一种精密零件打孔装置的制作方法
1.本实用新型涉及加工设备技术领域,尤其涉及一种精密零件打孔装置。
背景技术:
2.在机械加工领域中,打孔装置一般为钻床,传统打孔装置在加工时,需要将待加工精密零件放置在钻床底座上,通过钻床底座设有的夹具进行夹紧,人工下压加工轴,通过加工轴设有的钻头对代加工精密零件进行打孔;因传统钻床需要通过人工下压加工轴进行打孔,故当待加工精密零件较多时,操作者需反复操控加工轴,这样会增加操作者的劳动强度,影响生产效率;且因精密零件较为微小,传统的钻床底座夹具无法有效夹紧,加工时会造成加工零件从钻床底座夹具脱出,对周围操作人员及设备造成一定的损伤。
技术实现要素:
3.本实用新型提出一种精密零件打孔装置,通过气控滑移机构,通过滑移机构上的打孔机构进行加工,将人工操作转变为气控操作,降低了操作者的劳动强度,提高了生产效率;通过夹紧机构设有的夹紧块,使其可根据待加工精密零件的尺寸进行更换,对待加工精密零件可靠紧固,避免加工过程中精密零件脱出。
4.为了解决上述背景技术中的问题,本实用新型是通过以下技术方案来实现的:
5.一种精密零件打孔装置,其特征是:包括底座、紧固机构、滑移机构及打孔机构;所述底座上设有所述紧固机构及所述滑移机构,所述滑移机构上设有所述打孔机构;所述滑移机构为气缸,所述气缸设有左滑块、右滑块及节流阀,所述右滑块设有连接板,所述连接板水平端通过螺栓与右滑块固定连接,所述连接板垂直端设有通孔;所述节流阀通过气管与脚踏板连接;所述打孔机构为驱动电机,所述驱动电机输出端可拆卸固接设有夹头,所述夹头设有钻头,所述驱动电机输出端穿过所述连接板垂直端设有的通孔,通过螺栓与所述连接板固定连接。底座上设有紧固机构及滑移机构,滑移机构上设有打孔机构,将待加工精密零件放置在紧固机构上设有的夹紧块内,通过紧固件对夹紧块进行紧固,通过脚踏板控制滑移机构设有的气缸双向动作,打孔机构设有的驱动电机利用夹头设有的钻头,对待加工精密零件进行打孔。
6.优选的,所述紧固机构包括立柱及支撑板;所述立柱垂直设于所述底座上,所述立柱上设有所述支撑板;所述支撑板一端设有固定板,所述固定板为两组,所述支撑板通过所述两组固定板与螺栓配合紧固连接于所述立柱上;所述支撑板另一端横向设有夹紧槽,纵向设有紧固件,所述夹紧槽内设有夹紧块。紧固机构设置立柱及支撑板,并通过固定板使支撑板固定于立柱上,根据所加工零件的尺寸,可通过调节支撑板在立柱上的高度,使支撑板设有的夹紧槽内的夹紧块内的待加工零件与打孔机构距离缩短,方便加工。
7.优选的,所述夹紧块上端中心位置设有十字滑槽,所述十字滑槽延伸至所述夹紧块中部;所述十字滑槽中心位置设有固定槽。将待加工零件放置在固定槽内,通过紧固件对夹紧块设置的十字滑槽内间距发生变化,从而对待加工零件进行紧固。
8.优选的,所述夹紧块位于所述气缸上方,且位于所述气缸设有的所述左滑块及所述右滑块之间。夹紧块设于左滑块与右滑块之间,在左滑块及右滑块相向动作时始终处于两者之间,保证夹紧块内待加工精密零件的打孔精度。
9.优选的,所述底座还设有控制器及调速器,所述控制器通过所述调速器与所述驱动电机连接;所述控制器外接电源。控制器外接电源,将动力输入驱动电机,通过控制器控制驱动电机;根据代加工精密零件的材质,通过调速器调整驱动电机转速来进行加工,当代加工精密零件材质较软时,通过调速器将驱动电机转速调为高转速,当代加工精密零件材质较硬时,通过调速器将驱动电机转速调为低转速。
10.优选的,所述气缸为直线双活塞气缸。使用直线双活塞气缸,使其可相向运动的同时保证直线运动,缩短代加工精密零件打孔距离。
11.优选的,所述脚踏板设有气控阀,所述气控阀输出端通过气管与所述节流阀连接,所述气控阀输入端外接气源。脚踏板通过气控阀与节流阀连接,通过节流阀控制气源压力对气缸动作速度进行调整,通过气控阀驱动气缸相向运动进行加工,将传统手动操作变为气控操作,减小了操作者的劳动强度。
12.与现有技术相比,本实用新型具有以下有益的技术效果:
13.1、通过将打孔机构设于滑移机构上,通过气控操作滑移机构,使加工过程由人工操作转变为气控操作,降低了操作者的劳动强度,提高了生产效率;
14.2、夹紧机构设有的夹紧块,可根据待加工精密零件的尺寸进行更换,对待加工精密零件可靠紧固,避免加工过程中精密零件脱出。
附图说明
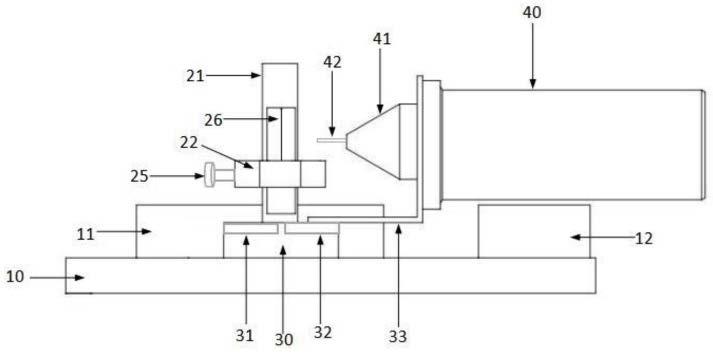
15.图1为本实用新型的主视结构示意图;
16.图2为本实用新型的俯视结构示意图;
17.图3为本实用新型的立体结构示意图。
18.附图标记说明
19.10、底座;11、控制器;12、调速器;21、立柱;22、支撑板;23、固定板;24、夹紧槽;25、紧固件;26、夹紧块;27、固定槽;30、气缸;31、左滑块;32、右滑块;33、连接板;40、驱动电机;41、夹头;42、钻头。
具体实施方式
20.4.如图1-图3所示,一种精密零件打孔装置,包括底座10、紧固机构、滑移机构及打孔机构;底座10上设有紧固机构及滑移机构,滑移机构上设有打孔机构;滑移机构为气缸30,气缸30设有左滑块31、右滑块32及节流阀,右滑块32设有连接板33,连接板33水平端通过螺栓与右滑块32固定连接,连接板33垂直端设有通孔;节流阀通过气管与脚踏板连接;打孔机构为驱动电机40,驱动电机40输出端可拆卸固接设有夹头41,夹头41设有钻头42,驱动电机40输出端穿过连接板33垂直端设有的通孔,通过螺栓与连接板33固定连接。底座10上设有紧固机构及滑移机构,滑移机构上设有打孔机构,将待加工精密零件放置在紧固机构进行紧固,通过脚踏板控制滑移机构设有的气缸30双向动作,打孔机构设有的驱动电机40利用夹头41设有的钻头42,对待加工精密零件进行打孔。
21.紧固机构包括立柱21及支撑板22;立柱21垂直设于底座10上,立柱21上设有支撑板22;支撑板22一端设有固定板23,固定板23为两组,支撑板22通过两组固定板23与螺栓配合紧固连接于立柱21上;支撑板22另一端横向设有夹紧槽24,纵向设有紧固件25,夹紧槽24内设有夹紧块26。紧固机构设置立柱21及支撑板22,并通过固定板23使支撑板22固定于立柱21上,根据所加工零件的尺寸,可通过调节支撑板2在立柱21上的高度,使支撑板22设有的夹紧槽24内的夹紧块26内的待加工零件与打孔机构距离缩短,方便加工。
22.夹紧块26上端中心位置设有十字滑槽,十字滑槽延伸至夹紧块26中部;十字滑槽中心位置设有固定槽27。将待加工零件放置在固定槽27内,通过紧固件25对夹紧块26设置的十字滑槽内间距发生变化,从而对待加工零件进行紧固。
23.夹紧块26位于滑移机构设有的气缸30上方,且位于气缸30设有的左滑块31及右滑块32之间。夹紧块26设于左滑块31与右滑块32之间,在左滑块31及右滑块32相向动作时始终处于两者之间,保证夹紧块26内待加工精密零件的打孔精度。底座10还设有控制器11,及调速器12,控制器11通过调速器12与驱动电机40连接;控制器11外接电源。控制器11外接电源,将动力输入驱动电机40,通过控制器11控制驱动电机40;根据代加工精密零件的材质,通过调速器12调整驱动电机40转速来进行加工,当代加工精密零件材质较软时,通过调速器12将驱动电机40转速调为高转速,当代加工精密零件材质较硬时,通过调速器12将驱动电机40转速调为低转速。
24.气缸30为直线双活塞气缸。气缸30使用直线双活塞气缸,使其可相向运动的同时保证直线运动,缩短代加工精密零件打孔距离。
25.脚踏板设有气控阀,气控阀输出端通过气管与节流阀连接,气控阀输入端外接气源。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1