一种自动上料切管装置的制作方法
1.本实用新型属于钢管切割技术领域,具体涉及一种自动上料切管装置。
背景技术:
2.钢管是用于输送流体、交换热能、制造机械零件和容器,也是一种经济钢材。钢管在生产过程中根据客户的需求进行定量切割,现有的切管机需要人工上料及推送,还需多名操作者共同协助上料,人工成本高;如果切割的数量多,势必增大操作者的劳动强度,工作效率也低。
技术实现要素:
3.本实用新型旨在提供一种自动上料切管装置,以解决现有技术的存在的缺陷,具有全自动上料、生产效率高、人工成本低的特点。
4.本实用新型的技术方案如下:
5.所述的一种自动上料切管装置,包括所述的上料台、上料机构、切管工作台沿左右方向依次排列设置;所述的上料台的顶面为斜面,向上料机构方向倾斜向下设置;
6.所述的上料台的顶面靠近滚轮托架a一侧间隔设有多组挡料块和上料槽;所述的挡料块用于阻挡停止钢管,此时贴近挡料块的钢管位于上料槽正上方;所述的上料槽内设有顶料装置a,所述的顶料装置a用于将贴近挡料块的钢管顶起,输送至上料机构中;
7.所述的上料机构包括上料工作槽、滚轮托架a,所述的上料工作槽内沿前后方向间隔设有多组滚轮托架a,各组滚轮托架a用于托住顶料装置a送来的钢管;上料工作槽内还沿前后方向间隔设有多组顶料装置b,用于将上料工作槽内的钢管顶起,使其向切管工作台方向滚动;
8.所述的切管工作台上设有切管机构,用于切割钢管。
9.所述的顶料装置a包括转轴座a、轴承a、托料板a、转轴a、横向传动杆a、推动气缸a、连接板a;所述的转轴座a设有上料工作槽内,转轴a通过轴承a 安装转轴座a上,转轴a沿左右方向水平设置;所述的托料板a的下端安装于转轴a上,能够跟随转轴a转动;
10.所述的推动气缸a通过支撑板a安装于上料工作槽内,位于转轴座a下方,并于转轴座a位置错开;所述的推动气缸a沿前后方向水平设置,推动气缸a的活塞杆上设有统一轴向的横向传动杆a;所述的托料板a的下部与连接板a的上端铰接,连接板a的下端与横向传动杆a铰接;
11.所述的托料板a的顶端设有托槽a和斜托板,所述的斜托板位于贴近挡料块的钢管正下方,斜托板顶面为向切管工作台方向倾斜向下的斜面;所述的托槽a 位于上料工作槽内,紧贴斜托板设置;推动气缸a14驱动下托料板a上下摆动,使得斜托板顶起钢管并输送至托槽a内。
12.所述的切管工作台顶面上沿左右方向依次设有导轨a、切割工作槽、导轨b,所述的导轨a上间隔设有一组以上的导料座,所述的导料座的顶面上设有导料块,导料块的顶面为
向切割工作槽方向倾斜向下延伸的斜面;所述的导料座的顶面上设有夹紧块ⅰ;
13.所述的导轨b上对应导料座间隔设有一组以上切管机构;所述的切管机构和导料座在人工推动下沿导轨a和导轨b前后滑动,所述的切管机构和导料座的下部设有固定机构,用于将切管机构和导料座固定在切管工作台的顶面上;
14.各组切管机构上对应夹紧块ⅰ设有气缸a,所述的气缸a水平设置,气缸a 的活塞杆朝向夹紧块ⅰ方向;所述的夹紧块ⅱ设于气缸a的活塞杆上,夹紧块ⅱ在气缸a的驱动下与夹紧块ⅰ配合夹持钢管;所述的夹紧块ⅰ、夹紧块ⅱ相对的侧面上设有钢管弧槽;
15.所述的切割工作槽内沿前后方向间隔设有多组滚轮托架b,各组滚轮托架 b28用于托住顶料装置b送来的钢管;切割工作槽内还沿前后方向间隔设有多组顶料装置c,用于将切割工作槽内的钢管顶起,使其向升起到达夹紧块ⅰ、夹紧块ⅱ的钢管弧槽位置。
16.所述的固定机构包括定位板、螺杆;所述的切管工作台的顶面沿前后方向间隔设有多组螺孔a;所述的导料座和切管机构的下部设有定位板,定位板上对应螺孔a的位置设有螺孔b,通过向螺孔b和相应位置的螺孔a旋入螺杆,用于固定导料座和切管机构在导轨a和导轨b上的位置。
17.所述的顶料装置c包括转轴座c、轴承c、托料板c、转轴c、横向传动杆c、推动气缸c、连接板c;所述的转轴座c设于切割工作槽内,转轴c通过轴承c 安装转轴座c上,转轴c沿左右方向水平设置;所述的托料板c的下端安装于转轴c上,能够跟随转轴c转动;
18.所述的推动气缸c通过支撑板c安装于切割工作槽内,位于转轴座c下方,并于转轴座c位置错开;所述的推动气缸c沿前后方向水平设置,推动气缸c34 的活塞杆上设有统一轴向的横向传动杆c;所述的托料板c的下部与连接板c35 的上端铰接,连接板c的下端与横向传动杆c铰接;
19.所述的托料板c的顶端设有托槽c,所述的托槽a位于切割工作槽内;推动气缸c驱动下托料板c上下摆动,将顶起钢管并输送至托槽c内。
20.所述的上料工作槽靠近切管工作台的一侧对应顶料装置b的位置设有支架,支架竖直向上设置伸出上料工作槽高于导料块顶面最高处;所述的支架的顶面为从上料机构向切管工作台倾斜向下的斜面;
21.所述的顶料装置b包括支撑板b、顶料气缸、顶料板;所述的支撑板b安装于上料工作槽内;所述的顶料气缸的缸体固定安装于支撑板ⅱ的上,顶料气缸的活塞杆竖直向上设置;
22.所述的顶料板设于顶料气缸的活塞杆的上端,顶料板顶面为从上料机构向切管工作台倾斜向下的斜面,斜面远离切管工作台的一侧设有挡杆。
23.所述的切管机构包括固定板、切管机;所述的固定板设于导轨b上;所述的气缸a、切管机均设于固定板的顶面上。
24.所述的切管机为全自动切管机,切管机的圆盘锯齿位于切割工作槽的上方,竖直向下设置。
25.所述的上料机构和切管工作台上沿前后方向间隔设有多组输送辊轮组件;各组输送辊轮组件之间通过齿轮链条传动机构连接,滚轮托架a或滚轮托架b安装于输送辊轮组件上,最左端的输送辊轮组件通过齿轮链条传动机构与输送电机的输出轴连接,在输送电机的驱动下转动,将钢管运由左向右运输。
26.所述的上料机构的右端设有挡板,用于限制并定位钢管的输送位置。
27.本实用新型的工作过程如下:
28.将待加工的钢管放置上料台上,通过挡料板阻挡从上料台顶部滚下来的钢管,通过顶料装置a的斜托板将钢管顶起并落至托槽a内,顶料装置a向后旋转将钢管放置于滚轮托架a上,再通过顶料装置b将钢管顶起沿支架的导斜面向切管工作台的导料块方向滚动,钢管沿着导料块的导斜面倾斜向落至顶料装置c的托槽c内;此时夹紧块ⅱ在气缸a的驱动下与夹紧块ⅰ配合下,对钢管形成左右夹持,切管机构开始切割,切割结束之后夹紧块ⅱ与夹紧块ⅰ松开,顶料装置 c向后旋转将钢管放置于滚轮托架b上,通过输送辊轮组件将钢管运由前向后运输到下一工序。
29.本实用新型通过在顶料装置a、顶料装置b相互配合下,完成自动上料工序,还能够完成一根钢管同时切成多段工作,其中顶料装置a和顶料装置b的设置能够省去人工将钢管抬起和定位的繁琐,极大的降低了人工劳动强度。
30.本实用新型的切管机构设有多组,呈一字型排列;各组切管机构安装于导轨 b上,能够根据不同长度的钢管进行调整切割距离,大大地提高了加工效率,减轻操作者的工作难度,减低人工成本。
31.本实用新型优选方案设计了挡板,用于限制并定位钢管的输送位置。
附图说明
32.图1是本实用新型的自动上料切管装置的俯视图;
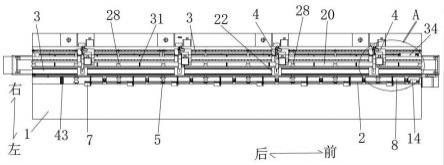
33.图2是本实用新型的自动上料切管装置的正视图;
34.图3是本实用新型的自动上料切管装置的a处放大图;
35.图4是本实用新型的导料座的结构示意图;
36.图5是本实用新型的上料机构的结构示意图;
37.图6是本实用新型的切管工作台的切割工作槽的结构示意图;
38.图中部分名称和序号如下:
39.1-上料台、2-上料机构、3-切管工作台、4-切管机构、5-滚轮托架a、6-挡料块、7-上料槽、8-上料工作槽、9-转轴座a、10-轴承a、11-托料板a、12-转轴a、 13-横向传动杆a、14-推动气缸a、15-连接板a、16-支撑板a、17-托槽a、18-斜托板、19-导轨a、20-切割工作槽、21-导轨b、22-导料座、23-导料块、24-夹紧块ⅰ、25-气缸a、26-夹紧块ⅱ、27-钢管弧槽、28-滚轮托架b、29-转轴座c、30
‑ꢀ
轴承c、31-托料板c、32-转轴c、33-横向传动杆c、34-推动气缸c、35-连接板c、 36-支撑板c、37-托槽c、38-支架、39-固定板、40-切管机、41-输送辊轮组件、 42-输送电机、43-挡板、44-螺孔a、45-定位板、46-螺杆;
40.91-支撑板b、92-顶料气缸、93-顶料板、94-挡杆。
具体实施方式
41.下面结合附图和实施例,对本实用新型的具体实施方式进一步详细描述,以下实施例用于说明本实用新型。
42.实施例
43.如图1-6所示,所述的一种自动上料切管装置,包括上料台1、上料机构2、切管工作
台3、切管机构4;
44.所述的上料台1、上料机构2、切管工作台3沿左右方向依次排列设置;所述的上料台1的顶面为斜面,向上料机构2方向倾斜向下设置;
45.所述的上料台1的顶面靠近滚轮托架a5一侧间隔设有多组挡料块6和上料槽7;所述的挡料块6用于阻挡停止钢管,此时贴近挡料块6的钢管位于上料槽 7正上方;所述的上料槽7内设有顶料装置a,所述的顶料装置a用于将贴近挡料块6的钢管顶起,输送至上料机构2中;
46.所述的上料机构2包括上料工作槽8、滚轮托架a5,所述的上料工作槽8 内沿前后方向间隔设有多组滚轮托架a5,各组滚轮托架a5用于托住顶料装置a 送来的钢管;上料工作槽8内还沿前后方向间隔设有多组顶料装置b,用于将上料工作槽8内的钢管顶起,使其向切管工作台3方向滚动;
47.所述的切管工作台3上设有切管机构4,用于切割钢管。
48.所述的顶料装置a包括转轴座a9、轴承a10、托料板a11、转轴a12、横向传动杆a13、推动气缸a14、连接板a15;所述的转轴座a9设有上料工作槽8内,转轴a12通过轴承a10安装转轴座a9上,转轴a12沿左右方向水平设置;所述的托料板a11的下端安装于转轴a12上,能够跟随转轴a12转动;
49.所述的推动气缸a14通过支撑板a16安装于上料工作槽8内,位于转轴座 a9下方,并于转轴座a9位置错开;所述的推动气缸a14沿前后方向水平设置,推动气缸a14的活塞杆上设有统一轴向的横向传动杆a13;所述的托料板a11的下部与连接板a15的上端铰接,连接板a15的下端与横向传动杆a13铰接;
50.所述的托料板a11的顶端设有托槽a17和斜托板18,所述的斜托板18位于贴近挡料块6的钢管正下方,斜托板18顶面为向切管工作台3方向倾斜向下的斜面;所述的托槽a17位于上料工作槽8内,紧贴斜托板18设置;推动气缸a14 驱动下托料板a11上下摆动,使得斜托板18顶起钢管并输送至托槽a17内。
51.所述的切管工作台3顶面上沿左右方向依次设有导轨a19、切割工作槽20、导轨b21,所述的导轨a19上间隔设有一组以上的导料座22,所述的导料座22 的顶面上设有导料块23,导料块23的顶面为向切割工作槽20方向倾斜向下延伸的斜面;所述的导料座22的顶面上设有夹紧块ⅰ24;
52.所述的导轨b21上对应导料座22间隔设有一组以上切管机构4;所述的切管机构4和导料座22在人工推动下沿导轨a19和导轨b21前后滑动,所述的切管机构4和导料座22的下部设有固定机构,用于将切管机构4和导料座22固定在切管工作台3的顶面上;
53.各组切管机构4上对应夹紧块ⅰ24设有气缸a25,所述的气缸a25水平设置,气缸a25的活塞杆朝向夹紧块ⅰ24方向;所述的夹紧块ⅱ26设于气缸a25的活塞杆上,夹紧块ⅱ26在气缸a25的驱动下与夹紧块ⅰ24配合夹持钢管;所述的夹紧块ⅰ24、夹紧块ⅱ26相对的侧面上设有钢管弧槽27;
54.所述的切割工作槽20内沿前后方向间隔设有多组滚轮托架b28,各组滚轮托架b28用于托住顶料装置b送来的钢管;切割工作槽20内还沿前后方向间隔设有多组顶料装置c,用于将切割工作槽20内的钢管顶起,使其向升起到达夹紧块ⅰ24、夹紧块ⅱ26的钢管弧槽27位置。
55.所述的固定机构包括定位板45、螺杆46;所述的切管工作台3的顶面沿前后方向间隔设有多组螺孔a44;所述的导料座22和切管机构4的下部设有定位板45,定位板45上对应螺孔a44的位置设有螺孔b,通过向螺孔b和相应位置的螺孔a44旋入螺杆46,用于固定导料座22和切管机构4在导轨a19和导轨b21 上的位置。
56.所述的顶料装置c包括转轴座c29、轴承c30、托料板c31、转轴c32、横向传动杆c33、推动气缸c34、连接板c35;所述的转轴座c29设于切割工作槽20 内,转轴c32通过轴承c30安装转轴座c29上,转轴c32沿左右方向水平设置;所述的托料板c31的下端安装于转轴c32上,能够跟随转轴c32转动;
57.所述的推动气缸c34通过支撑板c36安装于切割工作槽20内,位于转轴座 c29下方,并于转轴座c29位置错开;所述的推动气缸c34沿前后方向水平设置,推动气缸c34的活塞杆上设有统一轴向的横向传动杆c33;所述的托料板c31的下部与连接板c35的上端铰接,连接板c35的下端与横向传动杆c33铰接;
58.所述的托料板c31的顶端设有托槽c37,所述的托槽a37位于切割工作槽20 内;推动气缸c34驱动下托料板c31上下摆动,将顶起钢管并输送至托槽c37内。
59.所述的上料工作槽8靠近切管工作台3的一侧对应顶料装置b的位置设有支架38,支架38竖直向上设置伸出上料工作槽8高于导料块23顶面最高处;所述的支架38的顶面为从上料机构2向切管工作台3倾斜向下的斜面;
60.所述的顶料装置b包括支撑板b91、顶料气缸92、顶料板93;所述的支撑板b91安装于上料工作槽8内;所述的顶料气缸92的缸体固定安装于支撑板
ⅱꢀ
91的上,顶料气缸92的活塞杆竖直向上设置;
61.所述的顶料板93设于顶料气缸92的活塞杆的上端,顶料板93顶面为从上料机构2向切管工作台3倾斜向下的斜面,斜面远离切管工作台3的一侧设有挡杆94。
62.所述的切管机构4包括固定板39、切管机40;所述的固定板39设于导轨 b21上;所述的气缸a25、切管机40均设于固定板39的顶面上。
63.所述的切管机40为全自动切管机,切管机40的圆盘锯齿位于切割工作槽 20的上方,竖直向下设置。
64.所述的上料机构2和切管工作台3上沿前后方向间隔设有多组输送辊轮组件 41;各组输送辊轮组件41之间通过齿轮链条传动机构连接,滚轮托架a5或滚轮托架b28安装于输送辊轮组件41上,最左端的输送辊轮组件41通过齿轮链条传动机构与输送电机42的输出轴连接,在输送电机42的驱动下转动,将钢管运由左向右运输。
65.所述的上料机构2的右端设有挡板43,用于限制并定位钢管的输送位置。
66.本实施例的工作过程如下:
67.本实用新型的工作过程如下:
68.将待加工的钢管放置上料台1上,通过挡料板6阻挡从上料台1顶部滚下来的钢管,通过顶料装置a的斜托板18将钢管顶起并落至托槽a17内,顶料装置 a向后旋转将钢管放置于滚轮托架a5上,再通过顶料装置b将钢管顶起沿支架 38的导斜面向切管工作台3的导料块23方向滚动,钢管沿着导料块23的导斜面倾斜向落至顶料装置c的托槽c37内;此时夹紧块ⅱ26在气缸a25的驱动下与夹紧块ⅰ24配合下,对钢管形成左右夹持,切管机构4开始切割,切割结束之后夹紧块ⅱ26与夹紧块ⅰ24松开,顶料装置c向后旋转将钢管放置于滚轮托
架b28上,通过输送辊轮组件41将钢管运由前向后运输到下一工序。
69.在本实施例的描述中,术语“上”、“下”、“左”、“右”、“前”、“后”等方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1