老旧电视机显像管防爆带切割设备及切割生产线的制作方法
1.本技术涉及废旧电视机回收的技术领域,尤其是涉及老旧电视机显像管防爆带切割设备及切割生产线。
背景技术:
2.老旧电视机中一方面含有大量可供回收的玻璃、金属及塑料等,具有较高的回收价值,另一方面含有铅、荧光粉、溴化阻燃剂等很多有害物质,报废后必须妥善处理,因此需要对电视机进行拆解回收。电视机拆解工艺包括摘除后盖、拆除附属零部件摘除前壳、显像管屏锥分离等主要步骤。在对电视机显像管进行屏锥分离前,需将紧箍在显像管外侧的金属防爆带切割拆除。
3.目前,在对防爆带进行切割拆除过程中,通常需要四个人配合拆除,即一个人将显像管输送至工作台上,一个人使用切割机将防爆带切断,两个人使用勾拉棒勾住防爆带周侧的圆孔,然后拉扯防爆带将防爆带拆下,费时费力,工作效率低。
技术实现要素:
4.为了降低人力成本,本技术提供了一种老旧电视机显像管防爆带切割设备及切割生产线。
5.第一方面,本技术提供一种老旧电视机显像管防爆带切割设备,采用如下的技术方案:
6.一种老旧电视机显像管防爆带切割设备,包括工作台、托起机构、压紧旋转机构、定位机构、防爆带勾拉机构、防爆带切断机构和电气控制系统,所述工作台包括支撑架和设置在所述支撑架上的进料辊道和出料辊道,所述进料辊道和所述出料辊道中间设有间隙,形成工作区,所述托起机构设于所述工作区下方,所述压紧旋转机构设于所述工作区上方,且所述托起机构与所述压紧旋转机构正对,所述工作台上还设置有安装板,所述定位机构、防爆带勾拉机构和防爆带切断机构均对应工作区设置在所述安装板上,所述电气控制系统与所述托起机构、定位机构、防爆带勾拉机构、防爆带切断机构和压紧旋转机构均电性连接。
7.通过采用上述技术方案,电气控制系统控制托起机构、压紧旋转机构、定位机构、防爆带勾拉机构和防爆带切断机构对防爆带进行切割拆除,再配合人工辅助操作,使得一个人即可完成防爆带的拆除工作,自动化程度高,大大降低了人力成本,同时电气控制系统可根据不同规格电视机调整定位机构和防爆带勾拉机构,增加了装置的适用性。
8.可选的,所述托起机构包括设置在所述工作台台面下的升降气缸和托起座,所述托起座包括设置在所述升降气缸伸缩杆上的连接座和转动设置在所述连接座上的用于支撑显像管的转动支撑块,所述升降气缸用于将所述转动支撑块顶升至所述工作台台面上,所述电气控制系统与所述升降气缸电性连接。
9.通过采用上述技术方案,电气控制系统控制升降气缸工作,升降气缸带动转动支
撑块对显像管进行顶升支撑,结构简单,支撑稳固。
10.可选的,所述压紧旋转机构包括设置在所述支撑架上的压紧气缸和设置在所述压紧气缸伸缩杆上的旋转件,所述旋转件输出轴与所述转动支撑块正对,所述电气控制系统与所述压紧气缸和旋转件均电性连接。
11.通过采用上述技术方案,电气控制系统控制压紧气缸和旋转件工作,使用压紧气缸将显像管压紧,旋转件旋转显像管对防爆带进行拆除,对显像管的压紧旋转,抵压稳定、使用方便,同时配合转动支撑块,降低了旋转件与显像管相对滑动的可能性,方便了旋转件对显像管的旋转。
12.可选的,所述压紧旋转机构还包括压紧旋转套,所述压紧旋转套设置在所述旋转件输出轴上,所述压紧旋转套中部凹陷形成用于卡接显像管的空腔。
13.通过采用上述技术方案,压紧气缸伸缩杆伸长,使得压紧旋转套将显像管卡接压紧,然后旋转件带动压紧旋转套旋转,进一步降低了旋转件与显像管相对滑动的可能性,增加了设备的可靠性,且结构简单,使用方便。
14.可选的,所述定位机构包括设置在所述安装板上的第一气动滑台和设置在所述第一气动滑台滑座上的定位板,所述电气控制系统与所述第一气动滑台电性连接。
15.通过采用上述技术方案,对防爆带进行切割前,电气控制系统根据电视机规格控制第一气动滑台滑座移动,进而调整定位板,使得定位板位置与电视机规格相对应,便于后续对防爆条的精准切割拆除,结构简单,定位方便。
16.可选的,所述防爆带勾拉机构包括第二气动滑台和勾拉棒,所述第二气动滑台设置在所述安装板上,所述勾拉棒包活设置在所述第二气动滑台滑座上的勾拉板和设置所述勾拉板上的勾拉柱,所述勾拉柱垂直所述工作台台面设置,并与防爆带圆孔适配,所述电气控制系统与所述第二气动滑台电性连接。
17.通过采用上述技术方案,将防爆带周侧的圆孔套入勾拉棒上的勾拉柱,在第二气动滑台的强力驱动下后退撕扯防爆带,对防爆带进行拆除,结构简单、使用方便。
18.可选的,所述防爆带切断机构包括设置在所述安装板上的伺服电动缸和设置在所述伺服电动缸输出端的切割机,所述伺服电动缸用于驱动所述切割机靠近或远离工作区,所述电气控制系统与所述伺服电动缸和切割机均电性连接。
19.通过采用上述技术方案,电气控制系统控制伺服电动缸输出端伸出,进而控制切割机锯片对防爆带进行切割,结构简单,使用方便,且使用伺服电机驱动切割机移动,切割精度高。
20.第二方面,本技术提供一种切割生产线,采用如下的技术方案:
21.一种切割生产线,包括上述任意一项老旧电视机显像管防爆带切割设备,所述老旧电视机显像管防爆带切割设备相对设置有两组。
22.通过采用上述技术方案,工作人员站在两切割设备的中间区域,当其中一个切割设备控制系统进行控制切割拆除,工作人员有时间空隙时,工作人员可对另一个切割设备进行人工操作,实现一个人可完成两个防爆带的拆除操作,提高了工作效率,降低了人力成本。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置电气控制系统、托起机构、压紧旋转机构、定位机构、防爆带勾拉机构
和防爆带切断机构,使得一个人即可完成防爆带的拆除工作,自动化程度高,大大降低了人力成本,同时电气控制系统可根据不同规格电视机调整定位机构和防爆带勾拉机构,增加了装置的适用性;
25.2.通过设置压紧旋转套,使得压紧旋转套将显像管卡接压紧,然后旋转件带动压紧旋转套旋转,进一步降低了旋转件与显像管相对滑动的可能性,增加了设备的可靠性,且结构简单,使用方便;
26.3.通过设置防爆带勾拉机构包括第二气动滑台和勾拉棒,将防爆带周侧的圆孔套入勾拉棒上的勾拉柱,在第二气动滑台的强力驱动下后退撕扯防爆带,对防爆带进行拆除,结构简单、使用方便。
附图说明
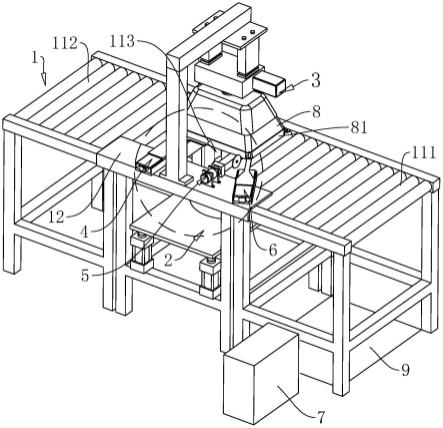
27.图1是本技术实施例1一种老旧电视机显像管防爆带切割设备的整体结构示意图;
28.图2是图1中老旧电视机显像管防爆带切割设备的正视图;
29.图3是图1中a部分的放大示意图;
30.图4是本技术实施例2切割生产线的整体结构示意图。
31.附图标记:1、工作台;11、支撑架;111、进料辊道;112、出料辊道;113、工作区;12、安装板;2、托起机构;21、升降气缸;22、托起座;221、连接座;222、转动支撑块;3、压紧旋转机构;31、压紧气缸; 32、旋转电机;33、减速机;34、压紧旋转套;4、定位机构;41、第一气动滑台;42、定位板;5、防爆带切断机构;51、伺服电动缸;52、切割机;6、防爆带勾拉机构;61、第二气动滑台;62、勾拉棒;621、勾拉板;622、勾拉柱;7、控制柜;8、显像管;81、防爆带;9、防爆带汇集处。
具体实施方式
32.以下结合附图对本技术作进一步详细说明。
33.实施例1:
34.本技术实施例1公开了一种老旧电视机显像管防爆带切割设备。
35.参照图1,老旧电视机显像管防爆带切割设备包括机械切割系统和电气控制系统,机械切割系统包括工作台1以及设置在工作台1上的托起机构2、压紧旋转机构3、定位机构4、防爆带切断机构5和防爆带勾拉机构6,电气控制系统包括电性连接的控制器和触摸屏,控制器与托起机构2、压紧旋转机构3、定位机构4、防爆带切断机构5和防爆带勾拉机构6均电性连接。
36.参照图1,工作台1包括支撑架11、焊接在支撑架11上的安装板12以及安装在支撑架11上的进料辊道111和出料辊道112,进料辊道111与出料辊道112之间设有间隙,以此形成工作区113,防爆带81在工作区113进行切割拆除工作,托起机构2设于工作区113下方,压紧旋转机构3设于工作区113下方,安装板12设于工作区113附近,定位机构4、防爆带切断机构5和防爆带勾拉机构6均设置在安装板12上,通过托起机构2、压紧旋转机构3、定位机构4、防爆带切断机构5和防爆带勾拉机构6的配合对防爆带81进行切割。此外参照图1,工作台1一侧安装有控制柜7,控制器和触摸屏安装在控制柜7上。通过控制器和触摸屏对机械切割系统进行控制切割,再配合工作人员进行辅助操作,使得一个工作人员即可完成防爆带81
拆卸工作,大大节省了人力成本。在本实施例中,支撑架11的底部设有防爆带汇集处9,工作人员可将拆下的防爆带81放置在防爆带汇集处9进行集中处理。
37.参照图2,托起机构2包括设置在工作台1台面下的升降气缸21和托起座22,升降气缸21设置有多个,并通过螺栓固定在支撑架11上,托起座22包括卡接设置在升降气缸21伸缩杆上的连接座221和通过轴承转动设置在连接座221上的转动支撑块222,升降气缸21与控制器电性连接,控制器可控制升降气缸21,使得升降气缸21驱动转动支撑块222顶升显像管8至工作台1台面上。
38.参照图2,压紧旋转机构3包括压紧气缸31、旋转件和压紧旋转套34,压紧气缸31通过螺栓固定在支撑架11上,旋转件包括旋转电机32和安装在旋转电机32一侧的减速机33,减速机33可增大旋转电机32扭矩以进行旋转,减速机33顶部与压紧气缸31底部伸缩杆焊接,减速机33底部的输出轴与压紧旋转套34顶部焊接,压紧旋转套34中部凹陷形成用于卡接显像管8的空腔,压紧旋转套34与转动支撑块222正对,控制器与压紧气缸31、旋转电机32和减速机33均电性连接,通过控制器可控制压紧气缸31将压紧旋转套34压紧卡接显像管8,再控制减速机33输出轴旋转压紧旋转套34。
39.参照图3,定位机构4包括通过螺栓固定在安装板12上的第一气动滑台41和焊接在第一气动滑台41滑座上的定位板42,控制器与第一气动滑台41电性连接,控制器可根据触摸屏输入的电视机规格控制第一气动滑台41调整定位板42位置。
40.参照图3,防爆带切断机构5包括通过螺栓固定在安装板12上的伺服电动缸51和焊接在伺服电动缸51输出端的切割机52,控制器与伺服电动缸51和切割机52均电性连接,通过控制器控制伺服电动缸51驱动切割机52,使得切割机52锯片靠近或远离防爆带81。
41.参照图3,防爆带勾拉机构6包括第二气动滑台61和勾拉棒62,第二气动滑台61通过螺栓固定在安装板12上,勾拉棒62包活焊接在第二气动滑台61滑座上的勾拉板621和焊接在勾拉板621上的勾拉柱622,勾拉柱622垂直工作台1台面设置,并与防爆带81周侧的圆孔适配,控制器与第二气动滑台61电性连接,勾拉棒62勾拉防爆带81后,通过控制器控制第二气动滑驱动勾拉棒62拉扯防爆带81。
42.实施例1的实施原理为:切割前,将待处理的电视机规格通过触摸屏输入电气控制系统,控制器控制第一气动滑台41和第二气动滑台61调整定位板42和勾拉棒62位置,调整好初始状态后进行切割。
43.切割时,通过进料辊道111推送电视机显像管8至工作区113,转动支撑块222与显像管8抵接,然后控制升降气缸21顶升,显像管8被顶升至工作台1台面上,人工挪动调整显像管8位置,使得勾拉柱622正对防爆带81周侧的圆孔,升降气缸21下降,使得防爆带81圆孔套入勾拉棒62上的勾拉柱622,再推动一下显像管8使显像管8紧靠定位板42;随后压紧气缸31伸缩杆伸长,压紧旋转机构3下行,压紧旋转套34卡接显像管8并压紧,压紧后控制防爆带切断机构5向前移动,伺服气动缸驱动切割机52锯片切断防爆带81;
44.切割后,定位机构4和防爆带81切割机52构均后退,勾拉棒62在第二气动滑台61的驱动下强力后退撕扯防爆带81,随之压紧机构工作,旋转电机32通过减速机33增大扭矩旋转,顺势拆除防爆带81,完成后由人工卸下防爆带81放入防爆带汇集处9,然后压紧旋转机构3升起,托起机构2下落,拆卸完防爆带81的显像管8被输送到下一工序,一个工作人员即可完成防爆带81的拆卸工作,大大节省了人力成本。
45.实施例2
46.本技术实施例2公开了一种切割生产线。
47.参照图4,切割生产线包括两相对设置的老旧电视机显像管防爆带切割设备,两切割设备共用一电气控制系统,且两切割设备切割的防爆带81被放入同一防爆带汇集处9收集处理。
48.实施例2的工作原理为:工作人员站在两切割设备的中间区域,当其中一个切割设备电气控制系统进行控制切割,工作人员有时间空隙时,工作人员可对另一个切割设备进行人工操作,使得一个人可以完成两个防爆带81的拆除操作,提高了工作效率,进一步降低了人力成本。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1