一种高效球头铣刀的制作方法
1.本实用新型涉及铣刀技术领域,具体涉及一种高效球头铣刀。
背景技术:
2.在加工航空航天以及汽车涡轮叶片等曲面工件时,通常使用球头铣刀进行加工。球头铣刀是刀刃类似球头的装配于铣床上用于铣削各种曲面、圆弧沟槽的刀具。现如今随着社会的发展,需求的提高,球头铣刀在加工时,效率普遍低下,极大地影响加工的效率。
3.上述问题是本领域亟需解决的问题。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种高效球头铣刀,从而能够提高加工的效率。
5.为了解决上述技术问题,本实用新型提供的方案是:一种高效球头铣刀,包括刀柄、刀刃和刀头,
6.所述刀刃的一端与所述刀柄的一端进行连接,所述刀刃的另一端设置有刀头;
7.所述刀头的切削面为半圆曲面,所述半圆曲面由若干弧面组成,所述半圆曲面的半径为7mm-9mm;
8.所述刀头和所述刀刃的连接处通过圆弧过渡连接;
9.所述刀刃表面上设置有锥桶r角和切出r角。
10.作为本实用新型的进一步改进,所述锥桶r角的半径为9mm-11mm,所述切出r角的半径为4mm-6mm。
11.作为本实用新型的进一步改进,所述刀刃的锥度为5
°‑7°
。
12.作为本实用新型的进一步改进,所述半圆曲面的半径为8mm。
13.作为本实用新型的进一步改进,所述刀柄、所述刀刃和所述刀头的总长为110mm-125mm。
14.作为本实用新型的进一步改进,所述刀柄、所述刀刃和所述刀头的表面均设置有涂层。
15.本实用新型的有益效果:
16.本实用新型结构合理、简单,操作便捷,在球头铣刀工作的过程中,由于刀头切削面半圆曲面的半径设置在7mm-9mm之间,使得在不影响理论残余高度的情况下,增加切削步距,从而可以获得优异高精度表面的特性,节省大量的抛光时间。同时半圆曲面是由若干曲面组成的,使得刀头的切削面获得一个完美的球形面,能够降低加工时的切削力。并且刀头和刀刃的连接处通过圆弧进行过渡连接,能够有效减少产品表面的切刀加工痕迹,提高产品的美观性。
附图说明
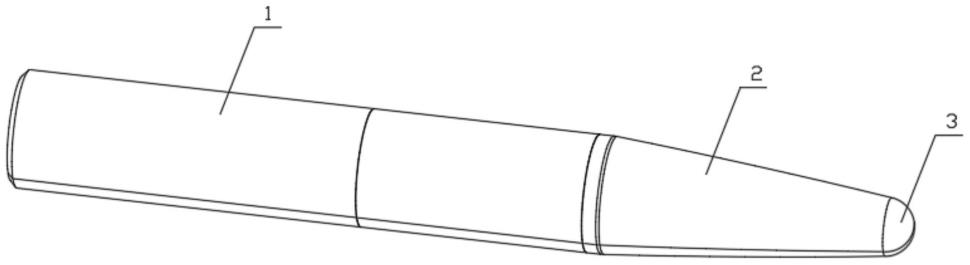
17.图1是本实用新型的结构示意图。
18.附图标记:1、刀柄;2、刀刃;3、刀头。
具体实施方式
19.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
20.参照图1所示,为本实用新型的一实施例,包括刀柄1、刀刃2和刀头3,在刀柄1的一端设置有刀刃2,刀刃2的一端设置有刀头3;刀头3和刀刃2的连接处通过圆弧过渡连接,刀头3的切削面为由若干圆弧面组成的半圆曲面,并将半圆曲面的半径设置在7mm-9mm之间,同时在刀刃1上间隔设置有锥桶r角和切出r角。
21.在球头铣刀工作的过程中,由于刀头3切削面半圆曲面的半径设置在7mm-9mm之间,使得在不影响理论残余高度的情况下,增加切削步距,从而可以获得优异高精度表面的特性,节省大量的抛光时间。同时半圆曲面是由若干曲面组成的,使得刀头3的切削面获得一个完美的球形面,能够降低加工时的切削力。并且刀头3和刀刃2的连接处通过圆弧进行过渡连接,能够有效减少产品表面的切刀加工痕迹,提高产品的美观性。
22.本实施例中,锥桶r角和切出r角能够对产品的侧面加工圆角,并且将锥桶r角的半径设置在9mm-11mm之间,将切出r角的半径设置在4mm-6mm之间。实际的使用中,通常将锥桶r角设置为10mm,将切出r角的半径设置为5mm,大半径能够允许更大的步距,进而能够实现对产品侧面圆角加工的速度。
23.本实施例中,刀刃2的锥度为5
°‑7°
,通常将刀刃2的锥度设置在6
°
,从而能够满足加工中的需求。
24.本实施例中,为了使得在不影响理论残余高度的情况下增加最多的切削步距,进而将半圆曲面的半径设置为8mm。
25.本实施例中,将刀柄1、刀刃2和刀头3的总长设置在110mm-125mm之间,通常选取120mm,通过将总长设置在一个较短的长度,从而能够提高工作时的稳定性以及降低工作时的振动,进而提高加工的精度。
26.本实施例中,利用气相沉积方法在刀柄1、刀刃2和刀头3表面涂覆一薄层耐磨性好的难熔金属或非金属化合物。涂层能够作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了基体的磨损。提高其表面的硬度、耐磨性、化学性能,切削时可比未涂层刀具寿命提高3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
27.实际工作时,刀头2的切削面由一个大曲率半径构成,正是由于这么大的曲率半径,使得在不影响理论残余高度的情况下增加切削步距成为可能,从而可以获得优异高精度表面的特性,可以节省大量的抛光时间。因此,能够提高加工的效率,节约大量的时间以及成本。
28.应当理解的是,当在本说明书中如使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
29.如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指
示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
32.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种高效球头铣刀,其特征在于,包括刀柄(1)、刀刃(2)和刀头(3),所述刀刃(2)的一端与所述刀柄(1)的一端进行连接,所述刀刃(2)的另一端设置有刀头(3);所述刀头(3)的切削面为半圆曲面,所述半圆曲面由若干弧面组成,所述半圆曲面的半径为7mm-9mm;所述刀头(3)和所述刀刃(2)的连接处通过圆弧过渡连接;所述刀刃(2)表面上设置有锥桶r角和切出r角。2.如权利要求1所述的一种高效球头铣刀,其特征在于,所述锥桶r角的半径为9mm-11mm,所述切出r角的半径为4mm-6mm。3.如权利要求1所述的一种高效球头铣刀,其特征在于,所述刀刃(2)的锥度为5
°‑7°
。4.如权利要求1所述的一种高效球头铣刀,其特征在于,所述半圆曲面的半径为8mm。5.如权利要求1所述的一种高效球头铣刀,其特征在于,所述刀柄(1)、所述刀刃(2)和所述刀头(3)的总长为110mm-125mm。6.如权利要求1所述的一种高效球头铣刀,其特征在于,所述刀柄(1)、所述刀刃(2)和所述刀头(3)的表面均设置有涂层。
技术总结
本实用新型涉及铣刀技术领域,具体涉及一种高效球头铣刀。包括刀柄、刀刃和刀头,刀刃的一端与所述刀柄的一端进行连接,刀刃的另一端设置有刀头;刀头的切削面为半圆曲面,半圆曲面由若干弧面组成,半圆曲面的半径为7mm-9mm;刀头和刀刃的连接处通过圆弧过渡连接;刀刃表面上设置有锥桶R角和切出R角。由于刀头切削面的半径设置在7mm-9mm之间,使得在不影响理论残余高度的情况下,增加切削步距,可以获得优异高精度表面的特性,节省大量的抛光时间。同时半圆曲面是由若干曲面组成的,使得刀头的切削面获得一个完美的球形面,能够降低加工时的切削力。并且刀头和刀刃的连接处通过圆弧进行过渡连接,能够有效减少产品表面的切刀加工痕迹,提高产品的美观性。提高产品的美观性。提高产品的美观性。
技术研发人员:费永新 圣建军 高秋君
受保护的技术使用者:无锡齐格致成精密机械制造有限公司
技术研发日:2022.05.31
技术公布日:2023/1/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1