用于型材表面铣削加工的定位夹具的制作方法
1.本实用新型涉及夹具设备技术领域,具体涉及一种用于型材表面铣削加工的定位夹具。
背景技术:
2.现有一种通讯设备用的定位型材,以开槽、定位孔等形式固定通讯元器件,并且是内置于通讯盒内的零件,由于对尺寸和精度的控制要求高,以及便于多种结构的加工。我们采用最为便捷的加工中心实施生产加工,而现有采用的夹具设备只能固定装夹,而在定位型材的正反两面均需要铣削加工,采用现有的五轴机床可以实现加工需求,但是依旧需要特备设计一种定位夹具,以方便对定位型材的定位装夹。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种用于型材表面铣削加工的定位夹具,将定位型材以单面定位、三面夹紧的方式实施先定位再夹紧,并且对于定位型材待加工部位周边做均匀分布的夹紧螺栓,保证定位型材在精工过程中保持装夹稳定,不发生加工形变的现象,提高加工精度。
4.为解决上述问题采取的技术方案是:
5.一种用于型材表面铣削加工的定位夹具,包括支撑座、内侧面定位座、若干组上下面夹紧座以及外侧面夹紧座。
6.所述支撑座固连在五轴机床的装夹台上,前端面的上、下方均固连有若干组上下面夹紧座,中部设置有内侧面定位座,所述支撑座两端固连有外侧面夹紧座,
7.所述内侧面定位座包括螺塞和定位螺钉,所述螺塞外周设置有与支撑座螺接的螺纹,中心开设有与定位螺钉螺接的内螺纹孔,所述定位螺钉与待加工的定位型材的内侧面紧贴,以限定定位型材的装夹角度和位置,
8.所述上下面夹紧座包括若干个夹紧块、上夹紧调节螺栓和下夹紧调节螺栓,若干个所述夹紧块间距均匀地与支撑座固连,并保持水平布置在待加工的定位型材的上表面和下表面,所述上夹紧调节螺栓和下夹紧调节螺栓均与若干个夹紧块前端设有的螺纹孔螺接配合,
9.所述外侧面夹紧座包括锁紧块、调节螺杆、锁紧螺栓和夹紧板,所述锁紧块固连在支撑座上,调节螺杆和锁紧螺栓均螺接在锁紧块外侧端面上,调节螺杆外部连接夹紧板尾部,并设置有调节螺母,所述调节螺母与锁紧块锁紧,定位夹紧板与锁紧块的距离,并由锁紧螺栓锁紧夹紧板,将夹紧板前端待加工的定位型材的外侧面夹紧。
10.进一步地,所述定位螺钉包括螺钉部和锁紧螺母,所述锁紧螺母与螺塞螺接锁紧,防止螺钉部在工件加工过程中出现松动。
11.进一步地,所述上夹紧调节螺栓和下夹紧调节螺栓均包括螺栓部和锁紧螺母,所述锁紧螺母与夹持块之间螺接锁紧,防止螺栓部在工件加工过程中出现松动。
12.进一步地,所述支撑座两侧的上下面夹紧座与锁紧块上下端面紧密贴合,且上方的夹紧块的上端面设置有两组上夹紧调节螺栓,下方的夹紧块的下端面设置有两组下夹紧调节螺栓,以进一步稳定型材平整度。
13.进一步地,所述定位型材上下端面均需加工铣削出定位孔、圆槽和矩形槽结构。
14.本实用新型的有益效果是:
15.该用于型材表面铣削加工的定位夹具将定位型材以单面定位、三面夹紧的方式实施先定位再夹紧,并且对于定位型材待加工部位周边做均匀分布的夹紧螺栓,保证定位型材在精工过程中保持装夹稳定,不发生加工形变的现象,再配合旋转翻转的五轴机床台,可实现一次装夹,两面加工的技术优势,提高加工精度。
附图说明
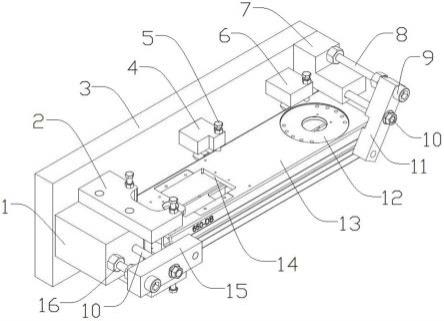
16.图1为本实施例用于型材表面铣削加工的定位夹具装夹型材时的侧俯视图;
17.图2为本实施例用于型材表面铣削加工的定位夹具装夹型材时的侧仰视图;
18.图3为本实施例用于型材表面铣削加工的定位夹具的侧俯视图;
19.图4为本实施例用于型材表面铣削加工的定位夹具的侧仰视图;
20.图5为本实施例所述定位型材的结构示意图;
21.其中,1-第一锁紧块,2-上方的夹紧块,3-支撑座,4-第一夹紧块,5-上夹紧调节螺栓,6-第二夹紧块,7-第二锁紧块,8-第二调节螺杆,9-螺钉,10-第二锁紧螺栓,11-第二夹紧板,12-圆槽,13-定位型材,14-矩形槽,15-第一夹紧板,16-调节螺母,17-下方的夹紧块,18-下夹紧调节螺栓,19-第三夹紧块,20-第四夹紧块,21-螺塞,22-定位螺钉,23-第一定位孔,24-第二矩形槽,25-螺接孔,26-第二定位孔。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.请参阅图1-5,本实施例提出一种用于型材表面铣削加工的定位夹具,包括支撑座3、内侧面定位座、若干组上下面夹紧座以及外侧面夹紧座。
24.具体地说,所述支撑座3固连在五轴机床的装夹台上,前端面的上、下方均固连有3组上下面夹紧座,中部设置有内侧面定位座,所述支撑座3两端固连有外侧面夹紧座。
25.参阅图3和图4,所述内侧面定位座包括螺塞21和定位螺钉22,所述螺塞21外周设置有与支撑座3螺接的螺纹,中心开设有与定位螺钉22螺接的内螺纹孔,所述定位螺钉22与待加工的定位型材13的内侧面紧贴,以限定定位型材13的装夹角度和位置。
26.参阅图3和图4,所述上下面夹紧座包括6个夹紧块、上夹紧调节螺栓5和下夹紧调节螺栓18,6个所述夹紧块间距均匀地与支撑座3固连,并保持水平布置在待加工的定位型材13的上表面和下表面,所述上夹紧调节螺栓5和下夹紧调节螺栓18均与6个夹紧块前端设有的螺纹孔螺接配合。
27.参阅图3和图4,所述外侧面夹紧座包括锁紧块、调节螺杆、锁紧螺栓和夹紧板,所述锁紧块固连在支撑座3上,调节螺杆和锁紧螺栓均螺接在锁紧块外侧端面上,调节螺杆外部连接夹紧板尾部,并设置有调节螺母16,所述调节螺母16与锁紧块锁紧,定位夹紧板与锁
紧块的距离,并由锁紧螺栓锁紧夹紧板,将夹紧板前端待加工的定位型材13的外侧面夹紧。
28.进一步的实施方案是,所述定位螺钉22包括螺钉部和锁紧螺母,所述锁紧螺母与螺塞21螺接锁紧,防止螺钉部在工件加工过程中出现松动。
29.进一步的实施方案是,所述上夹紧调节螺栓5和下夹紧调节螺栓18均包括螺栓部和锁紧螺母,所述锁紧螺母与夹持块之间螺接锁紧,防止螺栓部在工件加工过程中出现松动。
30.进一步的实施方案是,所述支撑座3两侧的上下面夹紧座与锁紧块上下端面紧密贴合,且上方的夹紧块2的上端面设置有两组上夹紧调节螺栓5,下方的夹紧块17的下端面设置有两组下夹紧调节螺栓18,以进一步稳定型材平整度。
31.进一步的实施方案是,所述定位型材13上下端面均需加工铣削出定位孔、圆槽12和矩形槽14结构。
32.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种用于型材表面铣削加工的定位夹具,包括支撑座、内侧面定位座、若干组上下面夹紧座以及外侧面夹紧座,其特征在于:所述支撑座固连在五轴机床的装夹台上,前端面的上、下方均固连有若干组上下面夹紧座,中部设置有内侧面定位座,所述支撑座两端固连有外侧面夹紧座,所述内侧面定位座包括螺塞和定位螺钉,所述螺塞外周设置有与支撑座螺接的螺纹,中心开设有与定位螺钉螺接的内螺纹孔,所述定位螺钉与待加工的定位型材的内侧面紧贴,以限定定位型材的装夹角度和位置,所述上下面夹紧座包括若干个夹紧块、上夹紧调节螺栓和下夹紧调节螺栓,若干个所述夹紧块间距均匀地与支撑座固连,并保持水平布置在待加工的定位型材的上表面和下表面,所述上夹紧调节螺栓和下夹紧调节螺栓均与若干个夹紧块前端设有的螺纹孔螺接配合,所述外侧面夹紧座包括锁紧块、调节螺杆、锁紧螺栓和夹紧板,所述锁紧块固连在支撑座上,调节螺杆和锁紧螺栓均螺接在锁紧块外侧端面上,调节螺杆外部连接夹紧板尾部,并设置有调节螺母,所述调节螺母与锁紧块锁紧,定位夹紧板与锁紧块的距离,并由锁紧螺栓锁紧夹紧板,将夹紧板前端待加工的定位型材的外侧面夹紧。2.根据权利要求1所述的用于型材表面铣削加工的定位夹具,其特征在于:所述定位螺钉包括螺钉部和锁紧螺母,所述锁紧螺母与螺塞螺接锁紧。3.根据权利要求1所述的用于型材表面铣削加工的定位夹具,其特征在于:所述上夹紧调节螺栓和下夹紧调节螺栓均包括螺栓部和锁紧螺母,所述锁紧螺母与夹持块之间螺接锁紧。4.根据权利要求1所述的用于型材表面铣削加工的定位夹具,其特征在于:所述支撑座两侧的上下面夹紧座与锁紧块上下端面紧密贴合,且上方的夹紧块的上端面设置有两组上夹紧调节螺栓,下方的夹紧块的下端面设置有两组下夹紧调节螺栓。5.根据权利要求1所述的用于型材表面铣削加工的定位夹具,其特征在于:所述定位型材上下端面均需加工铣削出定位孔、圆槽和矩形槽结构。
技术总结
本实用新型公开了一种用于型材表面铣削加工的定位夹具,包括支撑座、内侧面定位座、若干组上下面夹紧座以及外侧面夹紧座,支撑座前端面的上、下方均固连有若干组上下面夹紧座,中部设置有内侧面定位座,支撑座两端固连有外侧面夹紧座,内侧面定位座包括螺塞和定位螺钉,上下面夹紧座包括若干个夹紧块、上夹紧调节螺栓和下夹紧调节螺栓,外侧面夹紧座包括锁紧块、调节螺杆、锁紧螺栓和夹紧板,该定位夹具将定位型材以单面定位、三面夹紧的方式实施先定位再夹紧,并且对于定位型材待加工部位周边做均匀分布的夹紧螺栓,保证定位型材在精工过程中保持装夹稳定,再配合旋转翻转的五轴机床台,可实现一次装夹,两面加工的技术优势,提高加工精度。加工精度。加工精度。
技术研发人员:郝建敏 朱胜华 葛庆亮 李耀 李志雄
受保护的技术使用者:苏州港旺金属科技有限公司
技术研发日:2022.08.08
技术公布日:2023/3/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1