型钢型梁柱埋弧焊焊剂防漏装置及焊接系统的制作方法
1.本实用新型属于焊接技术领域,具体涉及一种型钢型梁柱埋弧焊焊剂防漏装置及焊接系统。
背景技术:
2.对于重量上百吨的钢结构钢板型箱形梁(柱)的制作,一直采用焊条电弧焊焊接,劳动强度大、效率低,工件焊后变形大、易扭曲,矫正困难,是影响交付、质量的最大瓶颈,同时也会给公司带来严重的三包质量损失。
3.埋弧焊是在电弧热的作用下,使部分焊剂熔化形成熔渣并产生某种气体,从而有效地隔绝空气,保护熔滴、熔池和焊接区,防止焊缝金属化和合金元素的烧损,并使焊接过程稳定。埋弧焊利用焊剂产生的气体、熔渣进行液态金属与空气的隔离,保证焊缝金属的力学性能,防止气孔,裂纹和夹渣等缺陷的产生,在焊接过程中起脱氧和渗合金的作用,与焊丝恰当配合,使焊缝金属获得满足要求的化学成分和力学性能。埋弧焊是电弧在焊剂层下燃烧的焊接方法,具有的焊接质量稳定、焊接生产率高、无弧光、烟少等优点。电弧不外露,电弧弧光在焊剂层下,没有弧光辐射,劳动条件好,由于埋弧焊,熔深、生产率高、机械化作业程度高,适用于焊接中厚板结构的长焊缝。埋弧焊可以有效的解决钢结构钢板型箱形梁(柱)的制作过程中的施工进度和质量问题。
4.如图4所示,当型钢型梁柱有翼板和腹板时可以形成有效的槽体,从而便于焊接的回收,方便实现整个焊接工作的有序进行,但是当型钢型梁柱没有翼板和腹板时,无法形成具有一定高度的呈90
°
夹角的槽体结构,导致焊接过程中焊剂会散落在工作台台面上,无法进行焊剂的回收,从而导致焊机无法进行连续的焊接作业,无法使得该工艺得以进一步的优化。
技术实现要素:
5.本实用新型目的是针对上述存在的问题和不足,提供一种型钢型梁柱埋弧焊焊剂防漏装置及焊接系统,能够实现对焊剂的高效回收,使得焊接作业能够正常连续进行,提高作业效率,实现没有腹板和翼板的型钢型梁柱的埋弧焊焊接作业。
6.为实现上述目的,所采取的技术方案是:
7.一种型钢型梁柱埋弧焊焊剂防漏装置,包括:
8.导向支架;
9.焊缝跟踪导轮,所述焊缝跟踪导轮通过转轴设置在所述导向支架的底部,所述焊缝跟踪导轮中部设置有环形的定位槽,所述定位槽与型钢型梁柱的待焊接侧楞对应限位;以及
10.防漏侧板,在所述导向支架的两侧均设置有防漏侧板,所述防漏侧板的下沿与待焊接侧楞处的型钢型梁柱贴合,所述防漏侧板与型钢型梁柱之间形成焊剂槽。
11.通过上述结构的设计,能够通过焊缝跟踪导轮实现焊缝的跟踪和导向,保障焊缝
的质量,提高作业的效率,实用性强,通过防漏侧板的设置可以使得防漏侧板与型钢型梁柱之间形成焊剂槽,从而便于焊剂的回收,使得整个焊接工艺能够持续进行,避免焊剂散落,减少了焊接的浪费。
12.根据本实用新型型钢型梁柱埋弧焊焊剂防漏装置,优选地,所述导向支架的两侧均设置有导向柱,所述防漏侧板上设置有相应的导向柱对应的长条形滑槽,所述防漏侧板能够相对于所述导向支架上下浮动。
13.本技术通过滑槽的设置,可以使得防漏侧板能够进行一定范围内的浮动,从而解决型钢型梁柱的侧壁不平整、存在高低起伏的微变化的问题,避免防漏侧板与型钢型梁柱之间存在间隙,提高二者的结合度,减少焊剂的散落和浪费。
14.根据本实用新型型钢型梁柱埋弧焊焊剂防漏装置,优选地,所述滑槽的底部连通设置有装配槽孔,所述导向柱外端部设置有防止导向柱脱离滑槽的防脱端头,所述装配槽孔的尺寸大于所述防脱端头的外径尺寸。
15.上述结构中的防脱端头和装配槽孔的设置,可以使得防漏侧板更稳定的装配于导向支架的两侧,也便于防漏侧板的拆装,防漏侧板能够在自身重力的作用下与型钢型梁柱保持稳定的贴合效果,实用性好。
16.根据本实用新型型钢型梁柱埋弧焊焊剂防漏装置,优选地,所述导向柱为设置在所述导向支架上的螺栓,所述导向支架的两侧均至少设置有两导向柱。本技术采用螺栓可以方便进行防漏侧板的布置,可以对整体结构进行拆除和安装,使得其能够适用于有防漏侧板和没有防漏侧板两种不同类型的焊接作业,应用范围广,可以对该结构进行灵活选用。
17.一种型钢型梁柱焊接系统,包括:
18.埋弧焊机;
19.如上述的型钢型梁柱埋弧焊焊剂防漏装置,所述导向支架上设置有送丝管,所述埋弧焊机的焊丝经送丝管送至待焊接工位;
20.焊接工作台,所述焊接工作台上设置有v型定位架,所述v型定位架用于型钢型梁柱的定位和支撑;以及
21.焊剂回收机,所述焊剂回收机的吸嘴和吸粉管均与所述焊剂槽对应设置。
22.上述结构中,v型定位架可以对型钢型梁柱进行有效的定位和支撑,使得使得焊缝能够有效的与埋弧焊机对应,也便于焊剂的回收,从而满足没有翼板和腹板的型钢型梁柱的焊接作业。
23.根据本实用新型型钢型梁柱焊接系统,优选地,所述埋弧焊机为龙门式埋弧自动焊接机。
24.采用上述技术方案,所取得的有益效果是:
25.本技术能够实现无翼板和腹板的型钢型梁柱的焊接作业,同时能够在型钢或者钢板波峰处使得防漏侧板被型钢或者钢板波峰微微顶起,在波谷处防漏侧板由于本身自重微微下沉,这样防漏侧板在工件焊接全长范围内,不论是波峰还是波谷处始终贴紧工件,使焊剂回收装置吸嘴可以正常回收焊剂,焊机可以正常连续进行焊接工作。
附图说明
26.为了更清楚地说明本实用新型实施例的技术方案,下文中将对本实用新型实施例
的附图进行简单介绍。其中,附图仅仅用于展示本实用新型的一些实施例,而非将本实用新型的全部实施例限制于此。
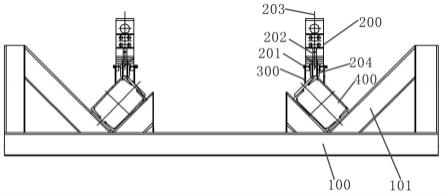
27.图1为本实用新型实施例的型钢型梁柱埋弧焊焊剂防漏装置的结构示意图。
28.图2为本实用新型实施例的防漏侧板的安装结构示意图。
29.图3为本实用新型实施例的无翼板和腹板的型钢型梁柱的结构示意图。
30.图4为有翼板和腹板的型钢型梁柱的结构示意图。
31.图中序号:
32.100为焊接工作台、101为v型定位架;
33.200为导向支架、201为导向柱、202为送丝管、203为焊丝、204为焊缝跟踪导轮;
34.300为防漏侧板、301为滑槽、302为装配槽孔;
35.400为型钢型梁柱。
具体实施方式
36.下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的示例方案进行清楚、完整地描述。除非另作定义,本实用新型使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义。
37.应注意到,当一个元件与另一元件存在“连接”、“耦合”或者“相连”的表述时,可以意味着其直接连接、耦合或相连,但应当理解的是,二者之间可能存在中间元件;即涵盖了直接连接和间接连接的位置关系。
38.应当注意到,使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
39.应注意到,“上”、“下”、“左”、“右”等指示方位或位置关系的术语,仅用于表示相对位置关系,其是为了便于描述本实用新型,而不是所指装置或元件必须具有特定的方位、以特定的方位构造和操作;当被描述对象的绝对位置改变后,则该相对位置关系也可能相应的改变。
40.参见图1-图3,本技术公开了一种型钢型梁柱埋弧焊焊剂防漏装置,包括导向支架200、焊缝跟踪导轮204和防漏侧板300,所述焊缝跟踪导轮204通过转轴设置在所述导向支架200的底部,所述焊缝跟踪导轮204中部设置有环形的定位槽,所述定位槽与型钢型梁柱的待焊接侧楞对应限位;在所述导向支架200的两侧均设置有防漏侧板300,所述防漏侧板300的下沿与待焊接侧楞处的型钢型梁柱400贴合,所述防漏侧板300与型钢型梁柱400之间形成焊剂槽。
41.通过上述结构的设计,能够通过焊缝跟踪导轮实现焊缝的跟踪和导向,保障焊缝的质量,提高作业的效率,实用性强,通过防漏侧板的设置可以使得防漏侧板与型钢型梁柱之间形成焊剂槽,从而便于焊剂的回收,使得整个焊接工艺能够持续进行,避免焊剂散落,减少了焊接的浪费。
42.进一步地,本实施例的导向支架200的两侧均设置有导向柱201,所述防漏侧板300上设置有相应的导向柱201对应的长条形滑槽301,所述防漏侧板300能够相对于所述导向支架200上下浮动。
43.本技术通过滑槽301的设置,可以使得防漏侧板能够进行一定范围内的浮动,从而解决型钢型梁柱的侧壁不平整、存在高低起伏的微变化的问题,避免防漏侧板与型钢型梁柱之间存在间隙,提高二者的结合度,减少焊剂的散落和浪费。
44.为了便于拆装,在滑槽301的底部连通设置有装配槽孔302,所述导向柱201外端部设置有防止导向柱201脱离滑槽301的防脱端头,所述装配槽孔的尺寸大于所述防脱端头的外径尺寸。上述结构中的防脱端头和装配槽孔的设置,可以使得防漏侧板更稳定的装配于导向支架的两侧,也便于防漏侧板的拆装,防漏侧板能够在自身重力的作用下与型钢型梁柱保持稳定的贴合效果,实用性好。优选地,导向柱201为设置在所述导向支架200上的螺栓,所述导向支架200的两侧均至少设置有两导向柱。本技术采用螺栓可以方便进行防漏侧板的布置,可以对整体结构进行拆除和安装,使得其能够适用于有防漏侧板和没有防漏侧板两种不同类型的焊接作业,应用范围广,可以对该结构进行灵活选用。
45.本技术还公开了一种型钢型梁柱焊接系统,包括埋弧焊机、如上述的型钢型梁柱埋弧焊焊剂防漏装置、焊接工作台100和焊剂回收机,本实施例中的埋弧焊机为龙门式埋弧自动焊接机,所述导向支架上设置有送丝管,所述埋弧焊机的焊丝经送丝管送至待焊接工位;所述焊接工作台上设置有v型定位架,所述v型定位架101用于型钢型梁柱的定位和支撑;所述焊剂回收机的吸嘴和吸粉管均与所述焊剂槽对应设置。
46.上述结构中,v型定位架可以对型钢型梁柱进行有效的定位和支撑,使得使得焊缝能够有效的与埋弧焊机对应,也便于焊剂的回收,从而满足没有翼板和腹板的型钢型梁柱的焊接作业。
47.进一步地,本实施例选用的hmzg-1250龙门式埋弧自动焊接机采用门架式主体结构,双侧驱动,变频无级调速;焊缝跟踪采用机械导轮形式,左右及上下操作均采用气动控制。工件放置采用焊件v型架,船形焊接,单弧单丝,配箱梁(柱)导弧架一套,配成都振中mz-1250埋弧焊电源2台。经过多次调试及试验,公司生产的一台98吨余热锅炉,98y0100-0产品钢结构钢板型箱形梁(柱)重量达258吨,通过上述焊接系统,98y0100-0产品钢架钢板型箱形梁(柱)焊接焊缝成形、焊接质量及焊缝位置均良好。hmzg-1250龙门式埋弧自动焊接机的调试成功,缓解了我公司在钢板型箱形梁(柱)焊接问题上一直困扰进度和质量问题。生产效率大幅提高,焊材使用成本也降低约40%,改用埋弧焊后只发生挠曲变形,扭曲问题得到根本解决。
48.埋弧焊焊剂对焊缝的保护成为焊接工作的关键,直接影响焊缝金属的力学性能(尤其是塑性和低温韧性)、抗裂性、焊接缺陷发生率和焊接生产率。为避免焊剂过多散落,需要特殊的装置来确保焊剂覆盖焊缝区。焊剂的回收涉及到的设备有焊剂回收机2台、焊剂斗2套、吸嘴2只和吸粉管。
49.采购型钢在长度方向上有直线度误差导致型钢在长度方向上有高、低的波峰、波谷起伏,钢板下料后也同样存在长度方向的直线度误差,为使防漏侧板在任何情况下始终贴紧工件表面,我们在防漏装置上加工长槽孔(滑槽),在焊接型钢形式的梁柱时将防漏侧板从滑槽孔下端φ15装配槽孔套装入导向支架两侧配作的内六角圆柱头螺钉m8x30上,在型钢或者钢板波峰处防漏装置被工件型钢或者钢板波峰微微顶起,在波谷处防漏侧板由于本身自重微微下沉,这样防漏侧板在工件焊接全长范围内,不论是波峰还是波谷处始终贴紧工件,使焊剂回收装置的吸嘴可以正常回收焊剂,焊机可以正常连续进行焊接工作。
50.上文已详细描述了用于实现本实用新型的较佳实施例,但应理解,这些实施例的作用仅在于举例,而不在于以任何方式限制本实用新型的范围、适用或构造。本实用新型的保护范围由所附权利要求及其等同方式限定。所属领域的普通技术人员可以在本实用新型的教导下对前述各实施例作出诸多改变,这些改变均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1