一种可定位式钢管加工用打孔装置的制作方法
1.本实用新型涉及钢管定位打孔技术领域,具体为一种可定位式钢管加工用打孔装置。
背景技术:
2.钢管在进行定位打孔时,一般是将钢管抬起,插入打孔装置进行定位打孔,这样的打孔装置在使用时,比较笨重,不易便携钢管定位打孔,同时笨重的打孔装置在对方管和圆管的钢管在进行打孔时,需要及时更换打孔装置,使用不够便捷高效,为此,我们提出一种可定位式钢管加工用打孔装置。
技术实现要素:
3.因此,本实用新型的目的是提供一种可定位式钢管加工用打孔装置,通过设置的定位打孔安装结构、孔位定位结构、钢管定位锁紧结构和打孔结构的相互配合,达到可随身携带打孔装置对钢管进行定位打孔使用,使用灵活轻巧,并且通过结构旋转调整转换即可对方形钢管和圆形钢管进行定位打孔,方便操作,无需更换打孔装置,适用性强。
4.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
5.一种可定位式钢管加工用打孔装置,包括:
6.定位打孔安装组件,包括设置的定位平板架、固定在所述定位平板架表面的第一滑槽架、设置在所述第一滑槽架正对侧的第二滑槽架、开设在所述定位平板架中间位置的矩形开槽和对称开设在所述矩形开槽内的滑槽;
7.孔位定位组件,包括卡入至滑槽内的移位板、开设在所述移位板表面的定位孔、固定在所述移位板表面的t型支架板、贯穿所述t型支架板的螺纹长杆和设置在所述定位平板架表面的刻度线;
8.钢管定位锁紧组件,包括设置在所述定位平板架下方的安装条、固定在所述安装条侧面的导向杆、固定在所述安装条底面的螺纹杆、与所述螺纹杆套合的套筒、连接在套筒表面的压板、设置在所述压板正对侧并且与套筒连接的弧形板、固定在所述导向杆顶端的横板、连接在横板与定位平板架外侧壁之间的液压杆和连接在所述螺纹杆底面的螺纹环;
9.打孔组件,包括与第一滑槽架卡合的滑块、连接在所述滑块顶面的电动伸缩杆、安装在电动伸缩杆顶端的顶板、安装在所述顶板表面的旋转电机和连接在所述旋转电机输出端的钻杆。
10.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,所述螺纹长杆的末端与所述定位平板架的顶面接触,并且螺纹长杆设置有两个。
11.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,所述移位板在对称设置的滑槽内左右滑动。
12.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其
中,还包括安装组件,所述安装组件包括固定在所述套筒侧壁的螺纹头和固定在所述弧形板外侧的螺纹套筒。
13.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,所述螺纹套筒与所述螺纹头相互螺纹连接。
14.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,所述压板和套筒之间的连接结构与弧形板和套筒之间的连接结构相等。
15.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,所述钢管定位锁紧组件设置有两个,且两个钢管定位锁紧组件于所述定位平板架的中线位置对称设置。
16.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,还包括遮挡组件,所述遮挡组件包括固定在所述定位平板架外侧壁的安装侧板、安装在所述安装侧板表面的转轴、与所述转轴连接的盖板、开设在所述盖板表面的第一圆孔和开设在所述定位平板架外侧壁的第二圆孔。
17.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,所述第一圆孔和第二圆孔相互对应,并且第一圆孔与第二圆孔之间通过螺栓贯穿锁紧。
18.作为本实用新型所述的一种可定位式钢管加工用打孔装置的一种优选方案,其中,还包括矩形槽,所述定位平板架的外侧壁开设有矩形槽,并且矩形槽的深度与所述横板的深度相等。
19.与现有技术相比,本实用新型具有的有益效果是:通过设置的定位打孔安装结构、孔位定位结构、钢管定位锁紧结构和打孔结构的相互配合,达到可随身携带打孔装置对钢管进行定位打孔使用,使用灵活轻巧,并且通过结构旋转调整转换即可对方形钢管和圆形钢管进行定位打孔,方便操作,无需更换打孔装置,适用性强,在具体使用时,使用者直接将定位平板架移动到需要定位打孔的钢管位置,液压杆收缩带动横板下压,从而带动压板向内侧移动压合,与方形钢管的侧壁接触,对称设置的压板从另一侧压紧,此时使用者推动t型支架板,使移位板在对称设置的滑槽内移位,对照刻度线,将移位板移动至所需要的位置时,使用者转动螺纹长杆将t型支架板锁紧,即可定位,此时定位孔所指向的位置就是需要打孔的位置,使用者推动顶板,使滑块带动顶板移位,直至钻杆位于定位孔的正上方,这样旋转电机带动钻杆高速转动,电动伸缩杆带动钻杆下移,进行打孔,这样进行定位打孔,误差较小,降低打孔误差,并且在对圆管打孔时,使用者将螺纹环拧松,此时转动套筒,改变压板的朝向,使弧形板与圆管正向对,这样两个弧形板即可将圆管锁紧,实现方管到圆管打孔的切换,实现同一个装置可以方管和圆管进行定位打孔。
附图说明
20.为了更清楚地说明本实用新型实施方式的技术方案,下面将将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
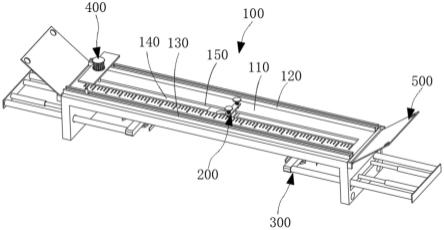
21.图1为本实用新型一种可定位式钢管加工用打孔装置的立体结构图;
22.图2为本实用新型孔位定位组件的结构图;
23.图3为本实用新型钢管定位锁紧组件的结构图;
24.图4为本实用新型遮挡组件的结构图;
25.图5为本实用新型打孔组件的结构图。
26.图中:100、定位打孔安装组件;110、定位平板架;120、第一滑槽架;130、第二滑槽架;140、矩形开槽;150、滑槽;200、孔位定位组件;210、移位板;220、定位孔;230、t型支架板;240、螺纹长杆;250、刻度线;300、钢管定位锁紧组件;310、安装条;320、导向杆;330、螺纹杆;340、套筒;350、压板;360、弧形板;370、液压杆;380、螺纹环;400、打孔组件;410、滑块;420、电动伸缩杆;430、顶板;440、旋转电机;450、钻杆;500、安装组件;510、螺纹头;520、螺纹套筒;600、遮挡组件;610、安装侧板;620、转轴;630、盖板;640、第一圆孔;650、第二圆孔;1101、矩形槽。
具体实施方式
27.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
28.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施方式的限制。
29.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一半比例作局部放大,而且示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
30.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
31.本实用新型提供一种可定位式钢管加工用打孔装置,通过设置的定位打孔安装结构、孔位定位结构、钢管定位锁紧结构和打孔结构的相互配合,达到可随身携带打孔装置对钢管进行定位打孔使用,使用灵活轻巧,并且通过结构旋转调整转换即可对方形钢管和圆形钢管进行定位打孔,方便操作,无需更换打孔装置,适用性强。
32.图1-5示出的是本实用新型一种可定位式钢管加工用打孔装置一实施方式的整体结构示意图,请参阅图1-5,本实施方式的一种可定位式钢管加工用打孔装置的主体部分包括:定位打孔安装组件100、孔位定位组件200、钢管定位锁紧组件300和打孔组件400。
33.定位打孔安装组件100用于安装孔位定位组件200,具体的,定位打孔安装组件100包括设置的定位平板架110、固定在定位平板架110表面的第一滑槽架120、设置在第一滑槽架120正对侧的第二滑槽架130、开设在定位平板架110中间位置的矩形开槽140和对称开设在矩形开槽140内的滑槽150,在具体使用时,移位板210的两侧卡合在对称设置的滑槽150内,并且移位板210在滑槽150内水平移位。
34.孔位定位组件200用于定位钻孔孔位,具体的,孔位定位组件200包括卡入至滑槽150内的移位板210、开设在移位板210表面的定位孔220、固定在移位板210表面的t型支架板230、贯穿t型支架板230的螺纹长杆240和设置在定位平板架110表面的刻度线250,在具体使用时,使用者推动t型支架板230,使移位板210在对称设置的滑槽150内移位,对照刻度
线250,将移位板210移动至所需要的位置时,使用者转动螺纹长杆240将t型支架板230锁紧,即可定位,此时定位孔220所指向的位置就是需要打孔的位置。
35.钢管定位锁紧组件300用于将钢管锁紧定位,具体的,钢管定位锁紧组件300包括设置在定位平板架110下方的安装条310、固定在安装条310侧面的导向杆320、固定在安装条310底面的螺纹杆330、与螺纹杆330套合的套筒340、连接在套筒340表面的压板350、设置在压板350正对侧并且与套筒340连接的弧形板360、固定在导向杆320顶端的横板390、连接在横板390与定位平板架110外侧壁之间的液压杆370和连接在螺纹杆330底面的螺纹环380,在具体使用时,使用者直接将定位平板架110移动到需要定位打孔的钢管位置,液压杆370收缩带动横板390下压,从而带动压板350向内侧移动压合,与方形钢管的侧壁接触,对称设置的压板350从另一侧压紧,在对圆管打孔时,使用者将螺纹环380拧松,此时转动套筒340,改变压板350的朝向,使弧形板360与圆管正向对,这样两个弧形板360即可将圆管锁紧,实现方管到圆管打孔的切换,实现同一个装置可以方管和圆管进行定位打孔。
36.打孔组件400用于钻孔,具体的,打孔组件400包括与第一滑槽架120卡合的滑块410、连接在滑块410顶面的电动伸缩杆420、安装在电动伸缩杆420顶端的顶板430、安装在顶板430表面的旋转电机440和连接在旋转电机440输出端的钻杆450,在具体使用时,使用者推动顶板430,使滑块410带动顶板430移位,直至钻杆450位于定位孔220的正上方,这样旋转电机440带动钻杆450高速转动,电动伸缩杆420带动钻杆450下移,进行打孔。
37.结合图1-图5,本实施方式的一种可定位式钢管加工用打孔装置,具体使用时,使用者直接将定位平板架110移动到需要定位打孔的钢管位置,液压杆370收缩带动横板390下压,从而带动压板350向内侧移动压合,与方形钢管的侧壁接触,对称设置的压板350从另一侧压紧,此时使用者推动t型支架板230,使移位板210在对称设置的滑槽150内移位,对照刻度线250,将移位板210移动至所需要的位置时,使用者转动螺纹长杆240将t型支架板230锁紧,即可定位,此时定位孔220所指向的位置就是需要打孔的位置,使用者推动顶板430,使滑块410带动顶板430移位,直至钻杆450位于定位孔220的正上方,这样旋转电机440带动钻杆450高速转动,电动伸缩杆420带动钻杆450下移,进行打孔,这样进行定位打孔,误差较小,降低打孔误差,并且在对圆管打孔时,使用者将螺纹环380拧松,此时转动套筒340,改变压板350的朝向,使弧形板360与圆管正向对,这样两个弧形板360即可将圆管锁紧,实现方管到圆管打孔的切换,实现同一个装置可以方管和圆管进行定位打孔。
38.进一步的,通过设置的安装组件500,可对弧形板360进行拆卸更换,这样适用于不同规格的圆杆打孔,具体的,还包括安装组件500,安装组件500包括固定在套筒340侧壁的螺纹头510和固定在弧形板360外侧的螺纹套筒520,在具体使用时,使用者通过转动弧形板360即可使螺纹头510与螺纹套筒520脱离,进行更换即可。
39.进一步的,通过设置遮挡组件600,可将定位平板架110的两端遮挡,形成平面,方便携带,具体的,还包括遮挡组件600,遮挡组件600包括固定在定位平板架110外侧壁的安装侧板610、安装在安装侧板610表面的转轴620、与转轴620连接的盖板630、开设在盖板630表面的第一圆孔640和开设在定位平板架110外侧壁的第二圆孔650,在具体使用时,液压杆370收缩,带动横板390移位收拢,这样盖板630盖合在定位平板架110的侧壁,通过螺栓贯穿第一圆孔640和第二圆孔650锁紧即可,方便携带,避免液压杆370和横板390裸露。
40.进一步的,通过设置矩形槽1101,使横板390完全嵌入矩形槽1101,保持定位平板
架110外侧壁的平整性。
41.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1