用于加油管路管端连续成型生产线的冲孔结构的制作方法
本技术涉及加油管路加工,具体的涉及一种用于加油管路管端连续成型生产线的冲孔结构。
背景技术:
1、加油管路在成型之后会对其表面进行铣削加工,然后还要对管端进行平端面、倒角、冲孔以及冲扁等加工工序,其中在进行冲孔加工时需要用到专门的工装,而且不同规格的加油管路需要用到不同的工装,因此大大增加了加油管路加工的成本,并且由于加油管路冲孔位置的精度要求较高,因此实际加工时都需要手动调节加油管路,十分麻烦,所以为了解决上述问题设计一种用于加油管路管端连续成型生产线的冲孔结构则显得尤为重要。
技术实现思路
1、本实用新型为了解决上述问题设计了一种用于加油管路管端连续成型生产线的冲孔结构,能够通过回转机构带着加油管路进行旋转,从而自动调节加油管路管端的冲孔位置,起到了增加实用性能和提高加工效率的作用。
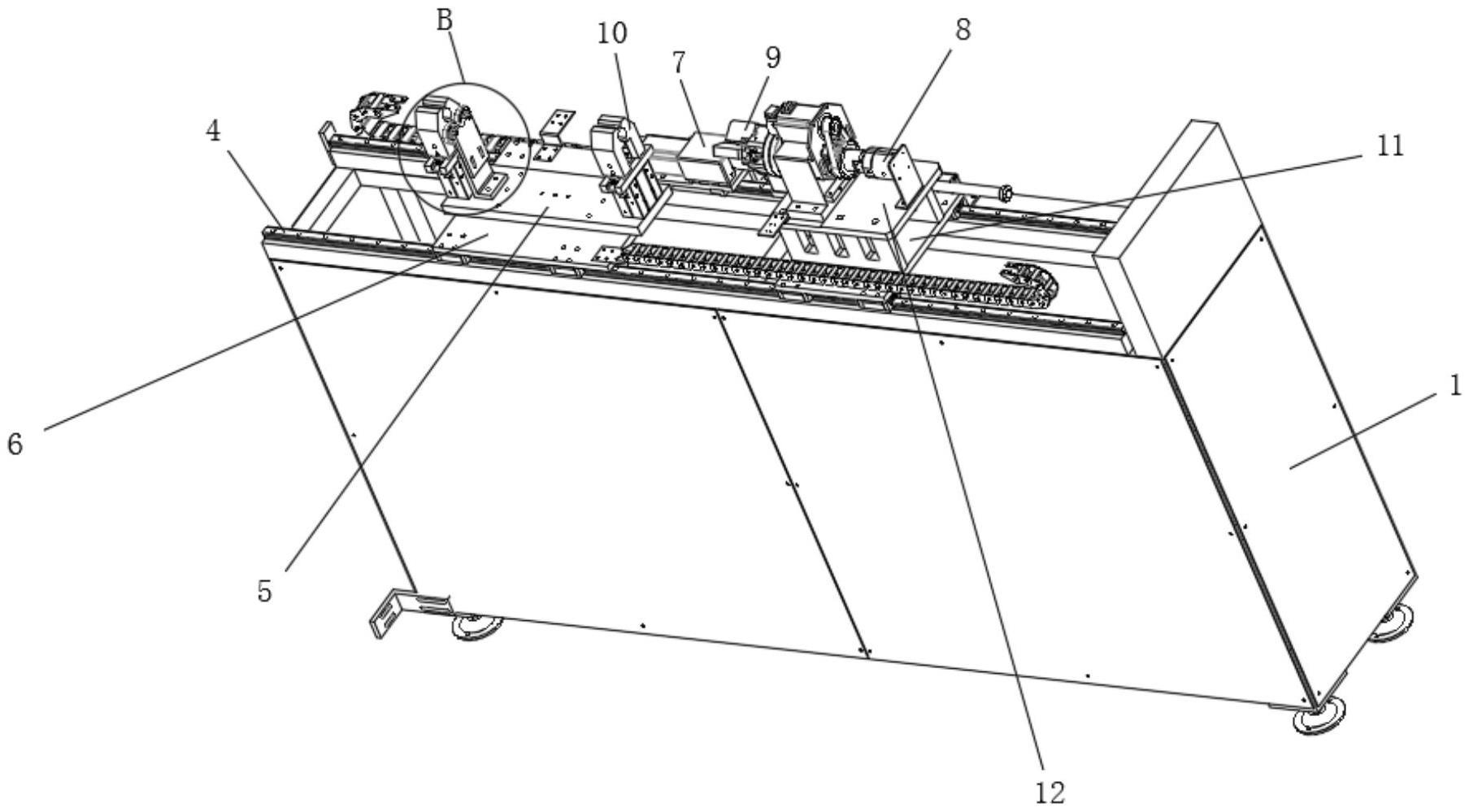
2、为解决上述的技术问题,本实用新型提供了一种用于加油管路管端连续成型生产线的冲孔结构,其特征在于:包括支撑架、支撑板、滑轨、管夹组件、回转机构、步进电机和位置调节机构,所述的支撑架上设置有两条相互平行的滑轨,所述的支撑板固定在安装板的顶部,所述的安装板通过设置在底部的第一滑块连接在两条滑轨上,所述的回转机构设置在滑板的顶部,所述的滑板通过设置在底部的第二滑块连接在两条滑轨上,所述的滑板通过位置调节机构与安装板相连,所述的步进电机安装在支撑架上并且其的出轴端与安装板相连,所述的支撑板在步进电机的作用下通过安装板的带动沿着滑轨进行平移,所述的管夹组件设置有两个,两个管夹组件一前一后设置在支撑板上。
3、进一步:所述的回转机构是由回转电机、电动管夹组件所组成,所述的回转电机安装在固定板的顶部,所述的固定板设置在滑板的正上方并与其固定连接,所述电动管夹组件通过皮带轮传动机构与回转电机,通过电动管夹组件对加油管路的一端进行夹紧。
4、又进一步:所述的位置调节机构包括伺服电机、丝杠和活灵,所述的伺服电机固定在安装板的顶部并且其的出轴端与丝杠相连,所述活灵固定在滑板的顶部,所述的滑板通过活灵与丝杠相连。
5、又进一步:两条滑轨中的一条滑轨的一端设置有一块限位板,另一条滑轨相反的一端也设置有一块限位板。
6、再进一步:所述的支撑板上通过l型固定板还连接有一块侧板,所述的侧板竖直放置并且其朝向管夹组件的一侧还安装有两个辅助导向轮,两个辅助导向轮平行设置并且转动连接在侧板上。
7、采用上述结构后,本实用新型能够通过回转机构带着加油管路进行旋转,从而自动调节加油管路管端的冲孔位置,起到了增加实用性能的作用;并且本设计还具有结构简单、易于制造和实用高效的优点。
技术特征:
1.一种用于加油管路管端连续成型生产线的冲孔结构,其特征在于:包括支撑架(1)、支撑板(5)、滑轨(4)、管夹组件(10)、回转机构、步进电机(19)和位置调节机构,所述的支撑架上设置有两条相互平行的滑轨,所述的支撑板固定在安装板(6)的顶部,所述的安装板通过设置在底部的第一滑块(21)连接在两条滑轨上,所述的回转机构设置在滑板(11)的顶部,所述的滑板通过设置在底部的第二滑块(13)连接在两条滑轨上,所述的滑板通过位置调节机构与安装板相连,所述的步进电机安装在支撑架上并且其的出轴端与安装板相连,所述的支撑板在步进电机的作用下通过安装板的带动沿着滑轨进行平移,所述的管夹组件设置有两个,两个管夹组件一前一后设置在支撑板上。
2.根据权利要求1所述的用于加油管路管端连续成型生产线的冲孔结构,其特征在于:所述的回转机构是由回转电机(8)、电动管夹组件(9)所组成,所述的回转电机安装在固定板(12)的顶部,所述的固定板设置在滑板的正上方并与其固定连接,所述电动管夹组件通过皮带轮传动机构与回转电机,通过电动管夹组件对加油管路的一端进行夹紧。
3.根据权利要求1所述的用于加油管路管端连续成型生产线的冲孔结构,其特征在于:所述的位置调节机构包括伺服电机(7)、丝杠(14)和活灵(18),所述的伺服电机固定在安装板的顶部并且其的出轴端与丝杠相连,所述活灵固定在滑板的顶部,所述的滑板通过活灵与丝杠相连。
4.根据权利要求1所述的用于加油管路管端连续成型生产线的冲孔结构,其特征在于:两条滑轨中的一条滑轨的一端设置有一块限位板(20),另一条滑轨相反的一端也设置有一块限位板。
5.根据权利要求1所述的用于加油管路管端连续成型生产线的冲孔结构,其特征在于:所述的支撑板上通过l型固定板(17)还连接有一块侧板(16),所述的侧板竖直放置并且其朝向管夹组件的一侧还安装有两个辅助导向轮(15),两个辅助导向轮平行设置并且转动连接在侧板上。
技术总结
本技术涉及一种用于加油管路管端连续成型生产线的冲孔结构,其特征在于:包括支撑架、支撑板、滑轨、管夹组件、回转机构、步进电机和位置调节机构,所述的支撑架上设置有两条相互平行的滑轨,所述的支撑板固定在安装板的顶部,所述的安装板通过设置在底部的第一滑块连接在两条滑轨上,所述的回转机构设置在滑板的顶部,所述的滑板通过设置在底部的第二滑块连接在两条滑轨上,所述的滑板通过位置调节机构与安装板相连,所述的步进电机安装在支撑架上并且其的出轴端与安装板相连。本设计通过回转机构代替人工手动完成对加油管路冲孔位置的调节,起到了提高加工效率的作用。
技术研发人员:杜哲群,许后继,陈国平
受保护的技术使用者:宝顿电子机械股份有限公司
技术研发日:20220901
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!