一种防止外观件擦伤的反拉成型机构的制作方法
1.本实用新型涉及冲压模具设计制造技术领域,尤其涉及一种防止外观件擦伤的反拉成型机构。
背景技术:
2.燃气灶、油烟机等物件的外部大多为金属壳体,该金属壳体一般是由金属板件经冲压等工序制成,而此类金属板件作为外观件,对成型后的金属板件的外表面的光滑度、和光泽度具有一定的要求。目前用于金属板件成型的冲压模具大都通过固定的上、下成型块来将金属板件成型成所需形状的壳体,成型时上下模具挤压摩擦金属板件的外表面,非常容易在金属板件的外表面留下刮痕,该刮痕虽不会对产品的质量产生影响,但是却影响其外观,影响销售。
技术实现要素:
3.本实用新型提供一种防止外观件擦伤的反拉成型机构,以解决现有技术中外观板件生产易产生刮痕等技术问题。
4.为解决上述技术问题,本实用新型提供的技术方案为:
5.本实用新型涉及一种防止外观件擦伤的反拉成型机构,其包括上模和下模,上模包括上模座,上模座下方安装有上夹板,上夹板下方安装有上脱板,上脱板的侧部的安装有上成型块,上成型块的侧部安装有上插刀,上插刀下部设有第一斜面,所述的下模包括下模座,下模座上方安装有下垫板,下垫板上方滑动安装有下滑板,下滑板上固定安装有下成型块和下插刀,下插刀上部设有第二斜面,第二斜面与第一斜面上下对应,上成型块与下成型块位置上下对应,下滑板上设有使下滑板回复初始位置的复位机构。
6.优选地,所述的复位机构包括弹簧和复位座,复位座固定安装在下模座上,弹簧一端与复位座连接,弹簧另一端与下滑板连接。使每一次冲压后下滑块通过弹簧回复到初始位置。
7.优选地,下滑板滑动方向的两侧分别设有导向块,导向块上安装有压板,压板和下垫板螺栓连接紧压固定导向块,下滑板滑动安装在两块导向块之间。避免下滑块滑动时的侧向移动,提高本实用新型整体的稳定性。
8.优选地,下垫板上固定安装有限位块,限位块位于下滑板远离复位座的一侧。本实用新型中上、下模未闭合时下滑块受到弹簧的推力与限位块接触,此时上插刀上的第一斜面与下插刀的第二斜面位置上下对应,使本实用新型可免调试持续工作。
9.优选地,上插刀第一斜面的侧部还设有第三斜面,第三斜面高于第一斜面,第一斜面与第三斜面之间通过第一竖面衔接;下插刀第二斜面的侧部设有第四斜面,第四斜面低于第二斜面,第四斜面与第二斜面通过第二竖面衔接,为工件提供稳定的成型过程。
10.优选地,第一斜面、第二斜面、第三斜面和第四斜面中两两之间互相平行。
11.优选地,上脱板侧面与上成型块侧面接触,上插刀侧面与上成型块侧面接触,使结
构紧凑,进一步提高稳定性。
12.优选地,下成型块靠近上成型块的侧面设有容纳槽,用以容纳金属板件上已翻折过的结构。
13.优选地,所述的下滑块、上成型块、下成型块、上插刀和下插刀均设置两组,且对称布置在上模座的两侧,便于同时对工件的两侧成型。
14.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
15.1、本实用新型所涉及的防止外观件擦伤的反拉成型机构工作时,其中工件的上表面为外表面,下表面为内表面,本实用新型由上模驱动下成型块向上成型块移动来成型工件,上成型块与工件的外表面之间仅会产生较小的相对运动,从而在弯折成型时并不会在工件的外表面上留下刮痕,解决了常规成型块成型滑动时易刮伤产品的缺陷,提高了产品的外观品质。
16.2、本实用新型中各零部件结构紧凑,增加了模具的强度和结构稳定性。
17.3、本实用新型通过设有复位机构使下模每次加工后都会自动回复到初始位置,节省了模具调试的时间,提高了产品的生产效率。
附图说明
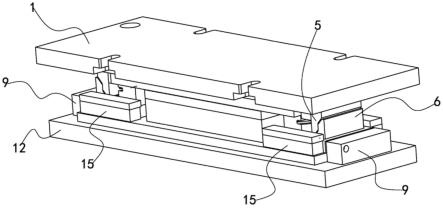
18.图1是本实用新型所涉及的防止外观件擦伤的反拉成型机构的立体图;
19.图2是本实用新型所涉及的防止外观件擦伤的反拉成型机构的主视图;
20.图3是本实用新型所涉及的防止外观件擦伤的反拉成型机构的剖视图;
21.图4是本实用新型下模的立体图;
22.图5是本实用新型开模状态下的剖视图;
23.图6是图5中a处的局部放大图。
24.图示说明:1、上模座,2、上夹板,3、上脱板,4、上成型块,5、上插刀,51、第一斜面,52、第三斜面,53、第一竖面,6、下插刀,61、第二斜面,62、第四斜面,63、第二竖面,7、下滑板,8、下成型块,81、容纳槽,9、复位座,10、弹簧,11、下垫板,12、下模座,13、限位块,14、压板,15、导向块。
具体实施方式
25.为进一步了解本实用新型的内容,结合实施例对本实用新型作详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
26.请参阅图1~6,本实用新型涉及一种防止外观件擦伤的反拉成型机构,其包括上模和下模,上模包括上模座1,上模座1下方安装有上夹板2,上夹板2下方安装有上脱板3,上脱板3的侧部的安装有上成型块4,上成型块4的侧部安装有上插刀5,上插刀5下部设有第一斜面51,所述的下模包括下模座12,下模座12上方安装有下垫板11,下垫板11上方滑动安装有下滑板7,下滑板7上固定安装有下成型块8和下插刀6,下插刀6上部设有第二斜面61,第二斜面61与第一斜面51上下对应,上成型块4与下成型块8位置上下对应,下滑板7上设有使下滑板回复初始位置的复位机构。本实施例的复位机构包括弹簧10和复位座9,复位座9固定安装在下模座12上,弹簧10一端与复位座9连接,弹簧10另一端与下滑板7连接,使每一次冲压后下滑块通过弹簧回复到初始位置。本实施例中的下滑块、上成型块、下成型块、上插
刀和下插刀设置两组,且对称布置在上模座的两侧,便于同时对工件的两侧成型。
27.请参阅图1、4,下滑板7滑动方向的两侧分别设有导向块15,导向块15上安装有压板14,压板14和下垫板11螺栓连接紧压固定导向块15,下滑板7滑动安装在两块导向块15之间。避免下滑块7滑动时的侧向移动,提高本实用新型整体的稳定性。下垫板11上固定安装有限位块13,限位块13位于下滑板7远离复位座9的一侧。请参阅图5~6,本实用新型中上、下模未闭合时下滑块7受到弹簧10的推力与限位块13接触,此时上插刀5上的第一斜面51与下插刀6的第二斜面61位置上下对应。上插刀5第一斜面51的侧部还设有第三斜面52,第三斜面52高于第一斜面51,第一斜面51与第三斜面52之间通过第一竖面53衔接;下插刀6第二斜面61的侧部设有第四斜面62,第四斜面62低于第二斜面61,第四斜面62与第二斜面61通过第二竖面63衔接,为工件提供稳定的成型过程。第一斜面51、第二斜面61、第三斜面52和第四斜面62中两两之间互相平行。上脱板3侧面与上成型块4侧面接触,上插刀5侧面与上成型块4侧面接触,使结构紧凑,进一步提高稳定性。下成型块8靠近上成型块4的侧面设有容纳槽81,用以容纳金属板件上已翻折过的结构。
28.本实用新型在工作时,上模向下模运动,上插刀5的第一斜面51与下插刀6的第二斜面61接触,驱使下滑板7带动下滑块8向上滑块4方向移动,下滑块8从工件的内表面侧向挤压工件,然后上插刀5的第一竖面53与下插刀6的第二竖面63贴合,下滑板7停止运动,下成型块8与上成型块4配合完成工件的成型。通过这种反拉下成型块的成型方式,在整个成型过程中,工件的外表面与上滑块4之间仅产生较小的相对运动,从而不会在工件的外表面上产生刮痕。为使工件完全成型,第一斜面51与第四斜面62之间留有余量,即第一竖面53与第二竖面63贴合而上插刀5向下运动时,第一斜面51与第四斜面62并不会接触,第一斜面51与第四斜面62仅做形状上的适应性配合,第二斜面61与第三斜面52于此同理。工件成型后上模上移,下滑块8在弹簧10的作用下回复至与限位块13接触的初始位置,此时取走加工好的工件后即可开始下一次的加工。
29.以上结合实施例对本实用新型进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1