一种自动打孔攻丝机的制作方法
1.本实用新型涉及攻丝机技术领域,更具体的说是涉及一种自动打孔攻丝机。
背景技术:
2.攻丝机是一种在机件壳体、设备端面、螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备,现有技术中是多个大型机器的组合得到一个完整的产品,但是成本过高,并且不利于工作人员的维护,并且不便于进行攻丝以及打孔的角度变化,不便于适应不同加工件。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种自动打孔攻丝机,通过将加工件利用工位步进部进行夹持,并且步进的方式移动,然后先移动到其中一个打孔攻丝部进行打孔,在移动到另一个打孔攻丝部位置进行攻丝,从而完成加工,工位步进部再次启动,带动加工件移动到卸料部,完成取下加工好的加工件的动作,然后工位步进部再次启动,利用清理部对攻丝之后残留的废屑进行清理,从而完成自动加工以及整理的过程,减少人工工作成本,提高了效率。
4.为实现上述目的,本实用新型提供了如下技术方案:一种自动打孔攻丝机,包括外壳、一对打孔攻丝部、卸料部、工位步进部、加工件和清理部;所述工位步进部设置在外壳内,用于对加工件进行步进式夹持移动,一对打孔攻丝部和卸料部均设置在工位步进部周围,并位于外壳内,一对打孔攻丝部位置相邻设置,用于对加工件进行先打孔再攻丝,卸料部与其中一个打孔攻丝部相邻设置,用于将攻丝之后的加工件从工位步进部取下,清理部设置在卸料部远离打孔攻丝部的一侧,用于对工位步进部进行清理,通过将加工件利用工位步进部进行夹持,并且步进的方式移动,然后先移动到其中一个打孔攻丝部进行打孔,在移动到另一个打孔攻丝部位置进行攻丝,从而完成加工,工位步进部再次启动,带动加工件移动到卸料部,完成取下加工好的加工件的动作,然后工位步进部再次启动,利用清理部对攻丝之后残留的废屑进行清理,从而完成自动加工以及整理的过程,减少人工工作成本,提高了效率。
5.作为本实用新型的进一步改进,所述工位步进部包括圆盘、五个夹持工位和驱动马达;所述圆盘转动安装在外壳内,五个夹持工位呈环形固定安装在圆盘上,驱动马达安装在圆盘下端,并连接有涡轮减速器,用于驱动圆盘转动,通过蜗轮减速器将输出轴的转速降低,然后利用驱动马达进行驱动,从而步进式驱动圆盘,每次转动五分之一圆周,方便加工。
6.作为本实用新型的进一步改进,所述打孔攻丝部包括支撑杆、万向连接轴、伸缩缸和电机;所述支撑杆固定安装在外壳内,万向连接轴固定安装在支撑杆上,伸缩缸固定安装在万向连接轴上,电机固定连接在伸缩缸上,通过万向连接轴能够调节任意角度,并且利用万向连接轴在支撑杆以螺丝固定设置,从而方便位置调节,从而适应不同规格的工件。
7.作为本实用新型的进一步改进,所述卸料部包括电动滑轨、升降气缸和夹持气缸;
所述电动滑轨通过支撑导杆固定连接在外壳内,升降气缸固定连接在电动滑轨上,夹持气缸固定连接在升降气缸上,通过一个滑轨两个气缸完成卸货,从而方便卸货。
8.作为本实用新型的进一步改进,所述外壳包括壳体、架体、滑动门、开口槽和滑轨;所述架体固定连接在壳体上,开口槽开设在壳体上,滑轨固定安装在架体上,滑动门滑动安装在滑轨上,并与开口槽形状匹配,通过在壳体上开设开口槽,在架体上安装滑动门,从而方便运行过程中观察,并起到保护的作用。
9.作为本实用新型的进一步改进,所述清理部包括气管和鼓风机;所述鼓风机固定安装在外壳上,气管位于电动滑轨远离支撑杆的一侧,通过利用鼓风机将风导入,从气管吹出对工位进行清理,方便下一个工件加工。
10.作为本实用新型的进一步改进,所述工件上分别打设两个孔为第一孔和第二孔,打孔攻丝部中伸缩缸的数量为两个,一对打孔攻丝部中分别控制打孔以及攻丝,均是对第一孔和第二孔施工。
11.本实用新型的有益效果:
12.(1)本实用新型通过将加工件利用工位步进部进行夹持,并且步进的方式移动,然后先移动到其中一个打孔攻丝部进行打孔,在移动到另一个打孔攻丝部位置进行攻丝,从而完成加工,工位步进部再次启动,带动加工件移动到卸料部,完成取下加工好的加工件的动作,然后工位步进部再次启动,利用清理部对攻丝之后残留的废屑进行清理,从而完成自动加工以及整理的过程,减少人工工作成本,提高了效率。
13.(2)本实用新型通过万向连接轴能够调节任意角度,并且利用万向连接轴在支撑杆以螺丝固定设置,从而方便位置调节,从而适应不同规格的工件,通过蜗轮减速器将输出轴的转速降低,然后利用驱动马达进行驱动,从而步进式驱动圆盘,每次转动五分之一圆周,方便加工。
14.(3)本实用新型通过在壳体上开设开口槽,在架体上安装滑动门,从而方便运行过程中观察,并起到保护的作用,通过利用鼓风机将风导入,从气管吹出对工位进行清理,方便下一个工件加工。
附图说明
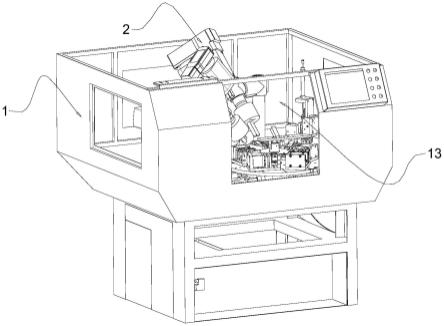
15.图1是本实用新型的主视结构示意图;
16.图2是本实用新型的内部结构示意图;
17.图3是本实用新型图2中打孔攻丝部处的结构示意图;
18.图4是本实用新型图3中电机处的结构示意图;
19.图5是本实用新型图3中工位步进部处的结构示意图;
20.图6是本实用新型加工的工件结构示意图。
21.附图标记:1、外壳;11、架体;12、滑动门;13、开口槽;14、滑轨;2、打孔攻丝部;221、支撑杆;222、万向连接轴;223、伸缩缸;224、电机;23、卸料部;231、电动滑轨;232、升降气缸;233、夹持气缸;3、加工件;31、第一加工孔;32、第二加工孔;4、工位步进部;41、圆盘;42、夹持工位;43、驱动马达。
具体实施方式
22.下面结合附图和实施例,对本实用新型进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
23.参照图1-6所示,本实施例的一种自动打孔攻丝机,包括外壳1、一对打孔攻丝部2、卸料部23、工位步进部4、加工件3和清理部;所述工位步进部4设置在外壳1内,用于对加工件3进行步进式夹持移动,一对打孔攻丝部2和卸料部23均设置在工位步进部4周围,并位于外壳1内,一对打孔攻丝部2位置相邻设置,用于对加工件3进行先打孔再攻丝,卸料部23与其中一个打孔攻丝部2相邻设置,用于将攻丝之后的加工件3从工位步进部4取下,清理部设置在卸料部23远离打孔攻丝部2的一侧,用于对工位步进部4进行清理,通过将加工件3利用工位步进部4进行夹持,并且步进的方式移动,然后先移动到其中一个打孔攻丝部2进行打孔,在移动到另一个打孔攻丝部2位置进行攻丝,从而完成加工,工位步进部4再次启动,带动加工件3移动到卸料部23,完成取下加工好的加工件3的动作,然后工位步进部4再次启动,利用清理部对攻丝之后残留的废屑进行清理,从而完成自动加工以及整理的过程,减少人工工作成本,提高了效率。
24.参照图1-6所示,所述工位步进部4包括圆盘41、五个夹持工位42和驱动马达43;所述圆盘41转动安装在外壳1内,五个夹持工位42呈环形固定安装在圆盘41上,驱动马达43安装在圆盘41下端,并连接有涡轮减速器,用于驱动圆盘41转动,通过蜗轮减速器将输出轴的转速降低,然后利用驱动马达43进行驱动,从而步进式驱动圆盘41,每次转动五分之一圆周,方便加工。
25.参照图1-6所示,所述打孔攻丝部2包括支撑杆221、万向连接轴222、伸缩缸223和电机224;所述支撑杆221固定安装在外壳1内,万向连接轴222固定安装在支撑杆221上,伸缩缸223固定安装在万向连接轴222上,电机224固定连接在伸缩缸223上,通过万向连接轴222能够调节任意角度,并且利用万向连接轴222在支撑杆221以螺丝固定设置,从而方便位置调节,从而适应不同规格的工件。
26.参照图1-6所示,所述卸料部23包括电动滑轨23114、升降气缸232和夹持气缸233;所述电动滑轨23114通过支撑导杆固定连接在外壳1内,升降气缸232固定连接在电动滑轨23114上,夹持气缸233固定连接在升降气缸232上,通过一个滑轨14两个气缸完成卸货,从而方便卸货。
27.参照图1-6所示,所述外壳1包括壳体、架体11、滑动门12、开口槽13和滑轨14;所述架体11固定连接在壳体上,开口槽13开设在壳体上,滑轨14固定安装在架体11上,滑动门12滑动安装在滑轨14上,并与开口槽13形状匹配,通过在壳体上开设开口槽13,在架体11上安装滑动门12,从而方便运行过程中观察,并起到保护的作用。
28.参照图1-6所示,所述清理部包括气管和鼓风机;所述鼓风机固定安装在外壳1上,气管位于电动滑轨23114远离支撑杆221的一侧,通过利用鼓风机将风导入,从气管吹出对工位进行清理,方便下一个工件加工。
29.参照图1-6所示,所述工件上分别打设两个孔为第一孔和第二孔,打孔攻丝部2中伸缩缸223的数量为两个,一对打孔攻丝部2中分别控制打孔以及攻丝,均是对第一孔和第
二孔施工。
30.工作原理:参照图1-6所示,当使用时,将滑动门12打开,然后将加工件3放在靠近滑动门12的一个夹持工位42上,然后将滑动门12关闭,启动驱动马达43,然后圆盘41开始转动,转动到第一个打孔位置后,启动此位置的电机224,驱动伸缩缸223完成深度调节,利用钻头完成加工件3上的第一加工孔31和第二加工孔32打孔,然后启动驱动马达43,然后圆盘41开始转动,转动到第二个攻丝的位置,启动此位置的电机224,驱动伸缩缸223完成深度调节,利用攻丝工具完成第一加工孔31和第二加工孔32攻丝,然后启动驱动马达43,然后圆盘41开始转动,卸料工位,启动夹持气缸233夹持加工件3,然后启动升降气缸232带动夹持气缸233夹持加工件3上移,启动电动滑轨231带动升降气缸232平移,从而完成卸料,再启动驱动马达43,然后圆盘41开始转动,转动到清理部,启动鼓风机利用气管对工位进行清理即可。
31.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1