一种驳胆套加工装置的制作方法
1.本实用新型涉及锁胆套加工技术领域,尤其涉及一种驳胆套加工装置。
背景技术:
2.驳胆套用于固定锁胆于挂锁内,驳胆套需要经过钻孔、铣开口槽、铣t型槽和攻牙的加工工序。目前,驳胆套的加工工序都是分散的,每台传统的钻床和铣床均需要夹具来进行加工,需要人手进行放料和取料,但重复装夹会降低零件尺寸精密度、效率低,且传统的钻床和铣床存在一定的安全隐患。
技术实现要素:
3.本实用新型所要解决的技术问题:针对现有的驳胆套加工装置加工工序分散、效率低的问题,提供一种驳胆套加工装置。
4.本实用新型提供了一种驳胆套加工装置,包括送料机构、上料机构、夹紧机构、移动机构和加工机构,所述上料机构设置于所述送料机构一侧,用于在所述送料机构和所述夹紧机构之间转运物料;所述加工机构包括钻孔组件、铣槽组件和攻牙组件;所述夹紧机构设置于所述移动机构上,所述移动机构用于带动所述夹紧机构在所述上料机构、所述钻孔组件、所述铣槽组件和所述攻牙组件之间移动。
5.可选地,所述上料机构包括接料板、推料组件、下压组件和检测组件,所述接料板设置在所述送料机构一端;所述检测组件用于检测所述接料板处是否有所述物料;
6.所述推料组件包括第一驱动件和推杆,所述推杆与所述第一驱动件连接,所述第一驱动件用于驱动所述推杆移动,以推动所述物料沿所述接料板移动至所述夹紧机构;
7.所述下压组件设置在所述夹紧机构上方,用于下压所述夹紧机构中的物料;所述下压组件包括第二驱动件和压块,所述第二驱动件与所述压块连接,用于驱动所述压块压紧所述物料。
8.可选地,所述上料机构包括还包括挡料件,所述挡料件设置在所述推杆上,且位于所述送料机构的出料端;所述检测组件设置在所述挡料件上。
9.可选地,所述夹紧机构包括第一夹块、第二夹块和第三驱动件,所述第一夹块设置于所述移动机构上;所述第三驱动件设置于所述第一夹块上,所述第二夹块与所述第三驱动件连接,所述第三驱动件用于驱动所述第二夹块靠近或远离所述第一夹块。
10.可选地,所述第一夹块上设置有第一凹槽,所述第二夹块上设置有第二凹槽,所述第一凹槽和所述第二凹槽相对设置,所述物料设置于所述第一凹槽和所述第二凹槽之间;所述第一夹块和所述第二夹块朝向所述加工机构的一侧设置有开口,所述开口分别与所述第一凹槽和所述第二凹槽连通。
11.可选地,所述夹紧机构还包括限位组件,所述限位组件包括第四驱动件和限位块,所述第一夹块上设置有供所述限位块通过的通孔,所述通孔与所述第一凹槽连通;所述限位块与所述第四驱动件连接,所述第四驱动件用于驱动所述限位块靠近或远离所述第二凹
槽。
12.可选地,所述驳胆套加工装置还包括储料盒,所述储料盒用于承接加工后的物料。
13.可选地,所述移动机构包括第五驱动件、丝杠和导向组件,所述夹紧机构设置于所述丝杠上,所述第五驱动件与所述丝杠连接,用于驱动所述丝杠带动所述夹紧机构移动;所述导向组件包括导轨和滑块,所述导轨设置于所述丝杠一侧,所述导轨与所述丝杠平行设置,所述夹紧机构通过所述滑块与所述导轨滑动连接。
14.可选地,所述送料机构包括振动盘和送料轨道,所述振动盘与所述送料轨道连接,所述上料机构设置在所述送料轨道一端。
15.可选地,所述钻孔组件包括第一电机和钻头,所述第一电机与所述钻头连接;
16.所述铣槽组件包括第二电机、第三电机、第一铣刀轴和第二铣刀轴,所述第二电机与所述第一铣刀轴连接,所述第三电机与所述第二铣刀轴连接,所述第二铣刀轴设置于所述第一铣刀轴一侧;
17.所述攻牙组件包括第四电机和攻牙刀头,所述第四电机与所述攻牙刀头连接。
18.在本实用新型中,通过设置加工机构将钻孔、铣开口槽、铣t型槽和攻牙的加工工序组合,缩短加工工时,提升工作效率。通过设置移动机构带动夹紧机构在钻孔组件、铣槽组件和攻牙组件之间移动,减少重复装夹,提高零件尺寸精密度。通过设置上料机构和送料机构,自动入料出料减少人工搬运放料,自动化程度高。
附图说明
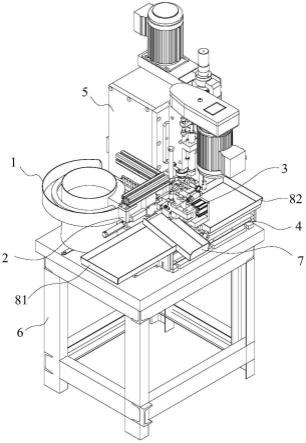
19.图1是本实用新型一实施例提供的一种驳胆套加工装置的立体示意图;
20.图2是本实用新型一实施例提供的一种驳胆套加工装置的另一角度的立体示意图;
21.图3是本实用新型一实施例提供的一种驳胆套加工装置的省略加工机构的示意图;
22.图4是图3中a处的放大图;
23.图5是本实用新型一实施例提供的一种驳胆套加工装置的移动机构和夹紧机构的示意图;
24.图6是本实用新型一实施例提供的一种驳胆套加工装置的夹紧机构的示意图;
25.图7是本实用新型一实施例提供的一种驳胆套加工装置的加工机构的示意图。
26.说明书附图中的附图标记如下:
27.1、送料机构;11、振动盘;12、送料轨道;
28.2、上料机构;21、接料板;22、推料组件;221、第一驱动件;222、推杆; 223、连接板;224、安装板;23、下压组件;231、第二驱动件;232、压块; 24、检测组件;25、挡料件;26、限位板;
29.3、夹紧机构;31、第一夹块;311、第一凹槽;32、第二夹块;321、第二凹槽;33、第三驱动件;34、开口;35、第四驱动件;36、限位块;
30.4、移动机构;41、第五驱动件;42、丝杠;43、导轨;44、滑块;45、基板;
31.5、加工机构;51、钻孔组件;511、第一电机;512、钻头;52、铣槽组件; 521、第一铣刀轴;522、第一铣刀轴;53、攻牙组件;531、第四电机;532、攻牙刀头;
32.6、安装架;7、储料盒;81、第一废屑盒;82、第二废屑盒。
具体实施方式
33.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
34.为了说明本实用新型的技术方案,下面通过具体实施例来进行说明。
35.如图1-图7所示,本实用新型的一实施例的一种驳胆套加工装置,包括送料机构1、上料机构2、夹紧机构3、移动机构4和加工机构5,所述上料机构2 设置于所述送料机构1一侧,用于在所述送料机构1和所述夹紧机构3之间转运物料。所述加工机构5包括钻孔组件51、铣槽组件52和攻牙组件53。所述夹紧机构3设置于所述移动机构4上,所述移动机构4用于带动所述夹紧机构3 在所述上料机构2、所述钻孔组件51、所述铣槽组件52和所述攻牙组件53之间移动。
36.在本实施例中,通过设置加工机构5将钻孔、铣开口槽、铣t型槽和攻牙的加工工序组合,缩短加工工时,提升工作效率。通过设置移动机构4带动夹紧机构3在上料机构2、钻孔组件51、铣槽组件52和攻牙组件53之间移动,减少重复装夹,提高零件尺寸精密度。通过设置上料机构2和送料机构1,自动入料出料减少人工搬运放料,自动化程度高。
37.进一步地,如图1所示,在本实用新型的一些实施例中,所述驳胆套加工装置还包括安装架6,所述送料机构1、所述移动机构4和所述加工机构5分别设置于所述安装架6上。
38.如图3和图4所示,在本实用新型的一些实施例中,所述上料机构2包括接料板21、推料组件22、下压组件23和检测组件24,所述接料板21设置在所述送料机构1一端。所述检测组件24用于检测所述接料板21处是否有所述物料。具体地,检测组件24包括检测传感器。
39.所述推料组件22包括第一驱动件221和推杆222,所述推杆222与所述第一驱动件221连接,所述第一驱动件221用于驱动所述推杆222移动,以推动所述物料沿所述接料板21移动至所述夹紧机构3。
40.所述下压组件23设置在所述夹紧机构3上方,用于下压所述夹紧机构3中的物料;所述下压组件23包括第二驱动件231和压块232,所述第二驱动件231 与所述压块232连接,用于驱动所述压块232压紧所述物料。具体地,第一驱动件221和第二驱动件231为气缸。
41.在本实施例中,检测组件24检测到物料传送到接料板21上,第一驱动件 221驱动推杆222推送物料,将物料沿接料板21的方向移动至夹紧机构3处。然后,第二驱动件231驱动压块232向下压物料,确保物料处于水平基准。
42.进一步地,推料组件22还包括连接板223和安装板224,安装板224设置在加工机构5上,第一驱动件221设置在安装板224上,推杆222通过连接板 223与安装板224连接,连接板223上设置有导向槽,推杆222穿过导向槽延伸至送料机构1一端。
43.如图3所示,在本实用新型的一些实施例中,所述上料机构2包括还包括挡料件25,所述挡料件25设置在所述推杆上,且位于所述送料机构1的出料端。所述检测组件24设置在所述挡料件25上。具体地,挡料件25呈l型。
44.如图4所示,在本实用新型的一些实施例中,所述接料板21一侧设置有限位板26,挡料件25一端与限位板26抵接,使物料沿接料板21的方向平稳移动。
45.如图3、图5和图6所示,在本实用新型的一些实施例中,所述夹紧机构3 包括第一夹块31、第二夹块32和第三驱动件33,所述第一夹块31设置于所述移动机构4上。所述第三驱动件33设置于所述第一夹块31上,所述第二夹块 32与所述第三驱动件33连接,所述第三驱动件33用于驱动所述第二夹块32靠近或远离所述第一夹块31,便于夹紧不同规格的物料。具体地,第三驱动件33 为气缸。
46.如图5和图6所示,在本实用新型的一些实施例中,所述第一夹块31上设置有第一凹槽311,所述第二夹块32上设置有第二凹槽321,所述第一凹槽311 和所述第二凹槽321相对设置,所述物料设置于所述第一凹槽311和所述第二凹槽321之间。所述第一夹块31和所述第二夹块32朝向所述加工机构5的一侧设置有开口34,所述开口34分别与所述第一凹槽311和所述第二凹槽321连通。通过设置开口34,便于加工机构5对物料进行铣槽。通过设置第一凹槽311 和第二凹槽321,便于加工机构5对物料进行钻孔和攻牙。
47.如图5和图6所示,在本实用新型的一些实施例中,所述夹紧机构3还包括限位组件,所述限位组件包括第四驱动件35和限位块36,所述第一夹块31 上设置有供所述限位块36通过的通孔,所述通孔与所述第一凹槽311连通。所述限位块36与所述第四驱动件35连接,所述第四驱动件35用于驱动所述限位块36靠近或远离所述第二凹槽321。具体地,第四驱动件35为气缸。物料在接料板21上移动时,第四驱动件35驱动限位块36靠近第二凹槽321,填充第一凹槽311和第二凹槽321之间的间隙,避免物料从第一夹块31和第二夹块32 之间脱落。
48.如图1和图2所示,在本实用新型的一些实施例中,所述驳胆套加工装置还包括储料盒7,所述储料盒7用于承接加工后的物料。在加工机构5对物料加工完成后,移动机构4带动夹紧机构3移至接料板21处,第三驱动件33驱动第二夹块32远离第一夹块31,第四驱动件35驱动限位块36远离第二凹槽321,使得加工后的物料掉落至储料盒7中,出料方便快捷。
49.如图1-图3所示,进一步地,在本实用新型的一些实施例中,所述储料盒7 一侧设置有第一废屑盒81,用于承接加工时产生的铁屑,避免铁屑飞溅至安装架6上。
50.如图5所示,在本实用新型的一些实施例中,所述移动机构4包括第五驱动件41、丝杠42和导向组件,所述夹紧机构3设置于所述丝杠42上,所述第五驱动件41与所述丝杠42连接,用于驱动所述丝杠42带动所述夹紧机构3移动。所述导向组件包括导轨43和滑块44,所述导轨43设置于所述丝杠42一侧,所述导轨43与所述丝杠42平行设置,所述夹紧机构3通过所述滑块44与所述导轨43滑动连接。具体地,第五驱动件41为伺服电机。
51.进一步地,丝杠42上设置基板45,第一夹块31设置在基板45上,基板 45上设置有第二废屑盒82,第二废屑盒82设置在第一夹块31一侧,用于承接加工时产生的铁屑,避免铁屑飞溅至移动机构4上。
52.如图1和图3所示,所述送料机构1包括振动盘11和送料轨道12,所述振动盘11与所述送料轨道12连接,所述上料机构2设置在所述送料轨道12一端。
53.如图7所示,在本实用新型的一些实施例中,所述钻孔组件51包括第一电机511和钻头512,所述第一电机511与所述钻头512连接。
54.所述铣槽组件52包括第二电机、第三电机、第一铣刀轴521和第二铣刀轴 522,所述第二电机与所述第一铣刀轴521连接,所述第三电机与所述第二铣刀轴522连接,所述第二铣刀轴522设置于所述第一铣刀轴521一侧。
55.所述攻牙组件53包括第四电机531和攻牙刀头532,所述第四电机531与所述攻牙刀头532连接。
56.在本实施例中,物料自振动盘11传送至送料轨道12,送料轨道12将物料传送至接料板21上,检测组件24检测到物料后,第一驱动件221驱动推杆222 推送物料,第三驱动件33驱动第二夹块32靠近第一夹块31,第四驱动件35驱动限位块36靠近第二凹槽321。物料自接料板21处滑落至第一夹块31和第二夹块32之间后,第二驱动件231驱动压块232对物料进行压紧,确保物料端面为水平。第三驱动件33驱动第二夹块32对物料进行夹紧,移动机构4带动夹紧机构3依次移动到钻孔组件51、铣槽组件52和攻牙组件53处,进行加工。然后移动机构4带动夹紧机构3移动至储料盒7处,第三驱动件33驱动第二夹块32远离第一夹块31,第四驱动件35驱动限位块36远离第二凹槽321,使加工后的物料掉落至储料盒7中。
57.以上实施例仅用以说明本实用新型的技术方案,而非对其限制。尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1