一种片型冲压产品的收集转运工装的制作方法
1.本实用新型涉及冲压产品转运工装技术领域,具体涉及一种片型冲压产品的收集转运工装。
背景技术:
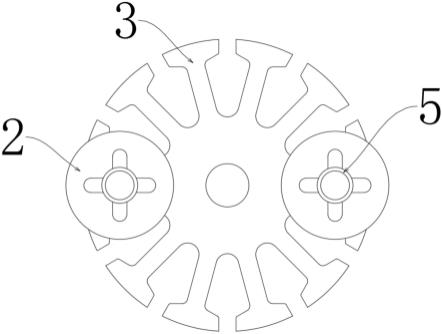
2.如图1所示,为常见的圆形冲压产品,其特点有:1.料厚较薄,1mm左右,2.产品表面没有凸起或凹陷的成型面,只用到冲载工艺就完成了产品的冲压,3.冲压出的产品不可任意旋转或移动,否则产品相互出现错位,会影响总成的安装使用,针对以上特点,此种片型产品是采用高速冲床生产,其生产特点是:生产节奏快,产品源源不断的从模具出料口送出,由特定的轨道将产品依次引导到指定的位置,然后通过人工收集,并有序码放到包装转运箱中,此产品在生产过程中,已实现自动连续地冲压和出料。
3.但是,以上冲压产品在人工收集和转运过程中,存在产品收集和转运效率低,收集转运过程中容易出现产品偏转错位,甚至出现产品变形损坏的现象。
4.因此,发明一种片型冲压产品的收集转运工装来解决上述问题很有必要。
技术实现要素:
5.本实用新型的目的是提供一种片型冲压产品的收集转运工装,以解决以上冲压产品在人工收集和转运过程中,存在产品收集和转运效率低,收集转运过程中容易出现产品偏转错位,甚至出现产品变形损坏的现象的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种片型冲压产品的收集转运工装,包括标度装载杆,所述标度装载杆一侧设有冲压产品,所述冲压产品上对称开设有卡槽,所述卡槽与标度装载杆相匹配,所述标度装载杆一端固定连接有平底座,所述标度装载杆另一端设有卡扣弹簧片,所述卡扣弹簧片与标度装载杆过盈配合装配。
7.优选的,所述标度装载杆由固体金属材料制成,所述标度装载杆长度为200-400mm。
8.优选的,所述卡扣弹簧片包括圆板,所述圆板中心开设有安装孔,所述安装孔外侧开设有异形孔,所述安装孔与标度装载杆过盈配合。
9.优选的,所述异形孔数量设置为四个,四个所述异形孔均匀分布在安装孔外侧。
10.优选的,所述圆板由弹簧钢材料制成,所述圆板厚度为2-3mm。
11.优选的,所述标度装载杆远离平底座一端为延长部,所述延长部外表面标有刻度线。
12.在上述技术方案中,本实用新型提供的技术效果和优点:
13.1、通过将两根标度装载杆分别插入冲压产品上的两个对称的卡槽内,就可批量的将冲压产品提取出来,且不影响模具的连续生产,这两根标度装载杆,就可以有效的防止冲压产品在收集转运的过程中随意旋转和移动,产品装填在两根标度装载杆上后,就需要用到卡扣弹簧片,将冲压产品和标度装载杆固定在一起,如图3所示,卡扣弹簧片从标度装载
杆的右端过盈装配在标度装载杆的直壁上,如图5和6所示,卡扣弹簧片就可以有效的阻挡产品从标度装载杆上滑落,这样,产品和收集转运装置就组合成一个整体,有效的保护了产品的同时,也提高了收集转运的效率,并且在冲压产品的后处理工序中,此装置也可以作为一种装夹工装,甚至作为一种包装方案来使用,本装置能高效安全地收集和转运片型冲压产品,节省时间,提高效率的同时,还能保护产品,避免出现产品偏转错位,和产品变形损坏的现象,还可以重复循环使用,降低成本,便于推广使用;
14.2、通过设有延长部上的刻度线,这样在收集产品时,就能准确控制每组本装置上的产品数量,方便人工操作,同时也便于生产数量和产能的统计,本装置在收集和转运时能快速确定产品数量,便于对生产产能的统计,节省时间,提高效率。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
16.图1为本实用新型冲压产品俯视图;
17.图2为本实用新型卡扣弹簧片俯视图;
18.图3为本实用新型标度装载杆与卡扣弹簧片连接结构示意图;
19.图4为本实用新型图3右视图;
20.图5为本实用新型使用状态时主视图;
21.图6为本实用新型图5右视图。
22.附图标记说明:
23.1、标度装载杆;2、卡扣弹簧片;3、冲压产品;4、平底座;5、延长部;6、刻度线;7、圆板;8、安装孔;9、异形孔;10、卡槽。
具体实施方式
24.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
25.本实用新型提供了如图1-6所示的一种片型冲压产品的收集转运工装,包括标度装载杆1,标度装载杆1一侧设有冲压产品3,标度装载杆1用来装载冲压产品3,方便收集和转运冲压产品3,冲压产品3上对称开设有卡槽10,卡槽10与标度装载杆1相匹配,通过设有卡槽10,便于标度装载杆1插入,就可批量的将冲压产品3提取出来,标度装载杆1一端固定连接有平底座4,平底座4防止冲压产品3脱落,标度装载杆1另一端设有卡扣弹簧片2,卡扣弹簧片2与标度装载杆1过盈配合装配,卡扣弹簧片2可以有效的阻挡产品从标度装载杆1上滑落,方便转运,在使用时,准备两组本装置,初始状态时,标度装载杆1与卡扣弹簧片2是分离的,批量的冲压产品3从模具出料口冲出后,是整齐排列的,没有偏转和错位现象,此时只需将两根标度装载杆1分别插入冲压产品3上的两个对称的卡槽10内,就可批量的将冲压产品3提取出来,且不影响模具的连续生产,这两根标度装载杆1,就可以有效的防止冲压产品3在收集转运的过程中随意旋转和移动,产品装填在两根标度装载杆1上后,就需要用到卡扣弹簧片2,将冲压产品3和标度装载杆1固定在一起,如图3所示,卡扣弹簧片2从标度装载
杆1的右端过盈装配在标度装载杆1的直壁上,如图5和6所示,卡扣弹簧片2就可以有效的阻挡产品从标度装载杆1上滑落,这样,产品和收集转运装置就组合成一个整体,有效的保护了产品的同时,也提高了收集转运的效率,并且在冲压产品3的后处理工序中,此装置也可以作为一种装夹工装,甚至作为一种包装方案来使用。
26.如图3所示:标度装载杆1由固体金属材料制成,使标度装载杆1有一定的强度和韧性,标度装载杆1长度为200-400mm,可以一次性转运多个产品。
27.如图2-4所示:卡扣弹簧片2包括圆板7,圆板7中心开设有安装孔8,安装孔8外侧开设有异形孔9,安装孔8与标度装载杆1过盈配合,在使用时,将安装孔8穿过标度装载杆1,通过设有异形孔9,使安装孔8与标度装载杆1过盈装配。
28.如图2和4所示:异形孔9数量设置为四个,四个异形孔9均匀分布在安装孔8外侧,通过设有异形孔9,使安装孔8与标度装载杆1过盈装配。
29.如图2-6所示:圆板7由弹簧钢材料制成,圆板7厚度为2-3mm,使卡扣弹簧片2有韧性,可以与标度装载杆1过盈装配,方便使用。
30.如图3所示:标度装载杆1远离平底座4一端为延长部5,延长部5外表面标有刻度线6,通过设有刻度线6,便于对生产产能的统计,节省时间,提高效率。
31.本实用新型的工作原理:
32.参照说明书附图1-6,在使用时,准备两组本装置,初始状态时,标度装载杆1与卡扣弹簧片2是分离的,批量的冲压产品3从模具出料口冲出后,是整齐排列的,没有偏转和错位现象,此时只需将两根标度装载杆1分别插入冲压产品3上的两个对称的卡槽10内,就可批量的将冲压产品3提取出来,且不影响模具的连续生产,这两根标度装载杆1,就可以有效的防止冲压产品3在收集转运的过程中随意旋转和移动,产品装填在两根标度装载杆1上后,就需要用到卡扣弹簧片2,将冲压产品3和标度装载杆1固定在一起,如图3所示,卡扣弹簧片2从标度装载杆1的右端过盈装配在标度装载杆1的直壁上,如图5和6所示,卡扣弹簧片2就可以有效的阻挡产品从标度装载杆1上滑落,这样,产品和收集转运装置就组合成一个整体,有效的保护了产品的同时,也提高了收集转运的效率,并且在冲压产品3的后处理工序中,此装置也可以作为一种装夹工装,甚至作为一种包装方案来使用;
33.参照说明书附图1-5,在使用时,片型冲压产品3装填在标度装载杆1上,是有数量要求的,若本产品要求n件为一个收集单元,所以根据产品的单件厚度,可以计算出n件产品的累积厚度,对应到标度装载杆1上,做出n件产品的刻度标识,就是如图3所示的延长部5上的刻度线6,这样在收集产品时,就能准确控制每组本装置上的产品数量,方便人工操作,同时也便于生产数量和产能的统计,本装置在收集和转运时能快速确定产品数量,便于对生产产能的统计,节省时间,提高效率。
34.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1