一种上、下盖用焊接线的制作方法
本技术涉及一种焊接线,尤其涉及一种上、下盖用焊接线。
背景技术:
1、在一些组合件的生产过程中,需要将分开注塑的单元进行焊接整合,在此过程中需要人工的转运,需求的人力较高,劳动强度高,但是效率低下,因此,就必须研制出一种高效且自动化程度高的上、下盖用焊接线,经检索,未发现与本实用新型相同的技术方案。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种,解决上述现有技术问题中的一个或者多个。
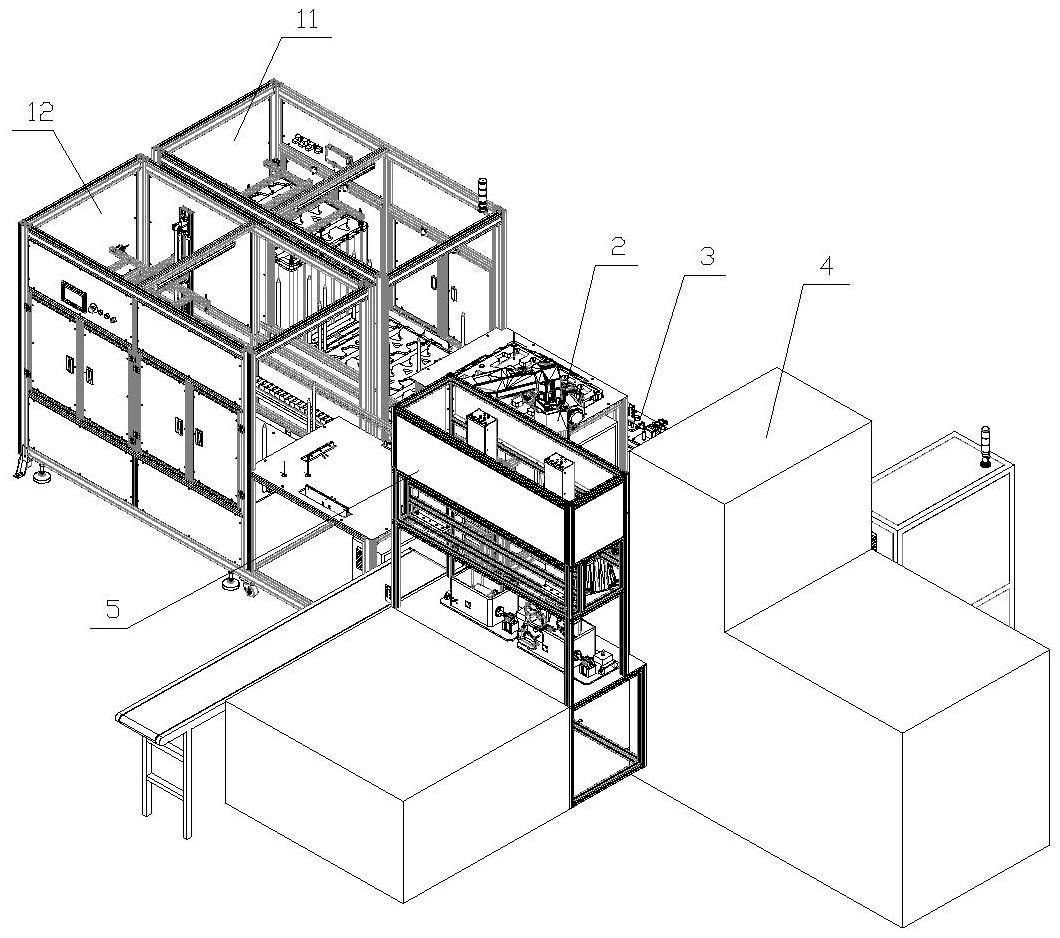
2、为解决上述技术问题,本实用新型采用的一个技术方案是:一种上、下盖用焊接线,包括输送部分、抓取部分、定位部分、焊接部分以及氦气检测部分,所述输送部分、定位部分、焊接部分以及氦气检测部分分布在抓取部分的周边;其创新点在于:所述输送部分包括并列设置的上盖输送组件和下盖输送组件,所述上盖输送组件包括第一机架和若干上盖载盘,所述第一机架上依次设有第一满盘工位、第一空盘工位以及第一待抓取工位,所述第一满盘工位、第一空盘工位和第一待抓取工位均可用于堆叠若干上盖载盘,所述上盖载盘上设有若干可供上盖放置的上盖放置槽,所述上盖输送组件还包括第一输送结构,所述第一输送结构包括第一输送轨道,所述第一输送轨道设置在第一机架的两侧,所述第一输送轨道上设有可沿第一输送轨道来回移动的第一输送架,所述第一输送架的顶部可依次经过第一满盘工位、第一空盘工位以及第一待抓取工位的正上方,所述第一输送架上设有第一升降轨道,所述第一升降轨道上设有可在第一升降轨道上上下移动的第一吸盘架,所述第一吸盘架上设有若干个垂直向下设置的第一真空吸盘;
3、所述下盖输送组件包括第二机架和若干下盖载盘,所述第二机架上依次设有第二满盘工位、第二空盘工位以及第二待抓取工位,所述第二满盘工位、第二空盘工位和第二待抓取工位均可用于堆叠若干下盖载盘,所述下盖载盘上设有若干可供下盖放置的下盖放置槽,所述下盖输送组件还包括第二输送结构,所述第二输送结构包括第二输送轨道,所述第二输送轨道设置在第二机架的两侧,所述第二输送轨道上设有可沿第二输送轨道来回移动的第二输送架,所述第二输送架的顶部可依次经过第二满盘工位、第二空盘工位以及第二待抓取工位的正上方,所述第二输送架上设有第二升降轨道,所述第二升降轨道上设有可在第二升降轨道上上下移动的第二吸盘架,所述第二吸盘架上设有若干个垂直向下设置的第二真空吸盘;
4、所述抓取部分包括抓取机器人以及设置在抓取机器人上的抓取治具,所述抓取治具包括抓取板,所述抓取板的一端设有与抓取机器人对接的对接件,所述抓取板的另一端的两侧分别设有上盖抓取组件和下盖抓取组件,所述上盖抓取组件包括上盖抓板以及垂直设置在上盖抓板上的若干上盖抓取吸盘,所述下盖抓取组件包括下盖抓板以及垂直设置在下盖抓板上的若干个下盖抓取吸盘,所述下盖抓板和上盖抓板的高度错开设置,所述抓取板的中部位于下盖抓板的同侧设有第一组合抓手,所述抓取板的中部位于上盖抓板的同侧设有第二组合抓手;
5、所述定位部分包括定位机架以及安装在定位机架上的上盖定位单元和下盖定位单元,所述上盖定位单元包括上盖定位槽以及设置在上盖定位槽一侧的上盖定位推缸,所述下盖定位单元包括下盖定位槽以及设置在下盖定位槽一侧的下盖定位推缸,所述上盖定位推缸和下盖定位推缸位于同侧。
6、进一步的,上盖定位槽内设有若干上盖定位柱。
7、进一步的,下盖定位槽内设有若干下盖定位柱。
8、本实用新型的有益效果是:本技术方案首先人工将满载的上盖载盘和下盖载盘分别堆叠在第一满盘工位和第二满盘工位,第一输送结构通过第一真空吸盘将满载的上盖载盘吸住并转送至第一待抓取工位,第二输送结构通过第二真空吸盘将满载的下盖载盘吸住并转送至第二待抓取工位,抓取部分的抓取机器人通过抓取治具分别将上盖和下盖取出,放置在定位部分上的上盖定位单元和下盖定位单元对上盖和下盖进行位置校准,在通过抓取机器人将上盖盖在下盖上,并通过第一组合抓手将上盖和下盖一起送至焊接部分进行焊接固定,焊接完成后在通过第二组合抓手焊接完成的上盖和下盖取出送至氦气检测部分进行检测,完成后抓取送至归置处,如此反复,当上盖载盘和下盖载盘内上盖和下盖抓取完后,通过第一输送结构通过第一真空吸盘将空载的上盖载盘吸住并转送至第一空盘工位和第二空盘工位;本技术方案自动化程度高,人工劳动强度低,工作效率高。
技术特征:
1.一种上、下盖用焊接线,包括输送部分、抓取部分(2)、定位部分(3)、焊接部分(4)以及氦气检测部分(5),所述输送部分、定位部分(3)、焊接部分(4)以及氦气检测部分(5)分布在抓取部分(2)的周边;其特征在于:所述输送部分包括并列设置的上盖输送组件(11)和下盖输送组件(12),所述上盖输送组件(11)包括第一机架(1101)和若干上盖载盘(1105),所述第一机架(1101)上依次设有第一满盘工位(1102)、第一空盘工位(1103)以及第一待抓取工位(1104),所述第一满盘工位(1102)、第一空盘工位(1103)和第一待抓取工位(1104)均可用于堆叠若干上盖载盘(1105),所述上盖载盘(1105)上设有若干可供上盖放置的上盖放置槽,所述上盖输送组件(11)还包括第一输送结构,所述第一输送结构包括第一输送轨道(1106),所述第一输送轨道(1106)设置在第一机架(1101)的两侧,所述第一输送轨道(1106)上设有可沿第一输送轨道(1106)来回移动的第一输送架,所述第一输送架的顶部可依次经过第一满盘工位(1102)、第一空盘工位(1103)以及第一待抓取工位(1104)的正上方,所述第一输送架上设有第一升降轨道(1107),所述第一升降轨道(1107)上设有可在第一升降轨道(1107)上上下移动的第一吸盘架(1108),所述第一吸盘架(1108)上设有若干个垂直向下设置的第一真空吸盘(1109);
2.根据权利要求1 所述的一种上、下盖用焊接线,其特征在于:所述上盖定位槽(3101)内设有若干上盖定位柱(3103)。
3.根据权利要求1 所述的一种上、下盖用焊接线,其特征在于:所述下盖定位槽(3201)内设有若干下盖定位柱(3203)。
技术总结
本技术公开一种上、下盖用焊接线,包括输送部分、抓取部分、定位部分、焊接部分以及氦气检测部分,输送部分、定位部分、焊接部分以及氦气检测部分分布在抓取部分的周边;输送部分包括并列设置的上盖输送组件和下盖输送组件,上盖输送组件包括第一机架和若干上盖载盘,第一机架上依次设有第一满盘工位、第一空盘工位以及第一待抓取工位,第一满盘工位、第一空盘工位和第一待抓取工位均可用于堆叠若干上盖载盘。本技术的有益效果是:本技术方案自动化程度高,人工劳动强度低,工作效率高。
技术研发人员:沈阿军,许崇武
受保护的技术使用者:昆山永自达自动化设备有限公司
技术研发日:20220627
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!