一种激光环形切边机的制作方法
一种激光环形切边机
【技术领域】
1.本实用新型涉及一种激光环形切边机。
背景技术:
2.传统的一些环形薄壁工件一般在成型后都会在周向边缘出现一些毛刺,如果不对其毛刺进行去除,则会影响产品的品质。传统一般采用的是人工磨砂轮的方式对其毛刺进行去除,其效率低,加工效果差,而且人工成本高。
技术实现要素:
3.本实用新型要解决的技术问题是提供加工效率高、加工效果好且人工成本低的一种激光环形切边机。
4.本实用新型的目的是这样实现的:
5.一种激光环形切边机,包括机座、将环形工件进行装夹的定位部、设于所述机座夹紧装置、旋转驱动组件和激光切边装置,所述夹紧装置将环形工件夹紧在述定位部上,所述旋转驱动组件用于驱动所述定位部转动,所述激光切边装置上设有用于对夹紧在所述定位部上的环形工件进行激光切边的激光切边头。
6.本实用新型采用上述结构,定位部将环形工件进行装夹,夹紧装置将环形工件夹紧在定位部上,激光切边头启动并对环形工件进行激光切边,此时旋转驱动组件带动定位部上的环形工件旋转一周,随即完成对环形工件的激光切边加工,并将其毛刺去除干净,其效率高,加工效果好,切割的产品更光滑,人工成本更低。
7.如上所述的一种激光环形切边机,所述激光切边装置包括固定座、可滑动地设于所述固定座上的滑动座以及设于所述固定座且用于驱动所述滑动座相对所述固定座上下滑动的升降驱动件,所述激光切边头设于所述滑动座上。升降驱动件可驱动滑动座上的激光切边头上下滑动,从而实现调节激光切边头的高度以适应不同的工件。
8.如上所述的一种激光环形切边机,所述定位部包括定位头、夹紧在所述定位头上且用于放置环形工件的下定位件以及设于所述夹紧装置的输出端上且用于将环形工件压紧在所述下定位件上的上定位件,从而保证环形工件的定位精度,还可以避免切边过程环形工件发生移位。
9.如上所述的一种激光环形切边机,所述下定位件上设有定位平面,所述定位平面上设有定位凹腔,所述下定位件的底部设有供所述定位头夹紧的中心定位柱。定位平面和定位凹腔与环形工件的底部形状相适配,从而进一步提高下定位件对环形工件的定位效果。
10.如上所述的一种激光环形切边机,所述上定位件的底部设有弧形定位凸面,定位凸面与环形工件顶部形状相适配,从而进一步提高上定位件对环形工件的定位效果。
11.如上所述的一种激光环形切边机,所述夹紧装置包括顶座、底座、设于所述顶座与所述底座之间的导柱、可活动地设于所述导柱上的联动板以及设于所述底座上且用于驱动
所述联动板相对所述导柱上下滑动的夹紧缸,所述上定位件设于所述联动板上。
12.如上所述的一种激光环形切边机,所述上定位件上设有与所述联动板螺纹连接的螺纹杆,从而可调节上定位件对环形工件的压紧力。
13.如上所述的一种激光环形切边机,所述旋转驱动组件包括电机和罩设于所述电机上的保护罩,所述电机的输出端穿过所述保护罩而与所述定位头固定连接。保护罩可有效对电机进行防护,有效防止废料进入电机并影响其寿命。
14.如上所述的一种激光环形切边机,所述机座在所述定位部的下方设有废料收集斗,所述废料收集斗上横跨有可供所述夹紧装置和所述旋转驱动组件连接的安装板。废料收集斗可方便将切边过程中形成的废料进行收集。
【附图说明】
15.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
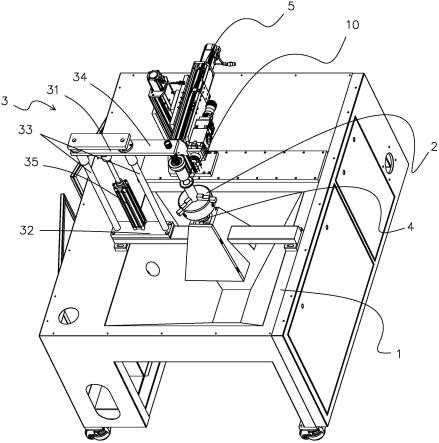
16.图1为本实用新型的结构示意图之一;
17.图2为本实用新型所述上定位件的结构示意图;
18.图3为本实用新型所述下定位件的结构示意图;
19.图4为本实用新型所述定位头的结构示意图;
20.图5为环形工件的顶部结构示意图;
21.图6为环形工件的底部结构示意图;
22.图7为本实用新型的结构示意图之二。
【具体实施方式】
23.一种激光环形切边机,包括机座1、将环形工件10进行装夹的定位部2、设于机座1夹紧装置3、旋转驱动组件4和激光切边装置5,夹紧装置3将环形工件10夹紧在定位部2上,旋转驱动组件4用于驱动定位部2转动,激光切边装置5上设有用于对夹紧在定位部2 上的环形工件10进行激光切边的激光切边头51。
24.为可实现调节激光切边头51的高度以适应不同的工件,激光切边装置5包括固定座52、可滑动地设于固定座52上的滑动座53以及设于固定座52且用于驱动滑动座53相对固定座52上下滑动的升降驱动件54(优选采用伺服电机),激光切边头51设于滑动座53 上。滑动座53上还设有可驱动激光切边头51前后进给的进给驱动电机531。
25.为保证环形工件10的定位精度以避免切边过程环形工件10发生移位,定位部2包括定位头21(优选采用三爪定心卡爪机构)、夹紧在定位头21上且用于放置环形工件10的下定位件22以及设于夹紧装置3的输出端上且用于将环形工件10压紧在下定位件22上的上定位件23。
26.为进一步提高下定位件22对环形工件10的定位效果,下定位件 22上设有定位平面221,定位平面221上设有定位凹腔222,下定位件22的底部设有供定位头21夹紧的中心定位柱223。环形工件10 的底部设有可卡入定位凹腔222的下凸表面101。
27.为进一步提高上定位件23对环形工件10的定位效果,上定位件 23的底部设有弧形定位凸面231。环形工件10的顶部设有可供弧形定位凸面231的上凹表面102。
28.优选的,夹紧装置3包括顶座31、底座32、设于顶座31与底座 32之间的导柱33(导
柱33优选有两根,从而保证联动板34的运动精度)、可活动地设于导柱33上的联动板34以及设于底座32上且用于驱动联动板34相对导柱33上下滑动的夹紧缸35(驱动气缸),上定位件23设于联动板34上。
29.为实现可调节上定位件23对环形工件10的压紧力,上定位件 23上设有与联动板34螺纹连接的螺纹杆232。
30.优选的,旋转驱动组件4包括电机41(优选采用分度伺服电机) 和罩设于电机41上的保护罩42,电机41的输出端穿过保护罩42而与定位头21固定连接。
31.为对切割过程中形成的废料进行收集,机座1在定位部2的下方设有废料收集斗101,废料收集斗101上横跨有可供夹紧装置3和旋转驱动组件4连接的安装板102。为方便将废料拉走,可在废料收集斗101的正下方(废料收集斗101的底部设有开口)设置集料车。
32.本实用新型使用时,先将下定位件22底部的中心定位柱223夹紧在定位头21,然后将环形工件10卡入下定位件22上,使其下凸表面101卡入定位凹腔222,然后夹紧装置3驱动上定位件23往下运动,使得弧形定位凸面231卡入环形工件10的上凹表面102,并将环形工件10夹紧在下定位件22上,随后激光切边头43启动工作,同时旋转驱动组件30带动环形工件10转动一周,随即完成对环形工件10激光切边加工,使其毛刺去掉。切边完成后激光切边头43停止工作,夹紧装置3驱动上定位件23往上运动,此时即可从下定位件22上将切边完成的环形工件10工件拿走。本实用新型非常适用于环状的薄壁工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1