一种用于风力发电塔筒内槽成型加工的复合刀具的制作方法
一种用于风力发电塔筒内槽成型加工的复合刀具
1.技术领域:
2.本实用新型涉及一种用于风力发电塔筒内槽成型加工的复合刀具。
3.
背景技术:
4.风力发电机塔筒加工目前工况:铣加工槽总长633米,加工时间:527.5分/件,目前使用刀盘直径110mm,刀片数10片,进给f=1200mm/分,刀具寿命:91.7分/1个刀尖,切削长度116.4米,刀片制造成本,每刃角100元。目前刀具加工效率较低,使用成本高,刀片研磨时会产生不环保的废弃物。
5.
技术实现要素:
6.本实用新型是为了解决上述现有技术存在的问题而提供一种用于风力发电塔筒内槽成型加工的复合刀具。
7.本实用新型所采用的技术方案有:
8.一种用于风力发电塔筒内槽成型加工的复合刀具,包括,
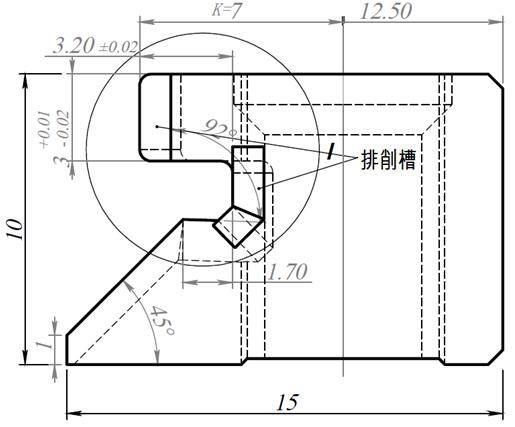
9.刀片,所述刀片的切削刃与后角成82度角;
10.刀盘,所述刀盘的直径为110mm,在刀盘上安装16个所述刀片。
11.进一步地,所述刀片上螺丝孔中心位置与切削刃切削位置距离为7mm。
12.本实用新型具有如下有益效果:
13.本实用新型提高刀具效率,刀具寿命与降底刀具制造成本,因成型刀片不需研磨,不会产生研磨的环保废弃物。
14.1)提高刀具效率:原设计刀盘,只能安装10片成型刀片,f=1200mm/分。
15.现设计刀盘,可安装16片成型刀片,f=1920mm/分。
16.以上比较,效率可提升60%。
17.2)提升刀具寿命:
18.一 .原设计刀片,切削刃与后角成60度角(刀片刚性不好)。现设计刀片,切削刃与后角成82度角(刀片刚性好)。
19.二.刀片与刀盘定位原设计刀片,螺丝孔中心位置与切削刃切削位置距离长(11mm)所以刚性不好,且产生震刀,刀片寿命不好,现设计刀片,螺丝孔中心位置与切削刃切削位置距离短(7mm),刚性好且不震刀,刀具寿命可延长(刚性决是刀具寿命)。以上二项都属于刚性差别,刚性决定刀具寿命,所以现设计刀具寿命,可有效提升。
20.3)降底成本,不产生废弃物。
21.原成型刀制做过程:合金烧结成正三角体,单价50元(重50公克),研磨三个成型角费用250元,凃层6元,单刃2元,单刃成本102元,现成型刀制做过程:合金烧结成型,凃层。以上比较,现成型工艺,不需硏磨工艺,少了研磨成型成本,也不产生研磨废弃物,合金烧结重量单片19公克(40元/片含凃层)。
22.附图说明:
23.图 1 为刀片的主视图。
24.图 2 为刀片的俯视图。
25.图 3 为刀片切削刃的放大图。
26.图 4 为16个刀片在刀盘上的安装结构图。
27.具体实施方式:
28.下面结合附图对本实用新型作进一步的说明。
29.如图1至图4,本实用新型一种用于风力发电塔筒内槽成型加工的复合刀具,包括刀片和刀盘,本实用新型刀具使用可以提高效率。原设计刀盘,只能安装10片成型刀片,f=1200mm/分。
30.本实用新型刀盘,可安装16片成型刀片,f=1920mm/分。
31.以上比较,效率可提升60%。
32.本实用新型刀具使用提升刀具寿命:
33.原设计刀片,切削刃与后角成60度角(刀片刚性不好)。本实用新型刀片,切削刃与后角成82度角(刀片刚性好)。
34.刀片与刀盘定位原设计刀片螺丝孔中心位置与切削刃切削位置距离长(11mm)所以刚性不好,且产生震刀,刀片寿命不好。
35.本实用新型刀片上螺丝孔中心位置与切削刃切削位置距离为7mm(图1中k=7mm),螺丝孔中心位置与切削刃切削位置距离短,刚性好且不震刀,刀具寿命可延长(刚性决是刀具寿命)。以上二项都属于刚性差别,刚性决定刀具寿命,所以现设计刀具寿命,可有效提升。
36.本实用新型的制造可降底成本,不产生废弃物。
37.原成型刀制做过程:合金烧结成正三角体,单价50元(重50公克),研磨三个成型角费用250元,凃层6元,单刃2元,单刃成本102元。
38.本实用新型成型刀制做过程:合金烧结成型,凃层。以上比较,现成型工艺,不需硏磨工艺,少了研磨成型成本,也不产生研磨废弃物,合金烧结重量单片19公克(40元/片含凃层)。
39.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下还可以作出若干改进,这些改进也应视为本实用新型的保护范围。
技术特征:
1.一种用于风力发电塔筒内槽成型加工的复合刀具,其特征在于:包括刀片,所述刀片的切削刃与后角成82度角;刀盘,所述刀盘的直径为110mm,在刀盘上安装16个所述刀片。2.如权利要求1所述用于风力发电塔筒内槽成型加工的复合刀具,其特征在于:所述刀片上螺丝孔中心位置与切削刃刃口位置距离为7mm。
技术总结
本实用新型公开了一种用于风力发电塔筒内槽成型加工的复合刀具,塔筒内槽成型精加工的复合刀具,刀片的切削刃与后角成82度夹角,螺丝定位孔与槽刀刃口位置近7mm,可提高刚性,刀盘的直径D110mm,在刀盘上可安装16个刀片(原D110mm刀盘设计只能装10片),本实用新型刀片,刀盘可提高刀具效率(原刀片可装10刃,现可装16刃),延长刀具寿命(刚性決定刀具寿命)与降底刀具制造成本(一体成型)。降底刀具制造成本(一体成型)。降底刀具制造成本(一体成型)。
技术研发人员:吴进修
受保护的技术使用者:苏州勤美达精密机械有限公司
技术研发日:2022.05.30
技术公布日:2023/2/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1