一种锻压加工用切边装置的制作方法
1.本实用新型涉及锻压加工领域,特别是涉及一种锻压加工用切边装置。
背景技术:
2.锻压模具,是在工程和工厂加工中,将材料加工成零件的特殊工艺装备,称为锻压模具。锻压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的压力加工方法。目前市场上大量采用锻压的方式进行零件加工,在锻压的过程中,金属零件承受巨大的压力,零件的合模线处周边会产生明显溢出的飞边,带有飞边的零件不能够直接使用。传统的锻压零件产品飞边完全采用人工方式手挫或者使用打磨机打磨,耗费大量的人力物力,并且处理能力低下,生产效率不高,只能适用于小规模生产,难以应对大规模生产。
技术实现要素:
3.本实用新型的目的在于提供一种锻压加工用切边装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型采用如下技术方案:一种锻压加工用切边装置,包括上模板与下模板,所述上模板上端设有上固定板,所述上模板下方设有脱料板,所述上模板中部嵌设有贯穿脱料板的上模仁,所述上模板下表面与脱料板上表面之间设有缓冲机构,所述下模板下表面对称设有模脚座,所述下模板上表面设有下模仁,所述上模仁下表面设有裁切部,所述下模仁与下模板中部均开设有与裁切部轮廓相对应的跌落槽,所述上固定板上表面设有顶板,所述上固定板上表面凹设有第一凹槽,所述顶板下表面凹设有第二凹槽,所述第一凹槽与第二凹槽均环绕上模仁设置,所述第一凹槽与第二凹槽闭合构成进气通道,所述上固定板下表面环绕上模仁开设有若干第一气道,所述上模仁外周面均匀间隔开设有若干第二气道,所述第一气道上端均与第一凹槽连通,所述第一气道下端与第二气道一一对应连通,所述第一气道与第二气道均沿重力方向延伸,所述上模板厚度与脱料板厚度的和小于第二气道的长度。上模仁配合下模仁能够对放在下模仁上面的锻压零件进行自动切边,且在加工结束后对进气通道内吹出高压空气,持续较短的时间,通过进气通道及第一气道将高压空气输送至第二气道,合模时第二气道下端能够同时对下模仁四周进行吹气,可以将残留在下模仁上的切边的边料吹出,不会停留在下模仁甚至工件上。
5.进一步地,所述上固定板侧面设有第一管体,所述顶板侧面设有第二管体,所述第一管体与第二管体闭合构成出气管,所述出气管连接有压缩气源,所述第一凹槽与第一管体之间通过第一连接槽连通,所述第二凹槽与第二管体之间通过第二连接槽连通。上固定板与顶板组装在一起时,第一连接槽与第二连接槽共同构成的通道连接出气管与进气通道,第一管体与第二管体一一对应且闭合构成出气管。
6.进一步地,所述下模仁两端分别开设有第一镶槽和第二镶槽,所述第一镶槽和第二镶槽均连通跌落槽,所述第一镶槽内可拆卸设有第一镶件,所述第二镶槽内可拆卸设有
第二镶件,所述第一镶件上表面设有第一容纳槽,所述第二镶件上表面设有第二容纳槽,所述第二容纳槽中部凸设有间隔部,所述间隔部将第二容纳槽分隔成第一矩形槽与第二矩形槽。第一镶件上的第一容纳槽对工件一端进行支撑,第二镶件上的第一矩形槽与第二矩形槽对工件另一端进行支撑,第一镶件与第二镶件均采用螺钉安装固定在下模仁上,便于对第一镶件与第二镶件进行拆卸更换。
7.进一步地,所述上模板开设有供上模仁贯穿的第一活动腔,所述第一活动腔内壁环绕上模仁开设有若干第三纵向槽,所述脱料板开设有供上模仁贯穿的第二活动腔,所述第二活动腔内壁环绕上模仁开设有若干第四纵向槽,所述第三纵向槽与第四纵向槽一一对应且同轴设置,所述第二气道与第三纵向槽一一对应且同轴设置。合模时,位于上模板的各第三纵向槽与位于其正下方的各第四纵向槽构成一纵向延伸的半圆形凹槽,合模时,各第二气道与由第三纵向槽与第四纵向槽构成的各半圆形凹槽共同构成一纵向延伸的圆形通道。
8.进一步地,每一所述模脚座上表面两端均嵌设有导柱,所述下模板、下模仁、脱料板、上模板、上固定板与顶板均开设有与导柱间隙配合的导孔。导柱由下往上依次穿过下模板、下模仁、脱料板、上模板、上固定板与顶板,通过导柱对脱料板、上模板与上固定板的移动方向进行导向。
9.进一步地,所述缓冲机构包括若干缓冲弹簧,所述上模板下表面两端均凹设有上限位孔,所述脱料板上表面两端均凹设有下限位孔,所述缓冲弹簧两端分别套设于上限位孔与下限位孔内。缓冲弹簧下端抵顶位于脱料板上表面的下限位孔,缓冲弹簧上端抵顶位于上模板下表面的上限位孔,缓冲弹簧两端分别对上模板与脱料板施加弹力,通过缓冲弹簧进行缓冲减震,通过缓冲弹簧吸收冲击力。
10.进一步地,所述第一凹槽与第二凹槽水平截面均呈半圆形,所述第二气道、第三纵向槽与第四纵向槽的水平截面均呈半圆形,所述第一凹槽、第二凹槽、第二气道、第三纵向槽与第四纵向槽半径相等。合模时,位于上模板的各第三纵向槽与位于其正下方的各第四纵向槽构成一纵向延伸的半圆形凹槽,各第二气道与由第三纵向槽与第四纵向槽构成的半圆形凹槽共同构成一纵向延伸的圆形通道,位于上固定板上的各第一气道下端与位于其正下方的由第二气道、第三纵向槽与第四纵向槽构成的圆形通道共同构成出气通道,第二气道下端与第一镶件上的第一容纳槽及第二镶件上的第二容纳槽连通。
11.进一步地,每一所述出气管外侧均套设有外管套,所述外管套中部开设有与出气管相对应的插接孔,所述外管套为橡胶套,所述插接孔沿远离出气管的方向逐渐缩小,所述插接孔一端与出气管间隙配合,所述插接孔另一端与出气管过盈配合。外管套采用具有一定弹力的橡胶材质制成,只需将出气管套装在外管套的插接孔内即可完成组装,通过外管套自身弹性对第一管体与第二管体进行挤压,使第一管体与第二管体紧密接触构成出气管。
12.进一步地,所述外管套竖直截面的轮廓呈圆形,所述插接孔的轮廓与出气管竖直截面的轮廓均呈长方形。只需将出气管套装在外管套的插接孔内即可完成组装,插接孔的轮廓呈长方形,方便对出气管进行限位。
13.本实用新型的有益效果为:上模仁配合下模仁能够对放在下模仁上面的锻压零件进行自动切边,且在加工结束后对进气通道内吹出高压空气,通过进气通道及第一气道将
高压空气输送至第二气道,第二气道对下模仁四周进行吹气,可以将残留在下模仁上的切边的边料吹出,不会停留在下模仁甚至工件上。
附图说明
14.附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制。
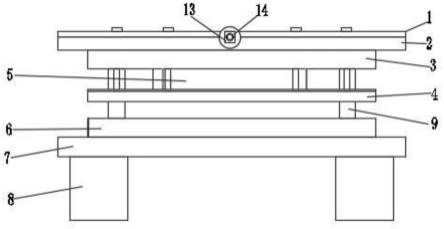
15.图1为本实用新型一实施例提供的锻压加工用切边装置的结构示意图;
16.图2为本实用新型一实施例提供的锻压加工用切边装置的剖视图;
17.图3为本实用新型一实施例提供的顶板的结构示意图;
18.图4为本实用新型一实施例提供的上固定板的结构示意图。
19.图中标记:顶板1、上固定板2、上模板3、脱料板4、下模仁5、下模板6、模脚座7、上模仁8、导柱9、缓冲机构10、第一镶件11、第二镶件12、第一管体13、第二管体14。
具体实施方式
20.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
21.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
22.实施例1
23.如图1-图4中所示,本实用新型一实施例提供的一种锻压加工用切边装置,包括上模板3与下模板6,所述上模板3上端设有上固定板2,所述上模板3下方设有脱料板4,所述上模板3中部嵌设有贯穿脱料板4的上模仁8,所述上模板3下表面与脱料板4上表面之间设有缓冲机构10,所述下模板6下表面对称设有模脚座7,所述下模板6上表面设有下模仁5,所述上模仁8下表面设有裁切部,所述下模仁5与下模板6中部均开设有与裁切部轮廓相对应的跌落槽,所述上固定板2上表面设有顶板1,所述上固定板2上表面凹设有第一凹槽,所述顶板1下表面凹设有第二凹槽,所述第一凹槽与第二凹槽均环绕上模仁8设置,所述第一凹槽与第二凹槽闭合构成进气通道,所述上固定板2下表面环绕上模仁8开设有若干第一气道,所述上模仁8外周面均匀间隔开设有若干第二气道,所述第一气道上端均与第一凹槽连通,所述第一气道下端与第二气道一一对应连通,所述第一气道与第二气道均沿重力方向延伸,所述上模板3厚度与脱料板4厚度的和小于第二气道的长度。上模仁8配合下模仁5能够对放在下模仁5上面的锻压零件进行自动切边,且在加工结束后对进气通道内吹出高压空气,持续较短的时间,通过进气通道及第一气道将高压空气输送至第二气道,合模时第二气道下端能够同时对下模仁5四周进行吹气,可以将残留在下模仁5上的切边的边料吹出,不会停留在下模仁5甚至工件上。
24.所述上固定板2侧面设有第一管体13,所述顶板1侧面设有第二管体14,所述第一管体13与第二管体14闭合构成出气管,所述出气管连接有压缩气源,所述第一凹槽与第一管体13之间通过第一连接槽连通,所述第二凹槽与第二管体14之间通过第二连接槽连通。上固定板2与顶板1组装在一起时,第一连接槽与第二连接槽共同构成的通道连接出气管与
进气通道,第一管体13与第二管体14一一对应且闭合构成出气管。
25.所述下模仁5两端分别开设有第一镶槽和第二镶槽,所述第一镶槽和第二镶槽均连通跌落槽,所述第一镶槽内可拆卸设有第一镶件11,所述第二镶槽内可拆卸设有第二镶件12,所述第一镶件11上表面设有第一容纳槽,所述第二镶件12上表面设有第二容纳槽,所述第二容纳槽中部凸设有间隔部,所述间隔部将第二容纳槽分隔成第一矩形槽与第二矩形槽。第一镶件11上的第一容纳槽对工件一端进行支撑,第二镶件12上的第一矩形槽与第二矩形槽对工件另一端进行支撑,第一镶件11与第二镶件12均采用螺钉安装固定在下模仁5上,便于对第一镶件11与第二镶件12进行拆卸更换。
26.所述上模板3开设有供上模仁8贯穿的第一活动腔,所述第一活动腔内壁环绕上模仁8开设有若干第三纵向槽,所述脱料板4开设有供上模仁8贯穿的第二活动腔,所述第二活动腔内壁环绕上模仁8开设有若干第四纵向槽,所述第三纵向槽与第四纵向槽一一对应且同轴设置,所述第二气道与第三纵向槽一一对应且同轴设置。合模时,位于上模板3的各第三纵向槽与位于其正下方的各第四纵向槽构成一纵向延伸的半圆形凹槽,合模时,各第二气道与由第三纵向槽与第四纵向槽构成的各半圆形凹槽共同构成一纵向延伸的圆形通道。
27.每一所述模脚座7上表面两端均嵌设有导柱9,所述下模板6、下模仁5、脱料板4、上模板3、上固定板2与顶板1均开设有与导柱9间隙配合的导孔。导柱9由下往上依次穿过下模板6、下模仁5、脱料板4、上模板3、上固定板2与顶板1,通过导柱9对脱料板4、上模板3与上固定板2的移动方向进行导向。
28.所述缓冲机构10包括若干缓冲弹簧,所述上模板3下表面两端均凹设有上限位孔,所述脱料板4上表面两端均凹设有下限位孔,所述缓冲弹簧两端分别套设于上限位孔与下限位孔内。缓冲弹簧下端抵顶位于脱料板4上表面的下限位孔,缓冲弹簧上端抵顶位于上模板3下表面的上限位孔,缓冲弹簧两端分别对上模板3与脱料板4施加弹力,通过缓冲弹簧进行缓冲减震,通过缓冲弹簧吸收冲击力。
29.所述第一凹槽与第二凹槽水平截面均呈半圆形,所述第二气道、第三纵向槽与第四纵向槽的水平截面均呈半圆形,所述第一凹槽、第二凹槽、第二气道、第三纵向槽与第四纵向槽半径相等。合模时,位于上模板3的各第三纵向槽与位于其正下方的各第四纵向槽构成一纵向延伸的半圆形凹槽,各第二气道与由第三纵向槽与第四纵向槽构成的半圆形凹槽共同构成一纵向延伸的圆形通道,位于上固定板2上的各第一气道下端与位于其正下方的由第二气道、第三纵向槽与第四纵向槽构成的圆形通道共同构成出气通道,第二气道下端与第一镶件11上的第一容纳槽及第二镶件12上的第二容纳槽连通。
30.每一所述出气管外侧均套设有外管套,所述外管套中部开设有与出气管相对应的插接孔,所述外管套为橡胶套,所述插接孔沿远离出气管的方向逐渐缩小,所述插接孔一端与出气管间隙配合,所述插接孔另一端与出气管过盈配合,所述外管套竖直截面的轮廓呈圆形,所述插接孔的轮廓与出气管竖直截面的轮廓均呈长方形。外管套采用具有一定弹力的橡胶材质制成,只需将出气管套装在外管套的插接孔内即可完成组装,通过外管套自身弹性对第一管体13与第二管体14进行挤压,使第一管体13与第二管体14紧密接触构成出气管。
31.实施例2
32.所述上固定板2侧面设有第一管体13,所述顶板1侧面设有第二管体14,所述第一
管体13与第二管体14闭合构成出气管,所述出气管连接有压缩气源,所述第一凹槽与第一管体13之间通过第一连接槽连通,所述第二凹槽与第二管体14之间通过第二连接槽连通。每一所述出气管外侧均套设有外管套,所述外管套中部开设有与出气管相对应的插接孔,所述外管套为橡胶套,所述插接孔沿远离出气管的方向逐渐缩小,所述插接孔一端与出气管间隙配合,所述插接孔另一端与出气管过盈配合,所述外管套竖直截面的轮廓呈圆形,所述插接孔的轮廓与出气管竖直截面的轮廓均呈圆形。只需将出气管套装在外管套的插接孔内即可完成组装,插接孔的轮廓呈长方形,方便对出气管进行限位。
33.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1