一种自动切线装置的制作方法
1.本实用新型涉及机械加工设备领域,尤其涉及一种自动切线装置。
背景技术:
2.随着经济的快速发展和进步,电子产品成为我们生活中不可缺少的东西,线缆等数据线作为手机、电脑或其它通讯设备连接的配套设备,对其质量要求越来越高。传统的线缆体切割都是采用人工使用裁剪装置进行切割,采用人工切线不仅效率低,容易产生误差,而且人工成本高,使用自动化设备进行生产已是大多数企业的选择,一方面可以节约成本,另一方面可以提高生产效率,保证产品加工质量的一致性和稳定性。因此需要一种自动切线装置。
技术实现要素:
3.本实用新型的目的在于提供一种自动切线装置,解决现有人工切线效率低,成本高的技术问题。本实用新型结构简单,便于操作,以机械化代替人工作业,实现自动切线功能,切线速度快且准,不容易产生误差,即可以节约成本,又可以提高生产效率,保证切线质量的一致性和稳定性,适于大规模生产使用。
4.为了实现上述目的,本实用新型采用的技术方案如下:
5.一种自动切线装置,包括入料皮带、定位机构、切线机构和三轴移动机构,入料皮带设置在三轴移动机构上,定位机构与入料皮带的一侧固定连接,且定位机构设置在三轴移动机构上,切线机构设置在入料皮带的上方,切线机构的一端与三轴移动机构固定连接。
6.进一步地,入料皮带包括入料皮带本体和马达,马达设置在入料皮带本体一端的侧边,入料皮带本体中部的侧边设置有治具定位气缸,治具定位气缸的两边分别设置有到位气缸和阻挡气缸,且阻挡气缸设置在靠近马达的一侧,靠近到位气缸的一侧设置有感应器。
7.进一步地,定位机构包括定位上下气缸、定位杆和定位压杆,定位上下气缸设置在入料皮带本体的两端的一侧,定位上下气缸的底端设置在三轴移动机构上,定位杆横跨在定位上下气缸的顶端,定位压杆竖直穿过定位杆设置,定位杆设置为两端平中部凸的结构。
8.进一步地,三轴移动机构包括三轴平台、倒u形支架、三轴机械手、x轴马达、y轴马达和z轴马达,三轴平台的前端的一侧设置有触摸屏,y轴马达设置在三轴平台的内部,倒u形支架的底端与三轴平台的两侧固定设置,倒u形支架的顶端横跨在三轴平台的上方,三轴机械手和x轴马达设置在倒u形支架上,三轴机械手在倒u形支架上左右活动设置,z轴马达设置在三轴机械手上。
9.进一步地,切线机构包括切断线尾机构、连接板和滑轨,连接板固定连接在三轴机械手上,两个滑轨的后端设置在连接板的一侧,滑轨上设置有若干个滑片,断线尾机构设置在滑轨上。
10.进一步地,切断线尾机构包括后端搬运线尾移动气缸、前端搬运线尾移动气缸、后
端夹线尾气缸、切断线尾气缸和前端夹线尾气缸,后端搬运线尾移动气缸和前端搬运线尾移动气缸的输出轴上分别设置有前端l形固定块和后端l形固定块,前端l形固定块设置在前端的滑片的上方,后端l形固定块设置在滑轨的一侧,后端夹线尾气缸和前端夹线尾气缸分别设置在滑轨两端的下方,后端夹线尾气缸与后端l形固定块固定连接,后端夹线尾气缸的底端设置有后端夹子,前端夹线尾气缸通过固定板与前端l形固定块固定连接,前端夹线尾气缸的底端设置有前端夹子,切断线尾气缸设置在后端夹线尾气缸和前端夹线尾气缸之间,切断线尾气缸的顶端与滑轨固定连接,切断线尾气缸的底端设置有两个切断刀。
11.本实用新型由于采用了上述技术方案,具有以下有益效果:
12.1、本实用新型的入料皮带将载制品治具输送到到位气缸,感应器感应到有载制品治具后,治具定位气缸对载制品治具进行定位,阻挡气缸阻挡下一条载制品治具进入,定位上下气缸往下运动,带动定位杆往下运动,从而定位杆上的定位压杆压紧制品后,切线机构进行切线。在进行切线前,使用定位机构将制品固定好在指定的位置,有利于切线机构能够快、准地进行切线,切线效率高,且不容易产生误差。
13.2、本实用新型的切线机构的切断线尾气缸带动切断刀对制品切断线尾后,前端搬运线尾移动气缸和后端搬运线尾移动气缸分别带动前端夹线尾气缸和后端夹线尾气缸前后运动,从而使设置在前端夹线尾气缸和后端夹线尾气缸下方的前端夹子和后端夹子将多余线尾搬运放到线尾箱,不仅能够快、准地进行切线,还能够将多余的线尾及时搬运放到线尾箱,即不耽误下一个工序的作业,又能将线尾放在一起进行回收利用。
14.3、本实用新型结构简单,便于操作,以机械化代替人工作业,实现自动切线功能,切线速度快且准,不容易产生误差,即可以节约成本,又可以提高生产效率,保证切线质量的一致性和稳定性,适于大规模生产使用。
附图说明
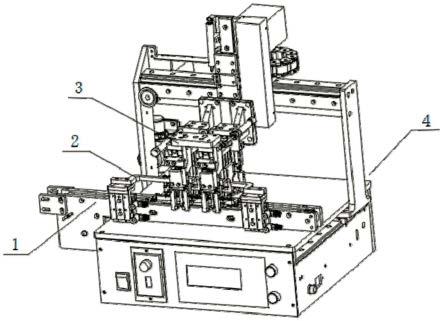
15.图1是本实用新型自动切线装置的结构示意图;
16.图2是本实用新型入料皮带与定位机构安装后的结构示意图;
17.图3是本实用新型三轴移动机构的结构示意图;
18.图4是本实用新型切线机构的结构示意图;
19.图5是本实用新型载制品治具的结构示意图;
20.图6是本实用新型切线机构切线的示意图;
21.图7是本实用新型制品切线前的示意图;
22.图8是本实用新型制品切线后的示意图。
23.附图中,1-入料皮带,11-入料皮带本体,12-马达,2-定位机构,21-定位上下气缸,22-定位杆,23-定位压杆,3-切线机构,31-切断线尾机构,311-后端搬运线尾移动气缸,312-前端搬运线尾移动气缸,313-后端夹线尾气缸,314-切断线尾气缸,315-后端夹子,316-切断刀,317-前端夹子,318-前端夹线尾气缸,319-固定板,32-连接板,33-滑轨,34-滑片,35-前端l形固定块,36-后端l形固定块,4-三轴移动机构,41-三轴平台,42-倒u形支架,43-三轴机械手,44-x轴马达,45-y轴马达,46-z轴马达,47-触摸屏,5-治具定位气缸,6-到位气缸,7-阻挡气缸,8-感应器,9-载制品治具,10-制品。
具体实施方式
24.为使本实用新型的目的、技术方案及优点更加清楚明白,以下参照附图并举出优选实施例,对本实用新型进一步详细说明。然而,需要说明的是,说明书中列出的许多细节仅仅是为了使读者对本发明的一个或多个方面有一个透彻的理解,即便没有这些特定的细节也可以实现本实用新型的这些方面。
25.如图1-8所示,一种自动切线装置,包括入料皮带1、定位机构2、切线机构3和三轴移动机构4,入料皮带1设置在三轴移动机构4上,定位机构2与入料皮带1的一侧固定连接,且定位机构2设置在三轴移动机构4上,切线机构3设置在入料皮带1的上方,切线机构3的一端与三轴移动机构4固定连接。自动切线装置通过入料皮带1将载制品治具9输送到到位气缸6处,由定位机构2的定位压杆23将载制品治具9固定,三轴移动机构4带动切线机构3运动,切线机构3对固定好在载制品治具9上的制品10进行切线,切线机构3的前端夹子317和后端夹子315将多余的线尾搬运放到线尾箱进行回收利用。自动切线装置结构简单,便于操作,以机械化代替人工作业,实现自动切线功能,切线速度快且准,不容易产生误差,即可以节约成本,又可以提高生产效率,保证切线质量的一致性和稳定性,适于大规模生产使用。
26.如图2所示,入料皮带1包括入料皮带本体11和马达12,马达12设置在入料皮带本体11一端的侧边,入料皮带本体11中部的侧边设置有治具定位气缸5,治具定位气缸5的两边分别设置有到位气缸6和阻挡气缸7,且阻挡气缸7设置在靠近马达12的一侧,靠近到位气缸6的一侧设置有感应器8。定位机构2包括定位上下气缸21、定位杆22和定位压杆23,定位上下气缸21设置在入料皮带本体11的两端的一侧,定位上下气缸21的底端设置在三轴移动机构4上,定位杆22横跨在定位上下气缸21的顶端,定位压杆23竖直穿过定位杆22设置,定位杆22设置为两端平中部凸的结构。启动马达12带动入料皮带本体11运动,载制品治具9从入料皮带本体11入口进入,入料皮带本体11将载制品治具9送到到位气缸6处,感应器8感应到有载制品治具9,治具定位气缸5对载制品治具9进行定位,停止马达12,启动阻挡气缸7阻挡下一条载制品治具9进入,然后启动定位上下气缸21往下运动,定位上下气缸21带动定位杆22往下运动,从而定位杆22上的定位压杆23压紧制品10,入料皮带1和定位机构2将载制品治具9固定好后,切线机构3对制品10进行切线。切线完成后,复位定位上下气缸21,带动定位杆22网上运动,从而定位杆22上的定位压杆23也往上运动,定位压杆23不再对载制品治具9压紧,启动到位气缸6打开,启动马达12将载制品治具9输送出去,载制品治具9输送出去完成后,复位到位气缸6,再复位阻挡气缸7让下一条载制品治具9流入到到位气缸6处。在进行切线前,使用定位机构将制品固定好在指定的位置,有利于切线机构能够快、准地进行切线,切线效率高,且不容易产生误差。
27.如图3-4所示,三轴移动机构4包括三轴平台41、倒u形支架42、三轴机械手43、x轴马达44、y轴马达45和z轴马达46,三轴平台41的前端的一侧设置有触摸屏47,y轴马达45设置在三轴平台41的内部,倒u形支架42的底端与三轴平台41的两侧固定设置,倒u形支架42的顶端横跨在三轴平台41的上方,三轴机械手43和x轴马达44设置在倒u形支架42上,三轴机械手43在倒u形支架42上左右活动设置,z轴马达46设置在三轴机械手43上。切线机构3包括切断线尾机构31、连接板32和滑轨33,连接板32固定连接在三轴机械手43上,两个滑轨33的后端设置在连接板32的一侧,滑轨33上设置有若干个滑片34,断线尾机构31设置在滑轨33上。断线尾机构31通过连接板32和滑轨33与三轴机械手43连接,z轴马达46可以带动切断
线尾机构31上下运动,x轴马达44可以带动切断线尾机构31前后运动,y轴马达45可以带动切断线尾机构31左右运动,三轴移动机构4的设置使切线机构3能够实现上下、左右和前后的移动,非常灵活多变
28.如图4-8所示,切断线尾机构31包括后端搬运线尾移动气缸311、前端搬运线尾移动气缸312、后端夹线尾气缸313、切断线尾气缸314和前端夹线尾气缸318,后端搬运线尾移动气缸311和前端搬运线尾移动气缸312的输出轴上分别设置有前端l形固定块35和后端l形固定块36,前端l形固定块35设置在前端的滑片34的上方,后端l形固定块36设置在滑轨33的一侧,后端夹线尾气缸313和前端夹线尾气缸318分别设置在滑轨33两端的下方,后端夹线尾气缸313与后端l形固定块36固定连接,后端夹线尾气缸313的底端设置有后端夹子315,前端夹线尾气缸318通过固定板319与前端l形固定块35固定连接,前端夹线尾气缸318的底端设置有前端夹子317,切断线尾气缸314设置在后端夹线尾气缸313和前端夹线尾气缸318之间,切断线尾气缸314的顶端与滑轨33固定连接,切断线尾气缸314的底端设置有两个切断刀316。切断线尾气缸314带动切断刀316对制品10切断线尾后,前端搬运线尾移动气缸312和后端搬运线尾移动气缸311分别带动前端夹线尾气缸318和后端夹线尾气缸313前后运动,从而使设置在前端夹线尾气缸318和后端夹线尾气缸313下方的前端夹子317和后端夹子315将多余线尾搬运放到线尾箱。在进行切线前,定位机构2将制品10固定好在指定的位置,不仅能够快、准地进行切线,还能够将多余的线尾及时搬运放到线尾箱,即不耽误下一个工序的作业,又能将线尾放在一起进行回收利用。
29.工作原理:
30.载制品治具9从入料皮带1进入到到位气缸6处,感应器8感应到有载制品治具9,治具定位气缸5对载制品治具9进行定位,阻挡气缸7阻挡下一条载制品治具9进入,然后定位机构2的定位上下气缸21往下运动,定位上下气缸21带动定位杆22往下运动,从而定位杆22上的定位压杆23压紧制品10;三轴移动机构4带动切断线尾机构31运动到固定载制品治具9的位置,切断线尾气缸314带动切断刀316对制品10切断线尾;切断线尾后,前端搬运线尾移动气缸312和后端搬运线尾移动气缸311分别带动前端夹线尾气缸318和后端夹线尾气缸313前后运动,设置在前端夹线尾气缸318和后端夹线尾气缸313下方的前端夹子317和后端夹子315将多余线尾搬运放到线尾箱;切线完成后,复位定位上下气缸21,启动到位气缸6打开,启动马达12将载制品治具9输送出去,载制品治具9输送出去完成后,复位到位气缸6,再复位阻挡气缸7让下一条载制品治具9流入到到位气缸6处,重复前面的操作至全部制品10完成切线。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1