一种瓶盖垫片自动压装机的制作方法
1.本技术涉及瓶盖生产技术的领域,尤其是涉及一种瓶盖垫片自动压装机。
背景技术:
2.瓶盖是密封瓶子用的,根据不同的功用,有不同形状、不同操作方法的瓶盖,一般是圆形、环状。
3.相关技术中,瓶盖为保证密封性,通常在瓶盖内设置有用于密封的垫片。由于瓶盖和垫片使用的材质不同,在生产时,瓶盖和垫片需要单独生产,垫片和瓶盖生产出来后需要进行组装。为此,发明人提供一种瓶盖垫片自动压装机。
技术实现要素:
4.为了方便垫片的安装,本技术提供一种瓶盖垫片自动压装机,具有自动化程度高、生产效率高的效果。
5.本技术提供的一种瓶盖垫片自动压装机采用如下的技术方案:
6.一种瓶盖垫片自动压装机,包括工作台,转动固定在所述工作台上的转盘以及驱动所述转盘转动的第一驱动件,在所述转盘的周侧开设有用于放置瓶盖的料槽,在所述工作台上于所述转盘的周侧固定有挡板,在所述挡板上开设有进料口和出料口,在所述进料口和所述出料口处均设置有用于进料和出料的传送带,在所述工作台上于所述挡板的一侧设置有用于压装垫片的压装组件和用于向所述压装组件提供垫片的上料组件,所述上料组件位于所述压装组件的上方,所述压装组件包括旋转升降设置的真空气头和用于向所述真空气头提供真空的真空源。
7.通过采用上述技术方案,在工作台上设置转盘并在转盘周侧固定挡板,使用时,通过传送带将瓶盖从进料口送入转盘的料槽内,通过转盘带动瓶盖转动向压装组件处运动,挡板可以预防瓶盖从转盘的料槽内脱出;在瓶盖运行到压装组件处时,通过真空气头上升将垫片从上料组件处吸出,真空再转动180
°
并下降,将垫片压入瓶盖;装有垫片的瓶盖跟随转盘继续转动,并从出料口处输出,整体结构自动化程度高、有助于提高生产效率。
8.可选的,所述压装组件还包括用于驱动所述真空气头转动的第二驱动件、用于驱动所述真空气头升降的第三驱动件以及用于固定所述第二驱动件的固定板,所述工作台上对应所述固定板的位置竖直固定有导向柱,所述固定板上开设有导向孔,所述导向柱滑插于所述导向孔内,所述第三驱动件固定在所述工作台上,所述第三驱动件的输出端连接所述固定板。
9.通过采用上述技术方案,在工作台上设置导向柱,将第二驱动件固定在固定板上,通过第三驱动件驱动固定板沿导向柱上下运动,可以有效提高真空气头上下运动的位置精度;通过第二驱动件驱动气头转动180
°
,结构简单、实用。
10.可选的,所述挡板上对应所述真空气头的位置固定有挡片,所述挡片上贯穿开设有供所述真空气头通过的避让孔。
11.通过采用上述技术方案,在挡板上设置挡片,在真空气头将垫片压入瓶盖后上行的过程中,挡片可以挡住瓶盖,预防瓶盖跟随真空气头上行影响正常运行。
12.可选的,所述上料组件包括固定在所述工作台上的出料板,所述出料板位于所述真空气头的上方,所述出料板上贯穿开设有供垫片通过的出料孔,所述出料孔的侧壁上于靠近所述真空气头的一端设置有直径小于所述出料孔的限料环凸,所述限料环凸的内径大于所述真空气头的外径。
13.通过采用上述技术方案,设置出料板,使用时,将垫片堆叠在出料孔内,限料环凸可以预防垫片从出料孔内脱出;在真空气头上行时,真空气头从限料环凸插入并将垫片吸住下拉,被吸住的垫片产生弹性形变从限料环凸脱出,而上面的垫片仍被限料环凸挡住,结构简单、出料方便。
14.可选的,所述出料板远离所述真空气头的一端竖直固定有导料杆,所述导料杆沿所述出料口的圆周方向设置有多个。
15.通过采用上述技术方案,垫片可以堆叠在导料杆之间,从而有效提高垫片的安装量。
16.可选的,所述进料口处的所述传送带的上方固定有多个导向板,所述导向板沿所述传送带的长度方向布置,所述导向板之间形成有供瓶盖通过的进料通道,所述压装组件和所述上料组件对应所述进料通道设置有多道。
17.通过采用上述技术方案,由于常规的传送带宽度较宽,而瓶盖直径较小,设置导向板可以将传动带的上侧分隔成多道供瓶盖通过的进料通道,再对应进料通道设置多个压装组件和上料组件,可以有效提高生产效率。
18.可选的,所述导向板远离所述传送带的一侧固定有挡料板。
19.通过采用上述技术方案,设置挡料板可以预防瓶盖从进料通道内掉出。
20.可选的,所述工作台上于所述进料通道靠近所述进料口的一端设置有挡料气缸。
21.通过采用上述技术方案,设置挡料气缸,挡料气缸可以将瓶盖阻隔在进料口处,根据转盘的转动步速控制瓶盖通过进入料槽,可以有效预防瓶盖堆积在进料口处影响正常运行。
22.可选的,所述出料口处的所述传送带上设置与用于监测瓶盖是否安装有垫片的传感器和用于将瓶盖拨到所述传感器一侧的拨杆,所述传送带于所述传感器一侧设置有吹气头,所述吹气头与所述传感器电连接,所述传送带远离所述吹气头一侧设置有废品仓。
23.通过采用上述技术方案,在瓶盖从出料口出料时,拨杆将瓶盖拨到传感器一侧,通过传感器检测瓶盖是否装有垫片,若检测到瓶盖未装垫片,传感器对外输出信号,控制吹气头吹气,将未装垫片的瓶盖吹入废品仓内,从而实现不合格品与合格品的筛分。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过采用上述技术方案,在工作台上设置转盘并在转盘周侧固定挡板,使用时,通过传送带将瓶盖从进料口送入转盘的料槽内,通过转盘带动瓶盖转动向压装组件处运动,挡板可以预防瓶盖从转盘的料槽内脱出,在瓶盖运行到压装组件处时,通过真空气头上升将垫片从上料组件处吸出,真空旋转180
°
并下降,将垫片压入瓶盖,装有垫片的瓶盖跟随转盘继续转动,并从出料口处输出,整体结构自动化程度高、有助于提高生产效率;
26.2.通过在设置第二驱动件、第三驱动件、固定板和导向柱,将第二驱动件固定在固
定板上,通过第三驱动件驱动固定板沿导向柱上下运动,可以有效提高真空气头上下运动的位置精度,同时,通过第二驱动件驱动气头转动180
°
,结构简单、实用;
27.3.通过设置出料板,在出料板上设置出料孔和限料环凸,使用时,将垫片堆叠在出料孔内,限料环凸可以预防垫片从出料孔内脱出,在真空气头上行时,真空气头从限料环凸插入并将垫片吸住下拉,被吸住的垫片产生弹性形变从限料环凸脱出,而上方的垫片仍被限料环凸挡住,实现自动出料,结构简单、实用。
附图说明
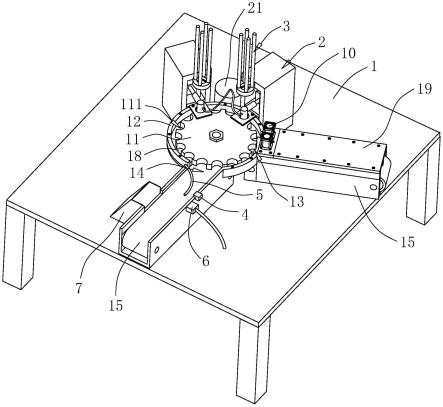
28.图1是本技术实施例的整体结构示意图;
29.图2是本技术实施例的局部结构示意图;
30.图3是图2中a区域的放大视图;
31.图4是图2中b区域的放大视图。
32.附图标记:1、工作台;11、转盘;111、料槽;12、挡板;13、进料口;14、出料口;15、传送带;16、导向板;17、进料通道;18、托板;19、挡料板;10、挡料气缸;2、压装组件;20、真空气头;21、真空源;22、第二驱动件;23、第三驱动件;24、固定板;241、导向孔;25、导向柱;26、壳体;27、挡片;271、避让孔;3、上料组件;31、出料板;311、出料孔;312、限料环凸;32、导料杆;4、传感器;5、拨杆;6、吹气头;7、废品仓。
具体实施方式
33.以下结合附图1-4对本技术作进一步详细说明。
34.本技术实施例公开了一种瓶盖垫片自动压装机,参照图1和图2,包括工作台1,在工作台1上设置有转盘11和驱动转盘11的第一驱动件,转盘11为圆形板体,在转盘11的周侧均匀开设有多个用于放置瓶盖的料槽111,转盘11转动固定在工作台1上侧;第一驱动件设置为伺服电机,第一驱动件固定在工作台1下侧,第一驱动件的转轴固定于转盘11的中心处;在转盘11的下侧于工作台1上固定有托板18,托板18用于托住瓶盖底部;在托板18上侧于转盘11的周侧固定有预防瓶盖从料槽111脱出的挡板12,在挡板12上开设有进料口13和出料口14;在进料口13和出料口14处均安装有传送带15,传送带15延伸至转盘11下侧;在工作台1上侧还设置有用于压装垫片的压装组件2和用于对压装组件2上料的上料组件3。
35.在进料口13处的传送带15上侧于工作台1上固定有多个导向板16,导向板16沿传送带15的长度方向设置,相邻导向板16之间留有供瓶盖通过的进料通道17。在导向板16的上端固定有透明的挡料板19,挡料板19可以预防瓶盖从进料通道17内滑出,同时可以透过挡料板19观察瓶盖的运输情况。在导向板16靠近进料口13的一端安装有挡料气缸10,挡料气缸10对应进料通道17的数量设置,挡料气缸10的活塞杆朝向传送带15一侧。在使用时,通过控制挡料气缸10活塞杆伸出阻挡瓶盖向出料口14一侧移动,根据转盘11的转动步速控制瓶盖通过,每条进料通过单次仅通过一个瓶盖,预防瓶盖堆积在进料口13处影响正常运转。
36.参照图2和图3,压装组件2对应进料通道17的数量设置有多组,压装组件2包括真空气头20、真空源21、第二驱动件22、第三驱动件23和固定板24,真空气头20设置为一侧设开口的圆柱状管体,真空源21设置为真空泵,真空源21固定在工作台1上,真空气头20和真空泵之间通过气管连接。在工作台1上于挡板12一侧竖直固定有导向柱25,固定板24为矩形
板体,在固定板24上开设有导向孔241,导向柱25滑插于导向孔241内。第二驱动件22设置为伺服电机,第二驱动件22固定在固定板24上,第二驱动件22的输出端朝向转盘11一侧,真空气头20固定在第二驱动件22的转轴上。第三驱动件23设置为气缸,第三驱动件23固定在工作台1上侧于固定板24下方,第三驱动件23的活塞杆固定在固定板24的下侧。
37.在压装组件2的外侧还罩设有壳体26,在挡板12上侧对应真空气头20的位置固定有挡片27,挡片27上贯穿开设有用于插设真空气头20的避让孔271。
38.参照图3和图4,上料组件3对应压装组件2的数量设置,上料组件3包括固定在壳体26上的出料板31和固定在出料板31上的导料杆32。出料板31为圆形板体,出料板31位于真空气头20的上方,在出料板31上竖直贯穿开设有用供垫片通过的出料孔311,出料孔311的侧壁上于靠近真空气头20的一端一体设置有直径小于出料孔311的限料环凸312,限料环凸312的内径大于真空气头20的外径。导料杆32竖直固定在出料板31远离真空气头20的一侧,导料杆32沿出料孔311的圆周方向固定有多根。使用时,将垫片堆叠放置在导料杆32之间,垫片在重力下沿着导料杆32滑入出料孔311内,在限料环凸312的阻挡下垫片不会从出料孔311内脱出。
39.正常工作时,第三驱动件23驱动固定板24上行,第二驱动件22驱动真空气头20向上旋转,使真空气头20插入限料环凸312内;同时,真空源21对真空气头20提供真空力,使真空气头20吸住垫片;第三驱动件23再驱动固定板24下行,由于垫片具有一定的弹性,真空气头20将垫片从限料环凸312内拉出,而上侧的垫片任被限料环凸312阻隔无法下落;与此同时第二驱动件22驱动真空气头20向下旋转180
°
,真空气头20将垫片压入瓶盖,同时,真空源21切断真空,使垫片压紧在瓶盖内,如此反复运转,实现自动安装垫片。在真空气头20将垫片压入瓶盖后,在真空气头20上行过程中,挡片27会挡住瓶盖,预防瓶盖跟随真空气头20上移。
40.出料口14处的传送带15上设置有用于监测瓶盖是否安装有垫片的传感器4和用于将瓶盖拨到传感器4一侧的拨杆5。传感器4固定在传送带15的一侧,拨杆5固定在传送带15的另一侧,拨杆5沿传送带15出料的方向向传感器4一侧倾斜,使出料口14处的瓶盖沿拨杆5滑动到传感器4处。传送带15于传感器4一侧设置有吹气头6,吹气头6连接气源,吹气头6与传感器4电连接,传送带15远离吹气头6一侧设置有废品仓7。在传感器4检测到有未装垫片的瓶盖时,传感器4对外输出信号,控制吹气头6吹气,将未装垫片的瓶盖吹入对面的废品仓7内,从而实现不合格品与合格品的筛分。
41.本技术实施例公开的一种瓶盖垫片自动压装机的实施原理为:通过在工作台1上设置转盘11、压装组件2和上料组件3,通过转盘11将瓶盖不断的向压装组件2输送,再通过真空气头20将垫片从上料组件3吸出然后压入瓶盖内;装好垫片的瓶盖在转盘11的带动下从出料口14输出,再经传感器4检查,筛分出不合格品。整体结构简单、自动化程度高,有助于提高整体的生产效率。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1