一种大吨位举升机适配器焊接工装的制作方法
1.本申请涉及焊接工装技术领域,尤其是涉及一种大吨位举升机适配器焊接工装。
背景技术:
2.从20世纪90年代以来,举升机慢慢开始普及,尤其在汽车维修方面,举升机被大量应用,随着汽车保有量的增加,举升机的需求量也越来越大,适配器作为举升机的重要组件,生产量也越来越大,而举升机用适配器需要焊接工艺将各个组件点焊在一起,焊接工装是一套柔性焊接固定、压紧、定位的夹具,主要适用于大、中、小工件的焊接。
3.参照图1,举升机适配器包括l形板、倾斜件、u形板和顶板,l形板上部连接倾斜件,l形板水平部上壁与倾斜件竖直部端部连接,l形板竖直部侧壁与倾斜件倾斜部端部连接,倾斜件倾斜部外侧侧壁连接u形件端部,u形件上部设有多个矩形凸块,u形件侧壁设有第二通孔,u形件上部连接顶板。
4.针对上述中的相关技术,发明人认为u形板需要焊接在倾斜件外壁的中部位置,对焊接精准度的要求比较高,而现在的焊接工装中没有与举升机适配的焊接工装,在相近的焊接工装上焊接适配器工件,由于适配度不高,所以在焊接的时候工件定位不准,会导致对工件点焊时工件移位,产生偏差。
技术实现要素:
5.为了提高焊接精准度的问题,本申请提供一种大吨位举升机适配器焊接工装。
6.本申请提供的一种大吨位举升机适配器焊接工装采用如下的技术方案:
7.一种大吨位举升机适配器焊接工装,包括工作台、第一定位架和第二定位架,所述工作台上部连接所述第一定位架和所述第二定位架,设置所述第一定位架用于放置l形板,设置所述第二定位架用于放置u形件。
8.通过采用上述技术方案,工作台上部设置第一定位架为了放置l形板,对其进行限位,第二定位架内部放置u形件,可对u形件进行限位。
9.可选的,所述工作台上部还连接定位柱。
10.通过采用上述技术方案,定位柱的设置可进一步对u形件进行限位。
11.可选的,所述定位柱侧壁上部设有第一通孔,所述第一通孔内部穿设螺栓,所述螺栓端部连接螺母。
12.通过采用上述技术方案,所述定位柱上设有第一通孔,螺栓可穿过第一通孔和u形件,旋紧螺母,可对u形件进行夹紧。
13.可选的,所述第二定位架截面为u形。
14.通过采用上述技术方案,第二定位架设置为u形,可对u形件宽度方向进行限位。
15.可选的,所述第二定位架竖直部侧壁上端设有倒角。
16.通过采用上述技术方案,第二定位架上部设有倒角,可使u形件方便放入第二定位架内部。
17.可选的,所述工作台上部还设有定位件。
18.通过采用上述技术方案,定位件的设置可对倾斜件进行限位。
19.可选的,所述工作台上部还设有连接块,所述连接块侧壁连接气缸。
20.通过采用上述技术方案,气缸可对l形板起到定位作用。
21.可选的,所述工作台上部设有夹钳。
22.通过采用上述技术方案,设置夹钳,可夹紧顶板。
23.综上所述,本申请包括以下至少一种有益技术效果:
24.1.第一定位架内部放置l形板,对l形板进行限位,再将倾斜件放置在l形件上部,设置第二定位架,内部放置u形件,对u形件进行限位,u形件和l形板定位好后,对倾斜件也能起到定位作用;
25.2.定位柱设有第一通孔,第一通孔与第二通孔位置一一对应,第一通孔内部穿设螺栓,螺栓端部连接螺母,旋紧螺母,可对u形件进一步限位;
26.3.设有定位件和气缸,气缸可对l形件位置定位,定位件可使放置倾斜件的时候,对倾斜件进行限位。
附图说明
27.图1是一种大吨位举升机适配器的示意图。
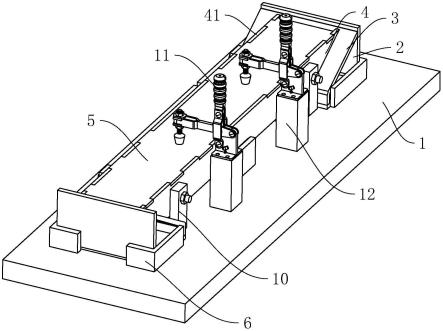
28.图2是一种大吨位举升机适配器焊接工装的整体示意图。
29.图3是一种大吨位举升机适配器焊接工装主要结构的示意图。
30.附图标记说明:1、工作台;2、l形板;3、倾斜件;4、u形件;41、凸块;42、第二通孔;5、顶板;6、第一定位架;7、定位件;8、气缸;9、连接块;10、定位柱;101、第一通孔;102、螺栓;103、螺母;11、夹钳;12、固定块;13、第二定位架。
具体实施方式
31.以下结合全部附图对本申请作进一步详细说明。
32.本申请实施例公开一种大吨位举升机适配器焊接工装。参照图1,一种大吨位举升机适配器包括l形板2、倾斜件3、u形件4和顶板5,l形板2上部连接倾斜件3,l形板2水平部上壁与倾斜件3竖直部端部垂直连接,l形板2竖直部侧壁与倾斜件3倾斜部端部连接,倾斜件3倾斜部外侧侧壁连接u形件4,u形件4两端倾斜设置,u形件4两端与倾斜件3倾斜部外壁中部连接,u形件4竖直部上部设有多个矩形凸块41,u形件4竖直部侧壁设有第二通孔42,u形件4上部连接顶板5,顶板5两端可伸入u形件4上部凸块41之间形成的空隙内。
33.参照图2和图3,一种大吨位举升机适配器焊接工装包括工作台1、第一定位架6和定位柱10,工作台1上壁垂直固接四个第一定位架6,第一定位架6为l形,第一定位架6截面平行于工作台1设置,第一定位架6与l形板2竖直部外壁、l形板2的长度方向的端部抵接,工作台1上壁垂直连接四个定位柱10,四个定位柱10的位置为矩形的四个端点,定位柱10设置在两侧的l形板2之间,定位柱10与u形件4外侧侧壁抵接,定位柱10侧壁上端设有第一通孔101,第一通孔101和第二通孔42位置平行,第一通孔101内穿设螺栓102,螺栓102穿过第二通孔42,在螺栓102另一端旋紧螺母103,可对u形件4定位;工作台1上壁还垂直连接第二定位架13,第二定位架13为u形,第二定位架13设置在两侧定位柱10之间,第二定位架13设置
在工作台1中心的位置,第二定位架13内部放置u形件4,可对u形件4起到支撑的作用,第二定位架13上部开口长度与u形件4宽度相同,第二定位架13垂直u形件4,第二定位架13两个竖直部靠近水平部一侧侧壁上端都设有倒角,方便u形件4放入第二定位架13内部;工作台1上壁沿宽度方向设置的两个定位柱10之间垂直设有定位件7,定位件7与倾斜件3竖直部远离l形板2一侧侧壁抵接,工作台1上壁还垂直固接连接块9,连接块9侧壁垂直连接气缸8,气缸8伸出状态下,活塞端伸出,与l形件竖直部靠近倾斜件3一侧侧壁抵接,为了将l形件夹紧,将l形件夹紧后气缸8活塞端缩回,再将倾斜件3放置在l形件上部;工作台1上壁垂直连接固定块12,固定块12上端固接夹钳11,夹钳11向下运动,可压紧顶板5。
34.本申请实施例一种大吨位举升机适配器焊接工装的实施原理为:将l形板2放置在第一定位架6内部,气缸8伸出,对l形件位置定位,气缸8缩回后再将倾斜件3放置在l形板2上部,使倾斜件3竖直部外侧侧壁与定位件7抵接,再将u形件4放置在第二定位架13内部,使其两端与倾斜件3倾斜部外壁抵接,再将顶板5放置在u形板上部,夹紧夹钳11,使顶板5夹紧。
35.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
技术特征:
1.一种大吨位举升机适配器焊接工装,其特征在于:包括工作台(1)、第一定位架(6)和第二定位架(13),所述工作台(1)上部连接所述第一定位架(6)和所述第二定位架(13),设置所述第一定位架(6)用于放置l形板(2),设置所述第二定位架(13)用于放置u形件(4)。2.根据权利要求1所述的一种大吨位举升机适配器焊接工装,其特征在于:所述工作台(1)上部还连接定位柱(10)。3.根据权利要求2所述的一种大吨位举升机适配器焊接工装,其特征在于:所述定位柱(10)侧壁上部设有第一通孔(101),所述第一通孔(101)内部穿设螺栓(102),所述螺栓(102)端部连接螺母(103)。4.根据权利要求1所述的一种大吨位举升机适配器焊接工装,其特征在于:所述第二定位架(13)截面为u形。5.根据权利要求4所述的一种大吨位举升机适配器焊接工装,其特征在于:所述第二定位架(13)竖直部侧壁上端设有倒角。6.根据权利要求1-5中任一项所述的一种大吨位举升机适配器焊接工装,其特征在于:所述工作台(1)上部还设有定位件(7)。7.根据权利要求6所述的一种大吨位举升机适配器焊接工装,其特征在于:所述工作台(1)上部还设有连接块(9),所述连接块(9)侧壁连接气缸(8)。8.根据权利要求1所述的一种大吨位举升机适配器焊接工装,其特征在于:所述工作台(1)上部设有夹钳(11)。
技术总结
本申请涉及焊接工装技术领域,尤其是涉及一种大吨位举升机适配器焊接工装。本申请包括工作台、第一定位架和第二定位架,所述工作台上部连接所述第一定位架和所述第二定位架,设置所述第一定位架用于放置L形板,设置所述第二定位架用于放置U形件。本申请第一定位架内部放置L形板,对L形板进行限位,再将倾斜件放置在L形件上部,设置第二定位架,内部放置U形件,对U形件进行限位,U形件和L形板定位好后,对倾斜件也能起到定位作用。对倾斜件也能起到定位作用。对倾斜件也能起到定位作用。
技术研发人员:周文瑞 宫成岩 车万春 宫兆军 崔界峰 乔立志 于洋
受保护的技术使用者:青岛欧轩机械有限公司
技术研发日:2022.06.27
技术公布日:2022/9/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1