊渣溅射损坏保护镜片。
26.作为本实用新型的一种技术优化方案,锥形孔7、挡块4和扩展盘3的中心轴线重合。
27.本实施例中:锥形孔7、挡块4和扩展盘3的中心轴线重合,便于焊接激光穿过,使焊接工作正常进行。
28.作为本实用新型的一种技术优化方案,气帘喷嘴6为扁平状结构。
29.本实施例中:气帘喷嘴6为扁平状,可以喷出压缩空气形成扁平状的压缩空气帘,有效吹除飞溅,延长保护镜片使用寿命。
30.作为本实用新型的一种技术优化方案,两个连接杆2均向下倾斜,挡块4和扩展盘3均位于安装框1的正下方。
31.本实施例中:挡块4和扩展盘3均位于安装框1的正下方,从而使挡块4内侧的锥形孔7以及扩展盘3初步进行防飞溅的防护,上方再通过空气帘提高吹除飞溅的效率,大大提高保护效果。
32.作为本实用新型的一种技术优化方案,安装框1的外壁左侧固定连接有安装柱8,安装柱8的外壁设置有安装螺栓9。
33.本实施例中:在使用时通过安装柱8和安装螺栓9安装于激光焊接设备保护镜片的下方,安装方便。
34.本实用新型的工作原理及使用流程:该设备在使用时通过安装柱8和安装螺栓9安装于激光焊接设备保护镜片的下方,安装框1的底部左右两侧的连接杆2用于固定扩展盘3和挡块4,挡块4的内部中心开设有锥形孔7,以供焊接激光穿过,同时锥形孔7的上开口大于下开口,底部开口缩小可以有效提高防焊渣溅射的几率,避免焊渣溅射损坏保护镜片,通过设置扩展盘3,以锥形孔7外周缘进行延伸扩展,进一步提高遮挡面积,便于遮挡飞溅焊渣,同时安装框1的内壁右侧安装有与进气通道5连通的气帘喷嘴6,气帘喷嘴6为扁平状,可以喷出压缩空气形成扁平状的压缩空气帘,有效吹除飞溅,延长保护镜片使用寿命。
35.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1