一种机箱铁架焊接用焊装平台的制作方法
1.本实用新型涉及机箱铁架焊装平台技术领域,具体为一种机箱铁架焊接用焊装平台。
背景技术:
2.现今随着科技水平的快速发展,机箱铁架焊装平台采用组装式水平台,支架是焊接平台最常用的安装调整工具,因为它容易调整水平,而且可以保证焊接平台的使用高度,把焊接平台平稳的吊装到平台支架上面,焊接平台支架下面的调整脚,是用来调整平台支架的水平,焊接平台需要用电子水平仪或框式水平仪调试,但是机箱铁架焊装平台存在使用夹持缺陷。
3.市场上的机箱铁架焊装平台难以进行整体调节夹持安装,机箱铁架焊装平台焊接过程中存在大量的焊接废渣,机箱铁架焊接过程需要两个进行扶持定位,才能精确焊接。
技术实现要素:
4.本实用新型的目的在于提供一种机箱铁架焊接用焊装平台,以解决上述背景技术中提出的市场上的机箱铁架焊装平台难以进行整体调节夹持安装,机箱铁架焊装平台焊接过程中存在大量的焊接废渣,机箱铁架焊接过程需要两个进行扶持定位,才能精确焊接的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种机箱铁架焊接用焊装平台,包括拼接焊装台和机箱铁架拼接机构,所述拼接焊装台的顶端设置有拼装架,且拼装架的内侧安装有合并机构,所述机箱铁架拼接机构设置于拼接焊装台的顶端一侧,所述合并机构的内部设置有封装台,且封装台的一侧开设有滑槽,所述拼接焊装台的一侧设置有机箱铁架焊接展开机构。
6.进一步的,所述拼接焊装台与拼装架之间为活动连接,且拼装架嵌入安装合并机构内侧。
7.进一步的,所述拼接焊装台与机箱铁架拼接机构之间为螺纹连接,且机箱铁架拼接机构设置有四组。
8.进一步的,所述封装台的内部开设有滑槽,且封装台通过滑槽与拼装架构成滑动结构。
9.进一步的,所述机箱铁架焊接展开机构包括限位板和滑轨,所述机箱铁架焊接展开机构的内部开设有滑轨,且滑轨的上方设置有限位板。
10.进一步的,所述限位板与滑轨之间为固定连接,且限位板通过滑轨与拼接焊装台构成卡合结构。
11.进一步的,所述机箱铁架拼接机构包括定位栓和连接杆,所述机箱铁架拼接机构的内部安装有定位栓,且定位栓的内侧设置有连接杆。
12.与现有技术相比,本实用新型的有益效果是:该机箱铁架焊接用焊装平台,当合并
机构安装活动连接的拼接焊装台与拼装架内侧,拼装架嵌入安装在合并机构内侧时,活动安装的拼装架,当使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构内侧,机箱铁架嵌入安装夹持,同时将机箱铁架嵌入安装活动连接的拼装架内侧,便于使用者手动调节拼装架进行加装。
13.1.本实用新型,使得固定连接的限位板与滑轨安装在机箱铁架焊接展开机构内部,机箱铁架焊接展开机构通过限位板与滑轨嵌入安装在拼接焊装台内部,便于使用者手动扩大拼接焊装台焊接面积,可对机箱铁架焊接展开机构滑动展开清理。
14.2.本实用新型,使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构内侧,使得连接杆贯穿安装四组机箱铁架拼接机构内部,同时将定位栓贯穿安装在连接杆和四组机箱铁架拼接机构内部,机箱铁架焊接过程需要两个人进行扶持定位时,机箱铁架安装在四组机箱铁架拼接机构内部不需要人工调节,可精确安装定位焊接。
附图说明
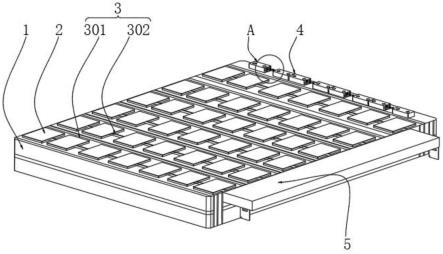
15.图1为本实用新型立体结构示意图;
16.图2为本实用新型拼接焊装台的内部结构示意图;
17.图3为本实用新型图1中a处放大结构示意图。
18.图中:1、拼接焊装台;2、拼装架;3、合并机构;301、封装台;302、滑槽;4、机箱铁架拼接机构;401、定位栓;402、连接杆;5、机箱铁架焊接展开机构;501、限位板;502、滑轨。
具体实施方式
19.如图1所示,本实用新型提供一种技术方案:一种机箱铁架焊接用焊装平台,包括拼接焊装台1和机箱铁架拼接机构4,拼接焊装台1的顶端设置有拼装架2,且拼装架2的内侧安装有合并机构3,机箱铁架拼接机构4设置于拼接焊装台1的顶端一侧,合并机构3的内部设置有封装台301,且封装台301的一侧开设有滑槽302,拼接焊装台1的一侧设置有机箱铁架焊接展开机构5,拼接焊装台1与拼装架2之间为活动连接,且拼装架2嵌入安装合并机构3内侧,将合并机构3安装活动连接的拼接焊装台1与拼装架2内侧,使得拼装架2嵌入安装在合并机构3内侧,拼接焊装台1与机箱铁架拼接机构4之间为螺纹连接,且机箱铁架拼接机构4设置有四组,将四组机箱铁架拼接机构4螺纹安装在拼接焊装台1一侧,使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构4内侧,利于机箱铁架嵌入安装夹持,封装台301的内部开设有滑槽302,且封装台301通过滑槽302与拼装架2构成滑动结构,将封装台301安装在合并机构3内部,使得滑槽302开设封装台301内部,当合并机构3安装活动连接的拼接焊装台1与拼装架2内侧,拼装架2嵌入安装在合并机构3内侧时,活动安装的拼装架2,当使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构4内侧,机箱铁架嵌入安装夹持,同时将机箱铁架嵌入安装活动连接的拼装架2内侧,便于使用者手动调节拼装架2进行加装。
20.如图2所示,本实用新型提供一种技术方案:一种机箱铁架焊接用焊装平台,机箱铁架焊接展开机构5包括限位板501和滑轨502,机箱铁架焊接展开机构5的内部开设有滑轨502,且滑轨502的上方设置有限位板501,限位板501与滑轨502之间为固定连接,且限位板501通过滑轨502与拼接焊装台1构成卡合结构,当机箱铁架焊接展开机构5嵌入安装在拼接
焊装台1外部一侧,使得固定连接的限位板501与滑轨502安装在机箱铁架焊接展开机构5内部,机箱铁架焊接展开机构5通过限位板501与滑轨502嵌入安装在拼接焊装台1内部,便于使用者手动扩大拼接焊装台1焊接面积,可对机箱铁架焊接展开机构5滑动展开清理。
21.如图3所示,本实用新型提供一种技术方案:一种机箱铁架焊接用焊装平台,机箱铁架拼接机构4包括定位栓401和连接杆402,机箱铁架拼接机构4的内部安装有定位栓401,且定位栓401的内侧设置有连接杆402,当四组机箱铁架拼接机构4螺纹安装在拼接焊装台1一侧,使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构4内侧,使得连接杆402贯穿安装四组机箱铁架拼接机构4内部,同时将定位栓401贯穿安装在连接杆402和四组机箱铁架拼接机构4内部,机箱铁架焊接过程需要两个人进行扶持定位时,机箱铁架安装在四组机箱铁架拼接机构4内部不需要人工调节,可精确安装定位焊接。
22.综上,该机箱铁架焊接用焊装平台,使用时,将封装台301安装在合并机构3内部,使得滑槽302开设封装台301内部,当合并机构3安装活动连接的拼接焊装台1与拼装架2内侧,拼装架2嵌入安装在合并机构3内侧时,活动安装的拼装架2,当使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构4内侧,机箱铁架嵌入安装夹持,当四组机箱铁架拼接机构4螺纹安装在拼接焊装台1一侧,使用者可将机箱铁架嵌入安装在螺纹连接的四组机箱铁架拼接机构4内侧,使得连接杆402贯穿安装四组机箱铁架拼接机构4内部,同时将定位栓401贯穿安装在连接杆402和四组机箱铁架拼接机构4内部,机箱铁架焊接过程需要两个人进行扶持定位时,机箱铁架安装在四组机箱铁架拼接机构4内部不需要人工调节,当机箱铁架焊接展开机构5嵌入安装在拼接焊装台1外部一侧,使得固定连接的限位板501与滑轨502安装在机箱铁架焊接展开机构5内部,机箱铁架焊接展开机构5通过限位板501与滑轨502嵌入安装在拼接焊装台1内部,便于使用者手动扩大拼接焊装台1焊接面积。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1