双面供应保护气体的双极板激光焊接机构的制作方法
本技术属于激光焊接,具体涉及一种双面供应保护气体的双极板激光焊接机构。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
2、目前,激光焊接通常作为一种高效经济的作业方式,来解决燃料电池双极板的密封问题。但是在焊接时,由于双极板上焊接位置旁侧的区域容易与周围空气发生氧化反应而产生发黄现象,而且还会造成金属蒸汽或液体的飞溅,因此传统上采取向焊接位置输送保护气体以配合焊接头的方式来减少双极板表面对应部位的氧化,其中常用的保护气体输送喷嘴的设置方式主要有:1、设置在焊接头上并与焊接头同轴;2、设置在焊接头的一侧。
3、然而,在实际焊接过程中,喷嘴喷出的保护气体很容易受外界影响而难以保持稳定处于焊接位置对应的双极板表面,从而导致仍然存在焊接位置旁侧的区域氧化发黄的现象;而且后续还要对氧化问题实施进一步处理,耗时久,效率低。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供一种全新的双面供应保护气体的双极板激光焊接机构。
2、为解决以上技术问题,本实用新型采取如下技术方案:
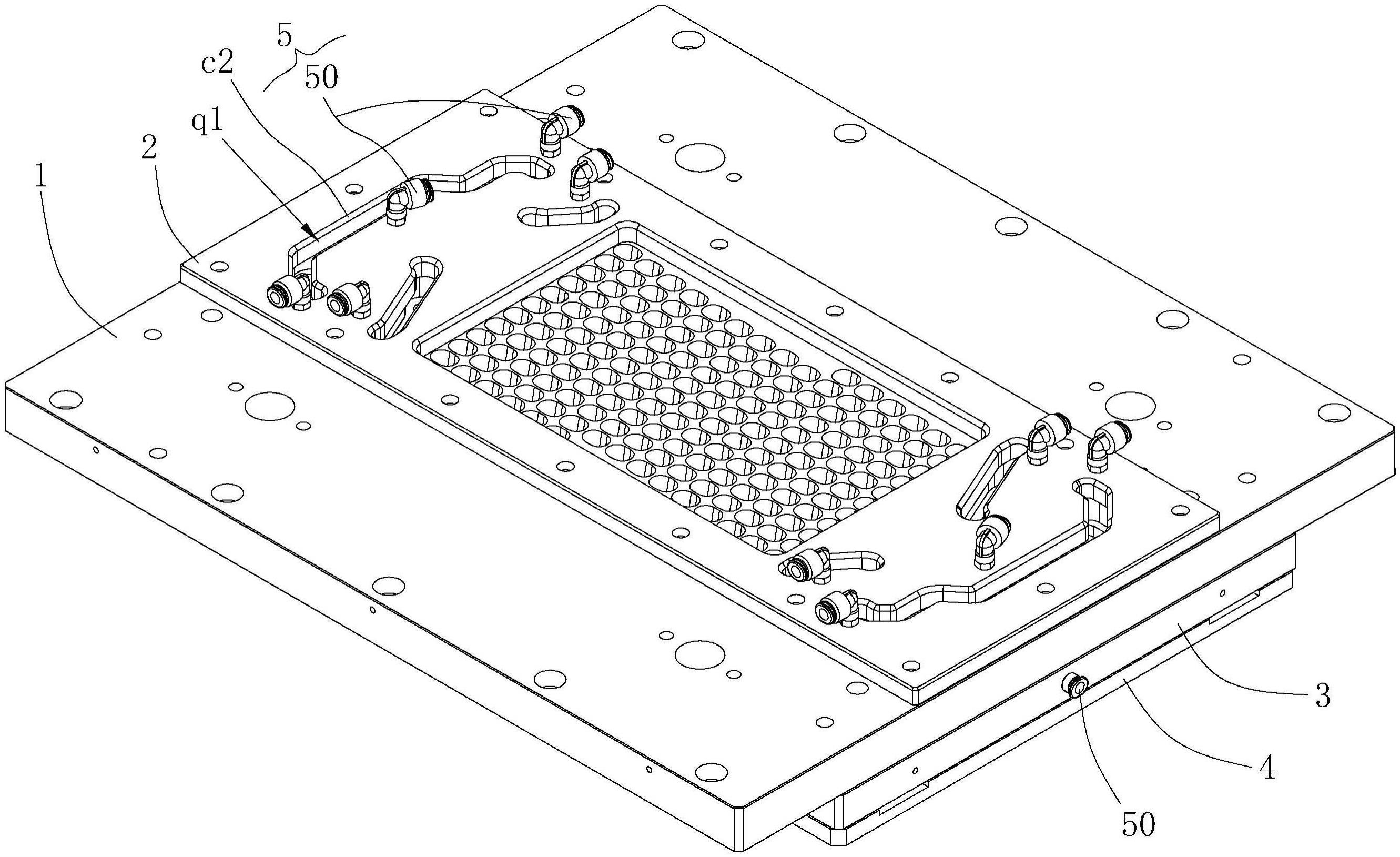
3、一种双面供应保护气体的双极板激光焊接机构,其包括上模板和下模板,其中双极板夹紧在上模板和下模板之间,且上模板和下模板上分别形成有与双极板上焊接部位相匹配的上焊接槽和下焊接槽,上模板上还形成有与上焊接槽相连通的上型腔,下模板上还形成有与下焊接槽相连通的下型腔;激光焊接机构还包括分别与上型腔和下型腔相连通的并用于供应保护气体的供应部件,焊接时,保护气体分别进入并填满上焊接槽和下焊接槽,并形成对双极板上焊接部位所对应的上下两侧面的保护。
4、优选地,上型腔位于上焊接槽的上方,且在水平面上的投影中,上型腔覆盖上焊接槽,焊接时,保护气体在重力作用下穿过上型腔并下沉至上焊接槽。这样设置,利用保护气体的密度大于空气这一特性,保护气体能够从上型腔下沉到焊道中,填满上焊接槽。
5、具体的,上型腔包括自上焊接槽的顶部向上延伸的第一分腔、自第一分腔的顶部向上延伸的第二分腔,其中第二分腔在水平面上的投影面积大于第一分腔在水平面上的投影面积。这样设置,在供应保护气体时,保护气体能够在前期迅速填满上焊接槽,以便快速形成保护。
6、进一步的,上型腔自顶部敞开,激光焊接结构还包括设置在上模板顶面的上盖板,其中上盖板上形成有上下贯通的密封槽、与密封槽相连通的导流槽,密封槽自底部边缘与上型腔的顶部边缘相密封连接,供应部件连接在上盖板上并与导流槽连通。这样设置,减少保护气体的溢出,提高保护效果。
7、优选地,下型腔位于下焊接槽的下方,其中下焊接槽的槽底形成有多个通孔,保护气体填满下型腔后穿过通孔上溢至下焊接槽。这样设置,保护气体能够稳定持续溢入下焊接槽,保证下焊接槽内保护气体分布均匀。
8、具体的,多个通孔沿着下焊接槽的延伸方向排列并间隔分布。
9、进一步的,下模板上还形成有上下延伸的导流通道,其中导流通道连通供应部件与下型腔,保护气体沿着导流通道自上而下流入下型腔。
10、优选地,激光焊接结构还包括下盖板、设置在下盖板与下模板之间的密封圈,其中下盖板、下模板、密封圈之间形成下型腔。这样设置,结构简单,便于组装。
11、优选地,下模板的顶面还形成有沿着下焊接槽延伸的凸起部,焊接时,双极板自底面抵触在凸起部上并与下模板的顶面隔开设置。这样设置,便于保护气体分布于整个双极板的底面。
12、此外,上焊接槽有多个,上型腔有多个并与多个上焊接槽一一对应设置。这样设置,形成对双极板表面的针对性保护,减少保护气体的损耗,节约成本。
13、由于以上技术方案的实施,本实用新型与现有技术相比具有如下优点:
14、本实用新型通过在上下模板上设置通入保护气体的型腔,将外部的保护气体供给方式变更至模具上,使得产品焊接区域能够稳定充满保护气体,实现对双极板的双面保护,有效解决氧化问题,提高了产品的良品率;同时省去了后续处理氧化的工序,节约了生产工时,有效提高生产效率,降低生产成本。
技术特征:
1.一种双面供应保护气体的双极板激光焊接机构,其包括上模板和下模板,其中双极板夹紧在所述上模板和所述下模板之间,且所述上模板和所述下模板上分别形成有与所述双极板上焊接部位相匹配的上焊接槽和下焊接槽,其特征在于:
2.根据权利要求1所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述上型腔位于所述上焊接槽的上方,且在水平面上的投影中,所述上型腔覆盖所述上焊接槽,焊接时,所述保护气体在重力作用下穿过所述上型腔并下沉至所述上焊接槽。
3.根据权利要求2所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述上型腔包括自所述上焊接槽的顶部向上延伸的第一分腔、自所述第一分腔的顶部向上延伸的第二分腔,其中所述第二分腔在水平面上的投影面积大于所述第一分腔在水平面上的投影面积。
4.根据权利要求2所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述上型腔自顶部敞开,所述激光焊接结构还包括设置在所述上模板顶面的上盖板,其中所述上盖板上形成有上下贯通的密封槽、与所述密封槽相连通的导流槽,所述密封槽自底部边缘与所述上型腔的顶部边缘相密封连接,所述供应部件连接在所述上盖板上并与所述导流槽连通。
5.根据权利要求1所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述下型腔位于所述下焊接槽的下方,其中所述下焊接槽的槽底形成有多个通孔,所述保护气体填满所述下型腔后穿过所述通孔上溢至所述下焊接槽。
6.根据权利要求5所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述多个通孔沿着所述下焊接槽的延伸方向排列并间隔分布。
7.根据权利要求5所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述下模板上还形成有上下延伸的导流通道,其中所述导流通道连通所述供应部件与所述下型腔,所述保护气体沿着所述导流通道自上而下流入所述下型腔。
8.根据权利要求5所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述激光焊接结构还包括下盖板、设置在所述下盖板与所述下模板之间的密封圈,其中所述下盖板、所述下模板、所述密封圈之间形成所述的下型腔。
9.根据权利要求5所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述下模板的顶面还形成有沿着所述下焊接槽延伸的凸起部,焊接时,所述双极板自底面抵触在所述凸起部上并与所述下模板的顶面隔开设置。
10.根据权利要求1至9中任一项所述的双面供应保护气体的双极板激光焊接机构,其特征在于:所述上焊接槽有多个,所述上型腔有多个并与多个所述上焊接槽一一对应设置。
技术总结
本技术公开了双面供应保护气体的双极板激光焊接机构,其包括上模板和下模板,其中上模板和下模板上分别形成有上焊接槽和下焊接槽,上模板上还形成有与上焊接槽相连通的上型腔,下模板上还形成有与下焊接槽相连通的下型腔;激光焊接机构还包括分别与上型腔和下型腔相连通的并用于供应保护气体的供应部件,焊接时,保护气体分别进入并填满上焊接槽和下焊接槽,并形成对双极板上焊接部位所对应的上下两侧面的保护。本技术将外部的保护气体供给方式变更至模具上,使得产品焊接区域能够稳定充满保护气体,实现对双极板的双面保护,有效解决氧化问题,提高了产品的良品率;同时节约了生产工时,有效提高生产效率,降低生产成本。
技术研发人员:傅煜,朱永明,袁斐,赵伟
受保护的技术使用者:适新科技(苏州)有限公司
技术研发日:20220927
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!