一种钻杆生产线的钻杆坯料供给设备的制作方法
1.本实用新型涉及一种钻杆生产线的钻杆坯料供给设备,属于地质勘察钻杆加工技术领域。
背景技术:
2.地质岩芯钻探取芯用钻杆的生产,需要经过多道加工工艺,包括钻杆坯料供给、钻杆螺纹的加工和成品钻杆入库等,已有技术的钻杆生产多为人工操作断续进行,都是采用人工进行钻杆坯料供给,通过数控车床对钻杆坯料两端的螺纹进行加工。由于钻杆的长度较长,一般大于3米,从钻杆坯料仓到数控车床需要人工搭抬,劳动强度大,生产效率低,存在安全隐患;如果进行钻杆自动化连续生产,人工搭抬无法满足钻杆连续生产的要求,如何机械化自动供给钻杆坯料,是本领域亟待解决的技术问题。
技术实现要素:
3.本实用新型的目的是提供一种钻杆生产线的钻杆坯料供给设备,实现在钻杆的加工过程中,机械化自动供给钻杆坯料,降低劳动强度,提高生产效率,满足钻杆自动化加工生产的要求,解决已有技术存在的上述技术问题。
4.本实用新型的技术方案是:
5.一种钻杆生产线的钻杆坯料供给设备,包含钻杆坯料仓和钻杆坯料排放料床,所述钻杆坯料仓包含钻杆坯料仓主体、坯料仓旋转主轴、坯料仓翻转油缸和翻转油缸固定支座,所述钻杆坯料排放料床包含钻杆坯料排放料床主体和坯料排放料床引导轨道,钻杆坯料仓主体通过坯料仓旋转主轴与钻杆坯料排放料床主体一端铰接,钻杆坯料仓主体底部设有坯料仓翻转油缸,坯料仓翻转油缸安装在翻转油缸固定支座上,坯料仓翻转油缸驱动钻杆坯料仓主体沿坯料仓旋转主轴向钻杆坯料排放料床主体内翻转,将钻杆坯料仓主体内的钻杆坯料输送到钻杆坯料排放料床主体上面排列;所述钻杆坯料排放料床主体上表面一端高另一端低,钻杆坯料排放料床主体另一端与坯料排放料床引导轨道的一端连接,坯料排放料床引导轨道一端高另一端低,坯料排放料床引导轨道的一端高于钻杆坯料排放料床主体的另一端,形成台阶。
6.所述钻杆坯料排放料床上设有钻杆坯料推送装置,所述钻杆坯料推送装置包含坯料推送短推铁、坯料推送长推铁、坯料推送推铁导向导轨、短推铁推送油缸和长推铁推送油缸;坯料推送推铁导向导轨设置在钻杆坯料排放料床主体与坯料排放料床引导轨道之间的台阶下方,坯料推送推铁导向导轨上并列倾斜设置坯料推送短推铁和坯料推送长推铁,坯料推送短推铁靠近钻杆坯料排放料床主体,坯料推送长推铁靠近坯料排放料床引导轨道,坯料推送短推铁和坯料推送长推铁在钻杆坯料排放料床主体与坯料排放料床引导轨道之间的台阶内形成两个v型结构,坯料推送短推铁的端部和坯料推送长推铁的侧面之间形成v型结构一,坯料推送长推铁的端部与坯料排放料床引导轨道侧面形成v型结构二;坯料推送短推铁和坯料推送长推铁分别与短推铁推送油缸和长推铁推送油缸连接。
7.所述坯料排放料床引导轨道的另一端与钻杆传送装置连接。
8.所述钻杆坯料仓内的钻杆坯料在钻杆坯料排放料床主体上表面排列,依靠自重向另一端移动,进入v型结构一,通过短推铁推送油缸和长推铁推送油缸的驱动依次进入v型结构二并送至坯料排放料床引导轨道一端,钻杆坯料依靠自重移动到坯料排放料床引导轨道另一端并进入钻杆传送装置,钻杆传送装置将钻杆坯料输送至数控车床进行端部螺纹加工。
9.所述v型结构一和v型结构二内只能容纳一根钻杆坯料。
10.所述坯料推送短推铁和坯料推送长推铁与水平面呈70-85
°
倾斜布置。
11.所述短推铁推送油缸和长推铁推送油缸通过推送油缸固定铰链安装在钻杆坯料排放料床主体上。
12.所述钻杆坯料排放料床主体中后部设置有位置控制检测开关二,其有两个作用,当其检测到其上有钻杆坯料时,发送状态信号,由控制系统分析、控制钻杆坯料推送装置工作,将钻杆坯料排放料床主体上的钻杆坯料移送至钻杆传送装置上;当其检测到其上没有钻杆坯料时,钻杆坯料推送装置停止工作,同时启动钻杆坯料仓的坯料仓翻转油缸动作,向钻杆坯料排放料床主体上补充钻杆坯料。
13.本实用新型有益效果:实现在钻杆的加工过程中,机械化自动供给钻杆坯料,降低劳动强度,提高生产效率,满足钻杆自动化加工生产的要求。
附图说明
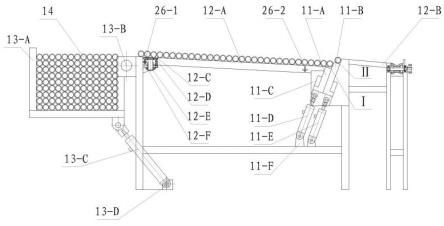
14.图1 是本实用新型实施例的钻杆生产线示意图;
15.图2 是本实用新型实施例的俯视示意图;
16.图3是本实用新型实施例的结构示意图;
17.图4是本实用新型实施例的钻杆坯料检测装置示意图;
18.图中:成品钻杆1、成品仓2、数控车床3、钻杆传送装置10、钻杆坯料推送装置11、坯料推送短推铁11-a、坯料推送长推铁11-b、坯料推送推铁导向导轨11-c、短推铁推送油缸11-d、长推铁推送油缸11-e、 推送油缸固定铰链11-f、钻杆坯料排放料床12、钻杆坯料排放料床主体12-a、坯料排放料床引导轨道12-b、坯料感应检测板12-c、压缩弹簧12-d、导向圆导轨12-e、导向套12-f、钻杆坯料仓13、钻杆坯料仓主体13-a、坯料仓旋转主轴13-b、坯料仓翻转油缸13-c、翻转油缸固定支座13-d、钻杆坯料14、钻杆传送装置一10-1、钻杆传送装置二10-2、钻杆坯料仓一13-1、钻杆坯料仓13-2、钻杆坯料推送装置一11-1、钻杆坯料推送装置二11-2、钻杆坯料排放料床一12-1、钻杆坯料排放料床二12-2、位置控制检测开关一26-1、位置控制检测开关二26-2、v型结构一ⅰ、v型结构二ⅱ。
具体实施方式
19.以下结合附图,通过实施例对本实用新型做进一步说明。
20.一种钻杆生产线的钻杆坯料供给设备,包含钻杆坯料仓13和钻杆坯料排放料床12,所述钻杆坯料仓13包含钻杆坯料仓主体13-a、坯料仓旋转主轴13-b、坯料仓翻转油缸13-c和翻转油缸固定支座13-d,所述钻杆坯料排放料床12包含钻杆坯料排放料床主体12-a和坯料排放料床引导轨道12-b,钻杆坯料仓主体13-a通过坯料仓旋转主轴13-b与钻杆坯料
排放料床主体12-a一端铰接,钻杆坯料仓主体13-a底部设有坯料仓翻转油缸13-c,坯料仓翻转油缸13-c安装在翻转油缸固定支座13-d上,坯料仓翻转油缸13-c驱动钻杆坯料仓主体13-a沿坯料仓旋转主轴13-b向钻杆坯料排放料床主体12-a内翻转,将钻杆坯料仓主体13-a内的钻杆坯料输送到钻杆坯料排放料床主体12-a上面排列;所述钻杆坯料排放料床主体12-a上表面一端高另一端低,钻杆坯料排放料床主体12-a另一端与坯料排放料床引导轨道12-b的一端连接,坯料排放料床引导轨道12-b一端高另一端低,坯料排放料床引导轨道12-b的一端高于钻杆坯料排放料床主体12-a的另一端,形成台阶。
21.所述钻杆坯料排放料床12上设有钻杆坯料推送装置11,所述钻杆坯料推送装置11包含坯料推送短推铁11-a、坯料推送长推铁11-b、坯料推送推铁导向导轨11-c、短推铁推送油缸11-d和长推铁推送油缸11-e;坯料推送推铁导向导轨11-c设置在钻杆坯料排放料床主体12-a与坯料排放料床引导轨道12-b之间的台阶下方,坯料推送推铁导向导轨11-c上并列倾斜设置坯料推送短推铁11-a和坯料推送长推铁11-b,坯料推送短推铁11-a靠近钻杆坯料排放料床主体12-a,坯料推送长推铁11-b靠近坯料排放料床引导轨道12-b,坯料推送短推铁11-a和坯料推送长推铁11-b在钻杆坯料排放料床主体12-a与坯料排放料床引导轨道12-b之间的台阶内形成两个v型结构,坯料推送短推铁11-a的端部和坯料推送长推铁11-b的侧面之间形成v型结构一ⅰ,坯料推送长推铁11-b的端部与坯料排放料床引导轨道12-b侧面形成v型结构二ⅱ;坯料推送短推铁11-a和坯料推送长推铁11-b分别与短推铁推送油缸11-d和长推铁推送油缸11-e连接。
22.所述坯料排放料床引导轨道12-b的另一端与钻杆传送装置10连接。
23.所述钻杆坯料仓13内的钻杆坯料在钻杆坯料排放料床主体12-a上表面排列,依靠自重向另一端移动,进入v型结构一ⅰ,通过短推铁推送油缸11-d和长推铁推送油缸11-e的驱动依次进入v型结构二ⅱ并送至坯料排放料床引导轨道12-b一端,钻杆坯料依靠自重移动到坯料排放料床引导轨道12-b另一端并进入钻杆传送装置10,钻杆传送装置10将钻杆坯料输送至数控车床进行端部螺纹加工。
24.所述v型结构一ⅰ和v型结构二ⅱ内只能容纳一根钻杆坯料。
25.所述坯料推送短推铁11-a和坯料推送长推铁11-b与水平面呈70-85
°
倾斜布置。
26.所述短推铁推送油缸11-d和长推铁推送油缸11-e通过推送油缸固定铰链11-f安装在钻杆坯料排放料床主体12-a上。
27.在实施例中,所述钻杆坯料排放料床主体12-a的一端设有钻杆坯料检测装置,钻杆坯料检测装置包含坯料感应检测板12-c、压缩弹簧12-d和导向圆导轨12-e、导向套12-f和位置控制检测开关一26-1;坯料感应检测板12-c可上下移动设置在钻杆坯料排放料床主体12-a靠近钻杆坯料仓13的端部,与钻杆坯料排放料床主体12-a上表面平齐,坯料感应检测板12-c下方的钻杆坯料排放料床主体12-a上设有位置控制检测开关一26-1、导向套12-f和弹簧安装柱,坯料感应检测板12-c上下移动与位置控制检测开关一26匹配;坯料感应检测板12-c下面垂直设置导向圆导轨12-e,坯料感应检测板12-c和导向圆导轨12-e通过螺钉连接成一个整体,与导向套12-f组成滑动副;导向套12-f通过圆螺母固定于钻杆坯料排放料床主体12-a上,围绕导向圆导轨12-e均匀分布三套压缩弹簧12-d,压缩弹簧12-d设置在弹簧安装柱上,压缩弹簧12-d上端接触坯料感应检测板12-c,下端接触钻杆坯料排放料床主体12-a,由固定于钻杆坯料排放料床主体12-a上的弹簧安装柱限制压缩弹簧的位置;钻
杆坯料从钻杆坯料仓13进入钻杆坯料排放料床主体12-a,压迫坯料感应检测板12-c向下移动触发下面的位置控制检测开关一26-1控制钻杆坯料推送装置11工作,将钻杆坯料排放料床主体12-a上的钻杆坯料移送至钻杆传送装置10上;当坯料感应检测板12-c上面没有钻杆坯料压迫时,压缩弹簧12-d将坯料感应检测板12-c弹起,钻杆坯料推送装置11停止工作,同时启动钻杆坯料仓13的坯料仓翻转油缸13-c动作,向钻杆坯料排放料床主体12-a上补充钻杆坯料。
28.所述钻杆坯料排放料床主体12-a中后部设置有位置控制检测开关二26-2,其有两个作用,当其检测到其上有钻杆坯料时,发送状态信号,由控制系统分析、控制钻杆坯料推送装置11工作,将钻杆坯料排放料床主体12-a上的钻杆坯料移送至钻杆传送装置10上;当其检测到其上没有钻杆坯料时,钻杆坯料推送装置停止工作,同时启动钻杆坯料仓13的坯料仓翻转油缸13-c动作,向钻杆坯料排放料床主体12-a上补充钻杆坯料。
29.在实施例中,参照附图1、2,钻杆坯料从钻杆坯料仓13进入钻杆坯料排放料床12,通过钻杆坯料推送装置11将钻杆坯料送上钻杆传送装置10,钻杆传送装置10将钻杆坯料输送到数控车床3加工两端螺纹,加工好的成品钻杆1放回钻杆传送装置10上,输送至成品仓2。
30.为提高加工效率,本实用新型中采用双线程自动化加工形式,所述钻杆坯料仓13、钻杆坯料排放料床12、钻杆坯料推送装置11和钻杆传送装置10均为两个,分为左右两部分对称布置。两个钻杆传送装置10分别是钻杆传送装置一10-1和钻杆传送装置二10-2,两个成品仓2分别是成品仓一和成品仓二,两个钻杆坯料仓13分别是钻杆坯料仓一13-1和钻杆坯料仓13-2,两个钻杆坯料排放料床12分别是钻杆坯料排放料床一12-1和钻杆坯料排放料床二12—2,两个钻杆坯料推送装置11分别是钻杆坯料推送装置一11-1和钻杆坯料推送装置二11-2。
31.本实用新型工作流程如下:
32.首先将钻杆坯料放入钻杆坯料仓一13-1和钻杆坯料仓13-2中,现以钻杆坯料仓一13-1一侧加工线程为例说明。钻杆坯料仓一13-1启动,高压液压油经过阀组油路后进入坯料仓翻转油缸13-c下腔,油缸活塞运动,推动钻杆坯料仓主体13-a和其中的钻杆坯料14围绕坯料仓旋转主轴13-b旋转,随着钻杆坯料仓主体13-a的升高,钻杆坯料14在自重的作用下逐渐滚落到钻杆坯料排放料床12,当钻杆坯料排放料床12被钻杆坯料排满时,收到钻杆坯料排放料床12已满信号,坯料仓翻转油缸13-c停止供油,钻杆坯料仓一13-1暂停翻转,当钻杆坯料排放料床12上的钻杆坯料减少到一定数量时,坯料仓翻转油缸13-c继续重复上述动作,直到钻杆坯料仓一13-1中没有坯料为止;坯料仓翻转油缸13-c上腔进油,钻杆坯料仓恢复到初始状态,并发出信号提示操作者及时补充钻杆坯料。
33.钻杆坯料14滚动到钻杆坯料排放料床12-1上时,沿钻杆坯料排放料床主体12-a上面存在3度左右的倾斜导向面向前滚动,使钻杆坯料14一根挨一根靠近钻杆坯料推送装置11一端排列,当钻杆坯料排放料床12被钻杆坯料排满时,最后几根钻杆停留在坯料感应检测板12-c上,使压缩弹簧12-d受力压缩,坯料感应检测板12-c和导向圆导轨12-e下移,接近位置控制检测开关一26-1,发出控制信号。控制钻杆坯料仓13动作,钻杆坯料排放料床12前端安装有钻杆坯料推送装置11,当钻杆坯料接近钻杆坯料推送装置11时,由于坯料推送短推铁11-a略低于钻杆坯料排放料床主体12-a的倾斜导向面,钻杆坯料靠近坯料推送长推铁
11-b侧面停止。短推铁推送油缸11-d和长推铁推送油缸11-e同时启动,推动坯料推送短推铁11-a及坯料推送长推铁11-b沿坯料推送推铁导向导轨11-c向侧上方运动,坯料推送短推铁11-a和坯料推送长推铁11-b与水平面呈现约20度的倾角的倾斜布置,坯料推送短推铁11-a顶部与坯料推送长推铁11-b侧面组成一个v型结构,此结构将钻杆坯料托起。由于坯料推送短推铁11-a的宽度略窄于钻杆坯料直径,此v型结构每次只能容纳1根钻杆坯料。油缸达到行程尽头时停止等待一段时间后,长推铁推送油缸11-e缩回,此时,与坯料推送长推铁11-b顶端处于同一平面上,由于此平面与水平面存在约20度的倾角,使处于坯料推送短推铁11-a顶端的钻杆坯料由于自重作用滚动到坯料推送长推铁11-b的顶端,停止在坯料推送长推铁11-b顶端与坯料推送推铁导向导轨11-c组成的另一个v型结构中。随后短推铁推送油缸11-d缩回,钻杆坯料排放料床12上的钻杆坯料沿倾斜导向面滚动,最前方钻杆坯料靠近坯料推送长推铁11-b侧面停止。短推铁推送油缸11-d和长推铁推送油缸11-e再次同时启动,推动坯料推送短推铁11-a及坯料推送长推铁11-b沿坯料推送推铁导向导轨11-c向侧上方运动,油缸达到行程尽头时停止,坯料推送长推铁11-b顶部与坯料排放料床引导轨道12-b平齐。坯料推送长推铁11-b顶部的钻杆坯料在自重作用下沿坯料排放料床引导轨道12-b向下滚动到钻杆传送装置10上,长推铁推送油缸11-e缩回,重复以上动作,将钻杆坯料按时逐一推上钻杆传送装置10,推送的钻杆坯料受到钻杆坯料固定挡铁阻挡停止,落到钻杆传送装置10上的滚动托辊上,位置控制检测开关三检测到钻杆坯料的存在,发送信号,启动钻杆传送装置一10-1,将钻杆坯料传送到数控车床3加工螺纹,成品钻杆被送至成品仓2,完成钻杆的加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1