一种锁紧装置用锁片装配工装的制作方法
1.本实用新型涉及机械加工领域,具体地说是一种锁紧装置用锁片装配工装。
背景技术:
2.锁紧装置广泛应用于伸缩杆的锁紧,锁紧装置包括锁片和c型锁紧套,c型锁紧套开口处两侧设有向外延伸的连接板,连接板中间设有通孔,锁片包括压板和六角螺栓,压板凸轮端中部设有凹槽,六角螺栓头部至于凹槽内,凹槽两侧的压板凸轮端经销轴与六角螺栓头部连接,六角螺栓杆部穿过c型锁紧套连接板的通孔与螺母连接,使用时通过转动压板扁平端贴合到c型锁紧套表面,压杆的凸轮端对c型锁紧套的外壁进行压紧,使锁紧装置的开口内缩实现锁紧功能。
3.组装生产这种锁片时,需要将销轴预安装进压板凸轮端的销孔内,再将压板凸轮端销孔和六角螺栓头部销孔对齐放置在冲压机构的基座上,最后通过冲压机构将销轴完全顶入销孔内,由于销孔对齐时为人工对齐,这样造成组装时,冲压机构会对人员造成误伤,并且产品质量得不到保障,组装效率低。
技术实现要素:
4.鉴于此,我们发明一种锁紧装置用锁片装配工装,可以提高生产效率和产品质量,降低生产时的安全隐患。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种锁紧装置用锁片装配工装,包括基座和冲压机构,冲压机构固定安装在基座一侧,冲压机构包括冲压驱动器和安装在冲压驱动器上的冲针,所述基座另一侧固定安装有装配固定座,装配固定座表面设有销轴定位槽、压板固定槽和六角螺栓固定座,销轴定位槽设在靠近冲压机构一侧,销轴定位槽两端设有冲针进口和销轴出口,冲针进口与冲针位置对应,销轴出口与压板固定槽连通,压板固定槽的槽底面与待组装压板扁平端、压板凸轮端表面配合,压板固定槽上与压板凸轮端表面配合的槽面中心固定有六角螺栓固定座,六角螺栓固定座上设有与六角螺栓头部配合的螺栓定位槽,螺栓定位槽两侧的六角螺栓固定座上设有与销轴定位槽同轴线的开口,所述销轴定位槽冲针进口处设有定位机构,冲针穿过定位机构进入销轴定位槽。生产时,只需要将相应组件放入对应的槽内,即可实现销孔和销轴的对齐,通过冲压机构冲压冲针实现锁片的组装,摆脱人工对齐的方式,从而有效的降低了人工操作的安全隐患,过程简便,有效的提高生产效率。
7.所述定位机构为定位块,定位块中间设有通孔,定位块通过通孔套在冲针上滑动连接,定位孔两端通过螺栓安装在装配固定座的端面上,定位块的通孔与销轴定位槽同轴线。通过将冲针上定位块安装在固定机构上,实现冲针与销轴定位槽之间的连通定位,避免冲针撞击到固定机构上造成工装的损坏。
8.所述螺栓定位槽内设有磁铁,磁铁内嵌安装在螺栓定位槽的槽底面上。磁铁可以对六角螺栓头部有效吸附,防止组装过程中六角螺栓由于冲击力弹起。
9.所述压板固定槽正对于销轴定位槽的槽壁上设有挡片,挡片可拆卸的安装在压板固定槽的槽壁上,所述挡片为硅胶材质。硅胶材质的挡片可以有效缓冲安装过程中销轴对连接耳固定槽侧壁的撞击,增加工装的使用寿命。
10.所述的压板固定槽上与压板扁平端配合的槽面为2个,沿销轴定位槽轴线方向在装配固定座上对称设置。双侧对称设置与压板扁平端配合的槽面,可以减少操作人员在放置压板时调换方向的时间,进一步提高生产效率。
11.所述销轴定位槽横截面为v型,v型槽底部是与销轴相配合的圆弧面,v型槽上部坡面与冲针进口、销轴出口之间设有挡壁。v型槽面设计可以一次性放置多个销轴,挡壁的存在,不会出现销轴在槽内高低不一的现象,进一步的提高生产效率。
12.所述冲压驱动器包括气缸,推动板和定位板,所述冲针固定安装在定位板上,定位板两侧设置直槽口,定位板通过螺栓穿过直槽口安装在推动板上,推动板通过活塞杆与气缸滑动连接。通过直槽口可以上下活动调节定位板,实现冲针在定位块上微调对齐。
13.本实用新型的有益效果为:
14.通过各槽位和定位块的设计,操作人员只需对组装件进行摆放即可快速的实现锁片的装配,有效的提高了生产效率,由于机械操作的准确性高,也提高了产品的质量,摆脱人工对齐的方式,从而有效的降低了人工操作的安全隐患。
附图说明
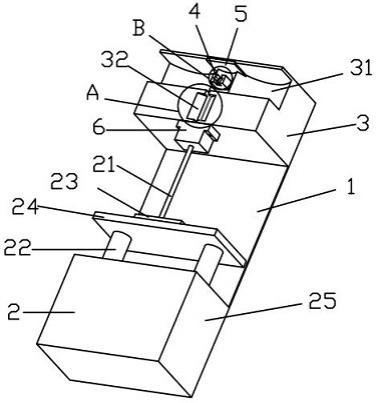
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的结构示意图
17.图3是图1中a的局部放大图;
18.图4是图1中b的局部放大图;
19.图5是图2中c的局部放大图;
20.图6是锁紧装置的结构示意图;
21.图7为压板的结构示意图;
22.图8是六角螺栓的结构示意图。
23.附图标记:1、基座;2、冲压驱动器;21、冲针;22、活塞杆;23、定位板;231、直槽口;24、推动板;25、气缸;3、装配固定座;31、压板固定槽;32、销轴定位槽;321、冲针进口;322、销轴出口;323、挡壁;4、六角螺栓固定座;41、螺栓定位槽;42、磁铁;5、挡片;6、定位块;7、压板;71、压板扁平端;72、压板凸轮端;8、六角螺栓;81、六角螺栓头部;82、销孔;9、c型锁紧套;91、连接板。
具体实施方式
24.为使本技术领域人员更好理解本实用新型中的技术方案,下面结合附图,对本实用新型中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的其他实施例,均应属于本实用新型保护范围。
25.如图1至图8所示,本实施例设计了一种锁紧装置用锁片装配工装,包括基座1和冲压机构,冲压机构固定安装在基座1一侧,冲压机构包括冲压驱动器2和安装在冲压驱动器
上的冲针21,所述基座另一侧固定安装有装配固定座3,装配固定座3表面设有销轴定位槽32、压板固定槽31和六角螺栓固定座4,销轴定位槽32设在靠近冲压机构一侧,销轴定位槽32两端设有冲针进口321和销轴出口322,冲针进口321与冲针21位置对应,销轴出口322与压板固定槽31连通,压板固定槽31的槽底面与待组装压板扁平端71、压板凸轮端72表面配合,压板固定槽31上与压板凸轮端72表面配合的槽面中心固定有六角螺栓固定座4,六角螺栓固定座4上设有与六角螺栓头部81配合的螺栓定位槽41,螺栓定位槽41两侧的六角螺栓固定座4上设有与销轴定位槽32同轴线的开口,所述销轴定位槽冲针进口处321设有定位机构,冲针21穿过定位机构进入销轴定位槽32。通过压板固定槽31与压板扁平端71、压板凸轮端72的配合,使得压板7卡合固定在装配固定座3上,螺栓定位槽41配合六角螺栓头部81固定六角螺栓8,只需要将相应组件放入对应的槽内,即可实现销孔和销轴的对齐,通过冲压驱动器2冲压冲针21实现锁片的组装,摆脱人工对齐的方式,从而有效的降低了人工操作的安全隐患,过程简便,有效的提高生产效率。
26.所述定向机构为定位块6,定位块6中间设有通孔,定位块6通过通孔套在冲针21上滑动连接,定位孔6两端通过螺栓安装在装配固定座3的端面上,定位块6的通孔与销轴定位槽32同轴线。通过将冲针21上定位块6安装在装配固定座3上,实现冲针21与销轴定位槽32之间的连通定位,避免冲针21撞击到装配固定座3上造成工装的损坏。
27.所述螺栓定位槽41内设有磁铁42,磁铁42内嵌安装在螺栓定位槽41的底面上。磁铁42可以对六角螺栓头部81有效吸附,防止组装过程中六角螺栓8由于冲击力弹起。
28.所述压板固定槽31正对于销轴定位槽32的槽壁上设有挡片5,挡片5可拆卸的安装在压板固定槽32的槽壁上,所述挡片5为硅胶材质。硅胶材质的挡片5可以有效缓冲安装过程中销轴对压板固定槽32侧壁的撞击,增加工装的使用寿命。
29.所述的压板固定槽31上与压板扁平端71配合的槽面为2个,沿销轴定位槽32轴线方向在装配固定座3上对称设置。双侧对称设置与压板扁平端71配合的槽面,可以减少操作人员在放置压板7时调换方向的时间,进一步提高生产效率。
30.所述销轴定位槽32横截面为v型,v型槽底部是与销轴相配合的圆弧面,v型槽上部坡面与冲针进口321、销轴出口322之间设有挡壁323。v型槽面设计可以一次性放置多个销轴,挡壁323的存在,不会出现销轴在槽内高低不一的现象,进一步的提高生产效率。
31.所述冲压驱动器2包括气缸25,推动板24和定位板23,所述冲针21固定安装在定位板23上,定位板23两侧设置直槽口231,定位板23通过螺栓穿过直槽口安装在推动板24上,推动板24通过活塞杆22与气缸25滑动连接。通过直槽口231可以上下活动调节定位板23,实现冲针21在定位块6上微调对齐。
32.实施本技术方案时,操作人员先将定位块6固定安装在装配固定座3上,通过定位板23上直槽口321对冲针21进行微调,使冲针21在定位块6的通孔内自由滑动,在销轴定位槽32的v型槽口处放置数根销轴,压板7和六角螺栓头部81放在装配固定座3的对应槽面上,六角螺栓头部81的销孔82朝向螺栓定位槽41两侧开口处,打开气缸25冲压,活塞杆22推动推动板24,进而带动冲针21将销轴推入销孔内,销轴定位槽32内的销轴在重力作用下下落,从而完成一个工作循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1