一种M型端面加工刀片的制作方法
一种m型端面加工刀片
1.技术领域:
2.本实用新型涉及一种m型端面加工刀片。
3.
背景技术:
4.制冷压缩机涡旋静盘(艾默生静盘)加工,此产品内端面粗加工,目前需使用三支车刀加工(内径刀,外径刀,端面槽刀),加工过程中,需换三次刀杆,影响加工效率,且反复换到还会影响加工精度。
5.
技术实现要素:
6.本实用新型是为了解决上述现有技术存在的问题而提供一种m型端面加工刀片。
7.本实用新型所采用的技术方案有:
8.一种m型端面加工刀片,包括一本体,所述本体为矩形块结构,在本体上设有螺纹孔,所述螺纹孔贯穿于本体的前后端面,在本体的上端面上设有具有两个槽壁的v形槽,v形槽的槽底面为平行于本体下端面的平面结构,v形槽的两槽壁与本体上端面的结合处形成刀片的两个第一刀尖,本体的上端面与本体左右两侧端面的结合处形成刀片的两个第二刀尖;v形槽每个槽壁的前端面延伸于本体的前后两端面上,v形槽将本体的上端面分成两段,每段与本体前端面之间的棱边形成第一切削刃,v形槽每个槽壁与本体前端面之间的棱边形成第二切削刃,本体的左右侧面与前端面之间的棱边形成第三切削刃。
9.进一步地,位于v形槽同一侧的第一刀尖和第二刀尖朝着本体的后侧端面方向相互靠拢。
10.进一步地,在每个切削刃的一侧设有排屑槽。
11.本实用新型具有如下有益效果:
12.改用本实用新型m型刀具加工制冷压缩机涡旋静盘,只要换一次刀杆就可,减少换刀时间二次,双浅槽型,中心螺丝定位,比市面上的槽刀多一个槽刃口,且刚性强。制冷压缩机涡旋静盘的外径,内径,端面,大端面槽内也可车削内,外径与底端面车削,4个刀尖,6个切削刃,可提高刀片使用率,提供加工精度,节省换到时间。
13.附图说明:
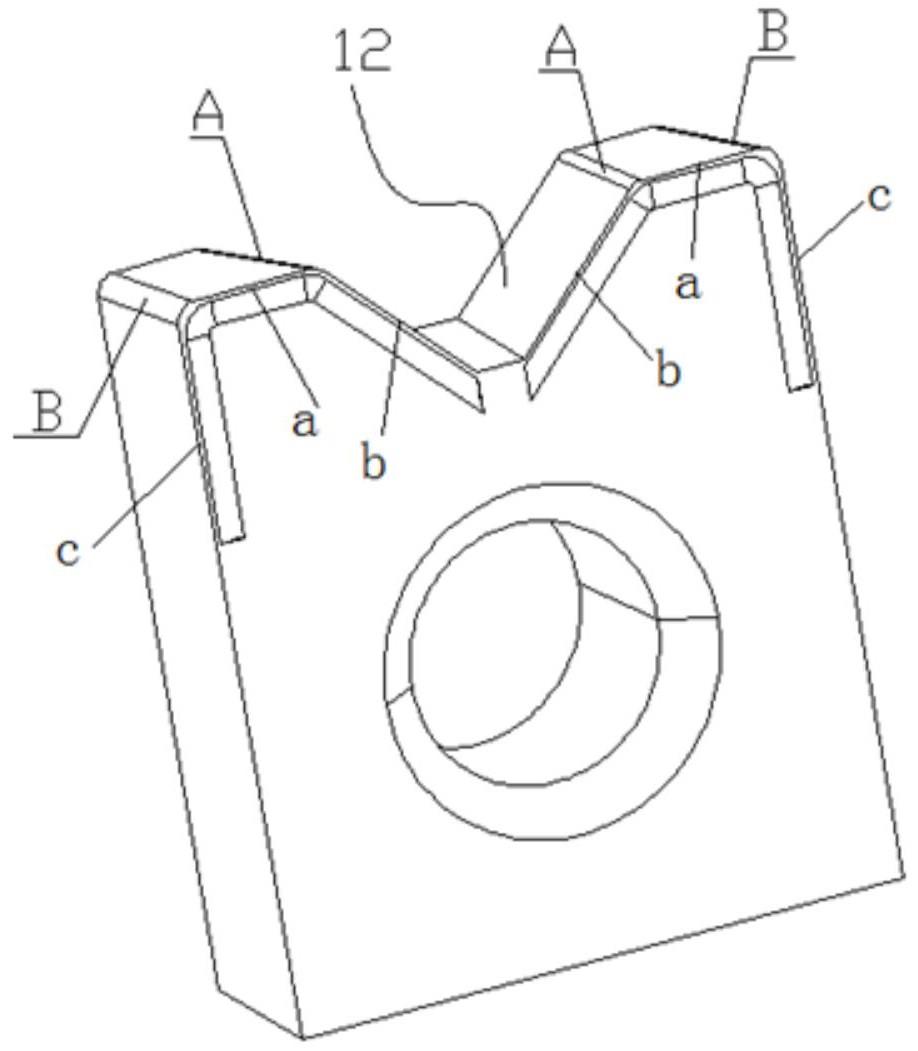
14.图 1 为本实用新型三维图。
15.图 2 为本实用新型俯视图。
16.图 3 为本实用新型主视图。
17.图 4 为本实用新型剖视图。
18.具体实施方式:
19.下面结合附图对本实用新型作进一步的说明。
20.如图1至图4,本实用新型一种m型端面加工刀片,包括一本体1,本体1为矩形块结构,在本体1上设有螺纹孔11,螺纹孔11贯穿于本体1的前后端面,在本体1的上端面上设有具有两个槽壁的v形槽12,v形槽12的槽底面为平行于本体1下端面的平面结构,v形槽12的设置使得本体1的端面的棱边组成一个“m”字形。
21.v形槽12的两槽壁与本体1上端面的结合处形成刀片的两个第一刀尖a,本体1的上
端面与本体1左右两侧端面的结合处形成刀片的两个第二刀尖b。位于v形槽12同一侧的第一刀尖a和第二刀尖b朝着本体1的后侧端面方向相互靠拢。
22.v形槽12每个槽壁的前端面延伸于本体1的前后两端面上(即v形槽12贯穿于本体1的前端面),v形槽12将本体1的上端面分成两段,每段与本体1前端面之间的棱边形成第一切削刃a, v形槽12每个槽壁与本体1前端面之间的棱边形成第二切削刃b,本体1的左右侧面与前端面之间的棱边形成第三切削刃c。
23.改用本实用新型m型刀具加工制冷压缩机涡旋静盘,只要换一次刀杆就可,减少换刀时间二次,双浅槽型,中心螺丝定位,比市面上的槽刀多一个槽刃口,且刚性强。制冷压缩机涡旋静盘的外径,内径,端面,大端面槽内也可车削内,外径与底端面车削,4个刀尖,6个切削刃,可提高刀片使用率,提供加工精度,节省换到时间。
24.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下还可以作出若干改进,这些改进也应视为本实用新型的保护范围。
技术特征:
1.一种m型端面加工刀片,其特征在于:包括一本体(1),所述本体(1)为矩形块结构,在本体(1)上设有螺纹孔(11),所述螺纹孔(11)贯穿于本体(1)的前后端面,在本体(1)的上端面上设有具有两个槽壁的v形槽(12),v形槽(12)的槽底面为平行于本体(1)下端面的平面结构,v形槽(12)的两槽壁与本体(1)上端面的结合处形成刀片的两个第一刀尖(a),本体(1)的上端面与本体(1)左右两侧端面的结合处形成刀片的两个第二刀尖(b);v形槽(12)每个槽壁的前端面延伸于本体(1)的前后两端面上,v形槽(12)将本体(1)的上端面分成两段,每段与本体(1)前端面之间的棱边形成第一切削刃(a),v形槽(12)每个槽壁与本体(1)前端面之间的棱边形成第二切削刃(b),本体(1)的左右侧面与前端面之间的棱边形成第三切削刃(c)。2.如权利要求1所述的m型端面加工刀片,其特征在于:位于v形槽(12)同一侧的第一刀尖(a)和第二刀尖(b)朝着本体(1)的后侧端面方向相互靠拢。3.如权利要求1所述的m型端面加工刀片,其特征在于:在每个切削刃的一侧设有排屑槽。
技术总结
本实用新型公开了一种M型端面加工刀片,包括一本体,在本体上设有螺纹孔,所述螺纹孔贯穿于本体的前端面,在本体的上端面上设有具有两个槽壁的V形槽,V形槽的槽底面为平行于本体下端面的平面结构,V形槽的两槽壁与本体上端面的结合处形成刀片的两个第一刀尖,本体上端面与本体左右两侧端面的结合处形成刀片的两个第二刀尖。改用本实用新型M型刀具加工制冷压缩机涡旋静盘,只要换一次刀杆就可,减少换刀时间二次,双浅槽型,中心螺丝定位,比市面上的槽刀多一个槽刃口,且刚性强。制冷压缩机涡旋静盘的外径,内径,端面,大端面槽内也可车削内,外径与底端面车削,4个刀尖,6个切削刃,可提高刀片使用率,提供加工精度,节省换到时间。间。间。
技术研发人员:吴进修
受保护的技术使用者:苏州勤美达精密机械有限公司
技术研发日:2022.09.13
技术公布日:2023/4/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1