一种可旋转定位夹具的制作方法
1.本实用新型涉及夹具的技术领域,特别涉及一种可旋转定位夹具。
背景技术:
2.电容笔在智能设备上的应用已经十分普遍,它通过自身的导电特性来触控电容式屏幕,从而完成人机对话操作,是一种人机对话辅助装置。为了增强电容笔的功能,一般还会在电容笔上设置其他的零部件,而零部件通常采用焊接的方式固定。因此,在焊接时,需要专门的定位夹具对电容笔进行定位夹紧,并且定位夹具还需要对零部件进行定位,以便于焊接设备进行焊接工作,同时在焊接时,定位夹具需要带动电容笔产品及零部件进行一定角度的旋转动作,才能够满足焊接的需求。
3.公开号为cn 206588648u 的实用新型专利公开了一种旋转定位夹具,其包括支架,装设于支架的驱动件,可转动连接于支架的转柱,转柱装设有第一气缸、可拆卸地连接有模具板,模具板装设有盖板,模具板设有卡槽,盖板设有让位槽,第一气缸的活塞杆装设有压块,支架装设有第二气缸,第二气缸的活塞杆连接有定位柱,转柱设有多个定位孔;在使用时,将工件放置在卡槽内,通过盖板将工件压紧,第一气缸驱动压块将工件固定在支架上,由驱动件驱动转柱可以连带工件进行转动,第二气缸驱动定位柱插入对应的定位孔中,进而将工件准确地定位在预定的位置。上述专利虽然能够实现工件的定位,并且能够带动工件进行旋转,然而由于工件被嵌入卡槽中,并且又有盖板进行压紧,应用于焊接工作时容易造成结构干涉,并且当需要进行零部件焊接时,没有相应的定位结构,无法满足定位需求,存在局限性。为此,本实用新型特提供一种设计合理、定位效果好、能够实现产品及部件一同定位、十分适用于焊接工作的可旋转定位夹具。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种设计合理、定位效果好、能够实现产品及部件一同定位、十分适用于焊接工作的可旋转定位夹具。
5.本实用新型所采用的技术方案是:本实用新型包括安装底座、旋转座和旋转驱动组件,所述旋转座设置在所述安装底座上且两端与所述安装底座的两端转动配合,所述旋转驱动组件设置在所述安装底座的一侧并与所述旋转座传动连接,所述旋转座上设置有定位座,所述定位座上设置有均与开设在所述定位座上的定位槽相配合的电容笔定位机构和部件定位机构,所述定位座上铰接有压盖,所述压盖压合在所述定位座上并与所述定位槽相配合。
6.进一步,所述电容笔定位机构包括位于所述定位座左右两端的产品限位组件和产品松紧组件,所述产品松紧组件包括松紧座、连接滑柱、u型槽块、松紧弹簧和松紧掰块,所述松紧座固定在所述定位座的右端,所述连接滑柱滑动设置在所述松紧座上且两端均穿出所述松紧座,所述u型槽块设置在所述连接滑柱的左端并与所述定位槽配合,所述松紧弹簧套设在所述连接滑柱上且位于所述u型槽块和所述松紧座之间,所述松紧掰块呈d字型且所
述连接滑柱的右端穿入所述松紧掰块并与所述松紧掰块铰接。
7.进一步,所述产品限位组件包括限位座、限位弹簧和限位块,所述限位座固定在所述定位座的左端,所述限位座的右端开设有限位浮动槽,所述限位块与所述限位浮动槽适配并通过所述限位弹簧浮动设置在所述限位浮动槽内。
8.进一步,所述部件定位机构包括位于所述定位座前后两端的部件固定组件和部件限位组件,所述部件限位组件包括安装压块、铰接销、限位压板和若干第一磁铁,所述安装压块设置在所述定位座的后端,所述铰接销固定在所述安装压块的上端,所述限位压板的后端竖直设置延伸段并与所述铰接销相铰接,所述限位压板的下端面开设有与所述定位槽相配合的压合槽,所述限位压板的下端面的左右两端均设置有所述第一磁铁与设置在所述定位座上的金属件配合。
9.进一步,所述部件固定组件包括部件固定座、抽拉销、伸缩弹簧、固定板和压纹把手,所述部件固定座设置在所述定位座的前端,所述抽拉销滑动设置在所述部件固定座上,所述压纹把手和所述固定板分别设置在所述抽拉销的前后端,所述伸缩弹簧套设在所述抽拉销上且位于所述固定板和所述部件固定座之间,所述部件固定座的后端设置有与所述固定板相配合的卡位竖板716,所述固定板与所述定位槽相配合。
10.进一步,所述压盖上设置有软排线固定组件,所述软排线固定组件包括固定横板、下固定块、上固定块和第二磁铁,所述下固定块设置在所述固定横板上,所述上固定块的右端与所述下固定块的右端铰接,所述下固定块和所述上固定块上均嵌入有所述第二磁铁,两块所述第二磁铁相互配合。
11.进一步,所述压盖的两端均向下浮动设置有限位压块,所述限位压块与所述定位槽配合。
12.进一步,所述压盖的前侧两端均设置有浮动卡扣,所述浮动卡扣与设置在所述定位座前端的卡位块相配合,所述压盖的中部开设有与所述部件定位机构相配合的让位缺口。
13.进一步,所述安装底座的两端均设置有配置有轴承的轴承座,所述旋转座的两端均设置有旋转轴与所述轴承座配合,所述旋转驱动组件包括旋转电机、主动轮、从动轮和皮带,所述旋转电机设置在所述安装底座的右侧,所述主动轮设置在所述旋转电机的输出轴上,所述从动轮设置在位于右侧的所述旋转轴上,所述皮带连接所述主动轮和所述从动轮。
14.进一步,所述旋转座的右端设置有感应片,所述安装底座的右端设置有与所述感应片相配合的传感器。
15.本实用新型的有益效果是:本实用新型在使用时,将电容笔产品放置在定位槽上,通过电容笔定位机构将电容笔产品定位在定位槽内,然后将零部件放置在电容笔产品的焊接位上,通过部件定位机构将零部件与电容笔产品定位及固定,然后盖上压盖使得电容笔产品固定,焊接设备即可进行焊接工作,焊接的过程中,旋转驱动组件带动旋转座在安装底座上转动,从而使得电容笔产品进行旋转,以使得焊接设备将零部件焊接在电容笔产品上。由上述可见,本实用新型整体结构设计合理,对于电容笔产品及零部件都有独立的定位机构,定位效果好,并且能够实现产品及部件一同定位,焊接时不影响焊接设备焊接,十分适用于焊接工作。
附图说明
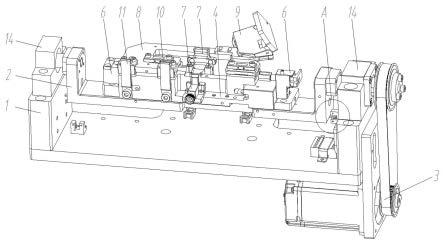
16.图1是本实用新型的立体结构示意图;
17.图2是本实用新型另一角度的立体结构示意图;
18.图3是本实用新型部分结构的立体结构示意图;
19.图4是本实用新型所述产品松紧组件的爆炸图;
20.图5是本实用新型所述产品限位组件的爆炸图;
21.图6是本实用新型所述部件限位组件的立体结构示意图;
22.图7是本实用新型所述部件固定组件的爆炸图;
23.图8是本实用新型所述软排线固定组件的立体结构示意图;
24.图9是图1中a部分的放大图;
25.图10是图2中b部分的放大图。
具体实施方式
26.如图1至图3所示,在本实施例中,本实用新型包括安装底座1、旋转座2和旋转驱动组件3,所述旋转座2设置在所述安装底座1上且两端与所述安装底座1的两端转动配合,所述旋转驱动组件3设置在所述安装底座1的一侧并与所述旋转座2传动连接,所述旋转座2上设置有定位座4,所述定位座4上设置有均与开设在所述定位座4上的定位槽5相配合的电容笔定位机构6和部件定位机构7,所述定位座4上铰接有压盖8,所述压盖8压合在所述定位座4上并与所述定位槽5相配合;
27.上述中,所述安装底座1整体呈u型,所述旋转座2位于所述安装底座1的中间凹陷处并且两端分别与所述安装底座1的两端转动连接,从而所述旋转座2能够在所述安装底座1上进行转动;所述旋转座2整体呈u型,所述定位座4固定在所述旋转座2的中部凹陷处;所述定位座4的上端开设所述定位槽5,用于电容笔产品的放置,实现初定位;所述电容笔定位机构6和所述部件定位机构7均设置在所述定位座4上,分别用于对电容笔产品进行进一步定位和将零部件进行固定,从而便于焊接工作的进行;所述压盖8的后端铰接在所述定位座4的后端,因此能够实现翻转动作,所述压盖8压合在所述定位座4上时,能够对电容笔产品进行固定,使得电容笔产品被完全压紧在所述定位槽5内,从而便于焊接工作的进行;所述电容笔产品被压紧在所述定位槽5上时,其轴心与所述定位座4的旋转轴心同心,因此当所述旋转座2进行翻转时,电容笔产品作旋转动作,从而使得焊接设备实现零部件的焊接。
28.如图1至图5所示,在本实施例中,所述电容笔定位机构6包括位于所述定位座4左右两端的产品限位组件61和产品松紧组件62,所述产品松紧组件62包括松紧座621、连接滑柱622、u型槽块623、松紧弹簧624和松紧掰块625,所述松紧座621固定在所述定位座4的右端,所述连接滑柱622滑动设置在所述松紧座621上且两端均穿出所述松紧座621,所述u型槽块623设置在所述连接滑柱622的左端并与所述定位槽5配合,所述松紧弹簧624套设在所述连接滑柱622上且位于所述u型槽块623和所述松紧座621之间,所述松紧掰块625呈d字型且所述连接滑柱622的右端穿入所述松紧掰块625并与所述松紧掰块625铰接;
29.所述电容笔定位机构6由产品限位组件61和产品松紧组件62组成,所述产品限位组件61设置在所述定位座4的左侧并用于对电容笔产品进行左侧位置的限位,所述产品松紧组件62设置在所述定位座4的右侧并用于对电容笔产品进行压紧动作以便于对产品的左
右两个自由度进行限制从而实现固定;所述产品松紧组件62包括松紧座621、连接滑柱622、u型槽块623、松紧弹簧624和松紧掰块625,所述松紧座621用于所述连接滑柱622的安装,所述连接滑柱622左右滑动设置在所述松紧座621的上端,因此能够相对松紧座621进行左右滑动,从而调节与所述定位槽5之间的距离,所述u型槽块623上开设有与所述定位槽5配合的凹槽以便于对电容笔产品进行限位及放置,所述松紧弹簧624用于使得所述连接滑柱622具有向左浮动的效果,从而能够对电容笔产品进行压紧,所述松紧掰块625呈d型,因此掰动所述松紧掰块625时,所述松紧掰块625的圆弧轮廓与所述松紧座621配合,能够调节所述连接滑柱622的位置,同时所述松紧掰块625的后端具有延长段能够方便掰动。
30.在本实施例中,所述产品限位组件61包括限位座611、限位弹簧612和限位块,所述限位座611固定在所述定位座4的左端,所述限位座611的右端开设有限位浮动槽614,所述限位块与所述限位浮动槽614适配并通过所述限位弹簧612浮动设置在所述限位浮动槽614内。所述限位座611固定在所述定位座4的左侧,其右端设有所述限位浮动槽614,所述限位块可左右滑动设置在所述限位浮动槽614内,所述限位弹簧612用于提供浮动力,从而使得所述限位块获得向右浮动的效果,从而能够对电容笔产品进行柔性支持,既能够实现定位,也能够保护产品。
31.如图1至图7所示,在本实施例中,所述部件定位机构7包括位于所述定位座4前后两端的部件固定组件71和部件限位组件72,所述部件限位组件72包括安装压块721、铰接销722、限位压板723和若干第一磁铁724,所述安装压块721设置在所述定位座4的后端,所述铰接销722固定在所述安装压块721的上端,所述限位压板723的后端竖直设置延伸段725并与所述铰接销722相铰接,所述限位压板723的下端面开设有与所述定位槽5相配合的压合槽726,所述限位压板723的下端面的左右两端均设置有所述第一磁铁724与设置在所述定位座4上的金属件配合;
32.所述部件定位机构7由部件固定组件71和部件限位组件72组成,所述部件固定组件71用于对零部件进行固定,从而便于焊接设备进行焊接工,所述部件限位组件72用于对零部件进行限位及定位,从而使得所述部件固定组件71精准夹持固定零部件;所述部件限位组件72包括安装压块721、铰接销722、限位压板723和两块第一磁铁724,所述安装压块721固定在所述定位座4的后端并与所述定位座4配合将所述铰接销722固定在上端,所述铰接销722用于所述限位压板723的铰接,所述限位压板723的后端垂直延伸有延伸段725,通过所述延伸段725与所述铰接销722铰接,因此所述限位压板723能够进行翻转动作,所述压合槽726位于所述限位压板723的下端面从而能够对电容笔产品及零部件进行压合,使得零部件被压在电容笔产品的焊接位上,从而令所述部件固定组件71将零部件固定,两块所述第一磁铁724设置在所述限位压板723的下端面的左右两端,与设置在所述定位座4上的两个金属件配合,从而在所述限位压板723压合时能够保持压紧状态。
33.在本实施例中,所述部件固定组件71包括部件固定座711、抽拉销712、伸缩弹簧713、固定板714和压纹把手715,所述部件固定座711设置在所述定位座4的前端,所述抽拉销712滑动设置在所述部件固定座711上,所述压纹把手715和所述固定板714分别设置在所述抽拉销712的前后端,所述伸缩弹簧713套设在所述抽拉销712上且位于所述固定板714和所述部件固定座711之间,所述部件固定座711的后端设置有与所述固定板714相配合的卡位竖板716,所述固定板714与所述定位槽5相配合;
34.所述固定座711固定在所述定位座4的前端并且位于所述部件限位组件72的正前方,所述抽拉销712前后滑动设置在所述固定座711的前端凸起块上,所述固定板714固定在所述抽拉销712的后端并与所述定位槽5及所述部件限位组件72配合,所述固定板714用于对零部件进行固定压紧,所述压纹把手715固定在所述抽拉销712的前端,便于操作人员进行推拉,所述伸缩弹簧713用于使得所述固定板714获得向后浮动的浮动力,从而能够保持向后浮动,以便于在工作时持续压紧零部件;所述卡位竖板716位于所述固定座711的后端左侧,用于对所述固定板714进行限位,由于所述固定板714始终具有一个向后的浮动力,因此在不使用所述固定板714时,可向后拉动所述压纹把手715,使得所述固定板714移动至所述卡位竖板716的前方,然后再向左旋转所述压纹把手715,使得所述固定板714逆时针转动并落在所述卡位竖板716的前侧,松开所述压纹把手715后所述固定板714向后浮动即被所述卡位竖板716限制,从而可以进行零部件取放动作或电容笔产品取放动作。此外,为了保证对零部件的精准压紧,所述固定座711的右端设置有导向竖块,所述导向竖块用于对所述固定板714起到导向作用,即当需要对零部件进行压紧固定时,向后拉动所述压纹把手715,然后向右旋转,使得所述固定板714顺时针转动,当固定板714与所述导向竖块接触时,所述固定板714即为垂直状态,此时松开所述压纹把手715即可使得所述固定板714精准压紧零部件。
35.如图1、图2和图8所示,在本实施例中,所述压盖8上设置有软排线固定组件9,所述软排线固定组件9包括固定横板91、下固定块92、上固定块93和第二磁铁94,所述下固定块92设置在所述固定横板91上,所述上固定块93的右端与所述下固定块92的右端铰接,所述下固定块92和所述上固定块93上均嵌入有所述第二磁铁94,两块所述第二磁铁94相互配合;
36.所述软排线固定组件9用于对电容笔上的软排线进行固定,从而避免软排线阻碍到所述部件定位机构7对零部件进行定位及固定;所述软排线固定组件9由固定横板91、下固定块92、上固定块93和两块第二磁铁94组成,所述固定横板91用于所述下固定块92的安装,所述固定横板91固定在所述压盖8的上端右侧,所述下固定块92固定在所述固定横板91上并且其上端面且倾斜面,所述下固定块92的倾斜面沿左到右向上倾斜,以便于更好地对软排线进行固定,避免软排线在固定时过度弯折,所述上固定块93铰接在所述下固定块92上因此能够进行翻转,并且所述上固定块93和所述下固定块92之间通过两块所述第二磁铁94之间的相互吸引从而能够实现贴合,从而能够在使用时对软排线进行固定。
37.如图1至图3所示,在本实施例中,所述压盖8的两端均向下浮动设置有限位压块10,所述限位压块10与所述定位槽5配合。所述限位压块10具有向下浮动的效果,因此当所述压盖8压合在所述定位座4上时,两块所述限位压块10将会对电容笔的两端起到压紧作用,从而使得电容笔被牢牢固定在所述定位槽5内,实现定位及固定。
38.如图1至图3所示,在本实施例中,所述压盖8的前侧两端均设置有浮动卡扣11,所述浮动卡扣11与设置在所述定位座4前端的卡位块12相配合,所述压盖8的中部开设有与所述部件定位机构7相配合的让位缺口13;
39.所述浮动卡扣11铰接在所述压盖8的前端并且具有复位能力,即相当于有浮动效果,所述浮动卡扣11与所述卡位块12配合可以使得所述压盖8压合并固定在所述定位座4上,以便于将电容笔牢牢固定在所述定位槽5内,从而进行焊接工作;所述让位缺口13使得
所述部件定位机构7能够顺利对零部件进行压紧,同时还提供了焊接空间,使得焊接设备可以顺利对电容笔及零部件进行焊接工作。
40.如图1至图3所示,在本实施例中,所述安装底座1的两端均设置有配置有轴承的轴承座14,所述旋转座2的两端均设置有旋转轴与所述轴承座14配合,所述旋转驱动组件3包括旋转电机31、主动轮32、从动轮33和皮带34,所述旋转电机31设置在所述安装底座1的右侧,所述主动轮32设置在所述旋转电机31的输出轴上,所述从动轮33设置在位于右侧的所述旋转轴上,所述皮带34连接所述主动轮32和所述从动轮33。
41.如图9所示,在本实施例中,所述旋转座2的右端设置有感应片15,所述安装底座1的右端设置有与所述感应片15相配合的传感器16。通过所述感应片15与所述传感器16之间的配合,可以检测到所述旋转座2是否回到原点位置,以便于更好地进行控制。
42.如图1至图10所示,本实用新型的工作原理是:
43.操作人员将电容笔产品放置在定位槽5内,并使得电容笔产品的左端与限位块接触,右端处在u型槽块623上,然后掰动松紧掰块625,使得u型槽块623向左移动,从而将电容笔产品的初步固定在定位槽5槽内,然后压下压盖8并锁上浮动卡扣11,实现电容笔产品的完全固定;
44.随后工作人员取来零部件,将零部件放置在电容笔产品的焊接位置处,同时将零部件上连接的软排线向右侧梳理,然后翻下限位压板723,实现零部件的限位,随后在拉动压纹把手715并旋转,对位后释放使得固定板714压紧零部件的前端,由于零部件与电容笔产品轮廓贴合,因此能够使得零部件紧贴电容笔产品并牢牢固定;
45.零部件固定后,翻起限位压板723,整理软排线后,将软排线向后上方牵引,使得零部件的右侧焊接点露出,然后通过将上固定块93和下固定块92将软排线夹紧,完成焊接准备工作;
46.最后,通过焊接设备对零部件及电容笔产品进行焊接工作。
47.虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1