一种紧凑型的伸缩定位销结构的制作方法
本技术涉及车身工装,特别涉及一种紧凑型的伸缩定位销结构。
背景技术:
1、小型乘用车白车身较小,但是零件数量与普通车基本一致,大约有300个冲压单件,每个零件都需要用到3-2-1定位原则进行有效定位,部分小件与本体件由于受到位置、造型和冲压角度影响,小件定位孔00轴线和本体件定位孔20轴线有夹角(如图1所示),此时小件的定位销需要用到伸缩机构才能够实现顺利装件取件,另外现有小件紧凑型定位机构主要运用双导轨气缸30带动定位销40(如图2所示)。
2、现有小件紧凑型定位机构存在以下缺陷:
3、1、小型车的总成零件小,使用双导轨伸缩机构,夹具支基布置困难;
4、2、机器人焊钳焊接空间小、轨迹复杂,焊接效率低;
5、3、定位销与气缸位置偏离较远,受杠杆效应影响,定位销垂直精度难保证。
技术实现思路
1、本实用新型的主要目的在于提出一种紧凑型的伸缩定位销结构,旨在增加机器人焊钳通道,提升焊接效率,提升零件稳定性,避免出现有效定位焊点无法焊接,导致零件定位焊后刚性不足,搬运及补焊后,零件质量状态不稳定。
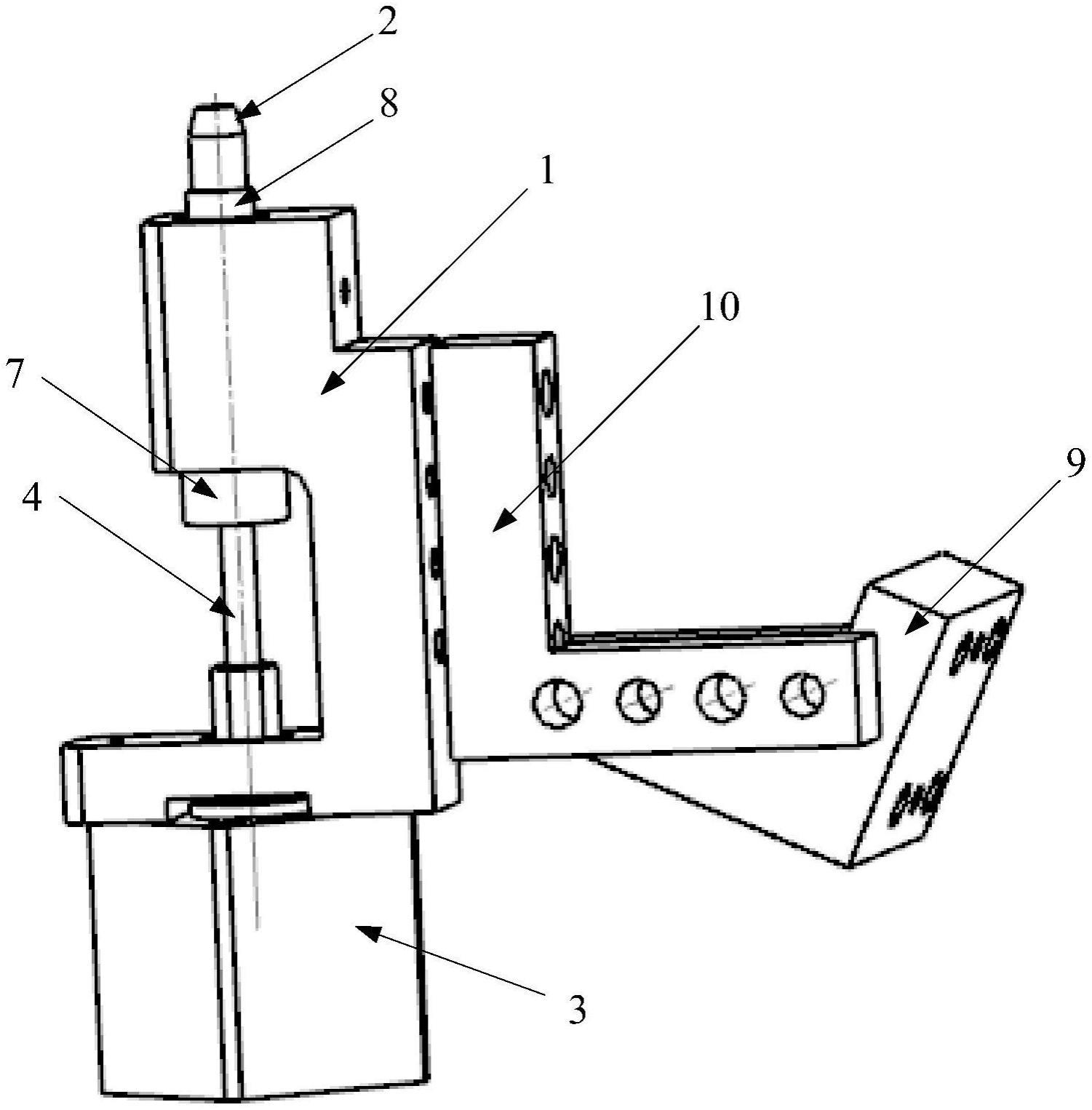
2、为实现上述目的,本实用新型提供了一种紧凑型的伸缩定位销结构,包括:c型块、定位销、单导轨气缸和连接螺杆,其中,所述c型块的一侧为c型开口,所述定位销穿设于所述c型块的顶部,所述单导轨气缸设置于所述c型块的底部,所述连接螺杆的一端与所述定位销连接,另一端与所述单导轨气缸的输出端连接,所述定位销、所述连接螺杆与所述单导轨气缸的输出端同轴设置。
3、本实用新型进一步的技术方案是,还包括销套,所述销套设置于所述c型块的顶部,所述定位销穿设于所述销套内。
4、本实用新型进一步的技术方案是,所述销套为铜销套。
5、本实用新型进一步的技术方案是,还包括伸缩机构安装块、y向调整块,所述c型块的另一侧通过所述y向调整块于所述伸缩机构安装块连接。
6、本实用新型紧凑型的伸缩定位销结构的有益效果是:
7、1、本实用新型结构紧凑,整体小巧轻便;
8、2、c型开口方向可以极大增加焊钳通道,提升焊接效率;
9、3、提升零件尺寸稳定性,避免出现有效定位焊点无法焊接,导致零件定位焊后刚性不足,搬运及补焊后,零件质量状态不稳定。
技术特征:
1.一种紧凑型的伸缩定位销结构,其特征在于,包括:c型块、定位销、单导轨气缸和连接螺杆,其中,所述c型块的一侧为c型开口,所述定位销穿设于所述c型块的顶部,所述单导轨气缸设置于所述c型块的底部,所述连接螺杆的一端与所述定位销连接,另一端与所述单导轨气缸的输出端连接,所述定位销、所述连接螺杆与所述单导轨气缸的输出端同轴设置。
2.根据权利要求1所述的紧凑型的伸缩定位销结构,其特征在于,还包括销套,所述销套设置于所述c型块的顶部,所述定位销穿设于所述销套内。
3.根据权利要求2所述的紧凑型的伸缩定位销结构,其特征在于,所述销套为铜销套。
4.根据权利要求1所述的紧凑型的伸缩定位销结构,其特征在于,还包括伸缩机构安装块、y向调整块,所述c型块的另一侧通过所述y向调整块于所述伸缩机构安装块连接。
技术总结
本技术公开了一种紧凑型的伸缩定位销结构,包括:C型块、定位销、单导轨气缸和连接螺杆,其中,所述C型块的一侧为C型开口,所述定位销穿设于所述C型块的顶部,所述单导轨气缸设置于所述C型块的底部,所述连接螺杆的一端与所述定位销连接,另一端与所述单导轨气缸的输出端连接,所述定位销、所述连接螺杆与所述单导轨气缸的输出端同轴设置。相对于现有技术,本技术可增加机器人焊钳通道,提升焊接效率,提升零件稳定性,避免出现有效定位焊点无法焊接,导致零件定位焊后刚性不足,搬运及补焊后,零件质量状态不稳定。
技术研发人员:蒋伟光,林建辉,陈建诚
受保护的技术使用者:上汽通用五菱汽车股份有限公司
技术研发日:20220906
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!