一种粗轧用压靠装置的制作方法
1.本实用新型属于粗轧技术领域,具体涉及一种粗轧用压靠装置。
背景技术:
2.轧辊是经常要进行修磨的,直径一直是在变化的,也就是说每次上机轧辊辊缝都是在变化的;而且牌坊、液压机构、机械压下机构和扎辊轴承等备件互相也都存在一定差异,这都对辊缝有影响;轧机起车前压靠的作用就是根据一定轧制力状况下压靠来进行精确辊缝和轧制力的检测,以这个最新的监测数据来确定辊缝和轧制力等参数,来保证轧制尺寸精确性。
3.目前,现轧钢厂粗轧轧辊的报废直径980mm,为了更好提高轧辊的利用效率,现将轧辊的报废直径优化到960mm,轧辊在从980mm使用到960mm的过程中由于轧辊辊径变小,换辊后粗轧无法正常压靠,必须使用辅助工具才能完成粗轧压靠。
4.因此,需要一种粗轧用压靠装置。
技术实现要素:
5.本实用新型的目的在于提供一种粗轧用压靠装置。
6.本实用新型解决其技术问题所采用的技术方案是:一种粗轧用压靠装置,包括导向杆,所述导向杆的顶部放置有推拉框架,推拉框架设有放置在导向杆上的支撑杆以及与支撑杆垂直连接的连接杆,推拉框架的第一端设有压靠板,推拉框架的第二端的连接杆与千斤顶的伸缩杆连接,以使千斤顶带动推拉框架,从而将压靠板推至粗轧两轧辊之间。
7.具体的是,所述千斤顶的底部设有底座,底座与导向杆的一端焊接,底座的四角设有吊环,用以吊运。
8.具体的是,所述导向杆为“l”型结构,用以防止推拉框架偏离。
9.本实用新型具有以下有益效果:该粗轧用压靠装置应对小辊径粗轧压靠作业,利用该装置提高了粗轧工作辊的利用效率,降低轧辊辊耗。
附图说明
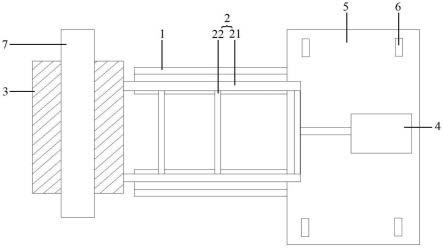
10.图1为本实用新型的结构示意图。
11.图中:1-导向杆;2-推拉框架,21-支撑杆,22-连接杆;3-压靠板;4-千斤顶;5-底座;6-吊耳;7-轧辊。
具体实施方式
12.现在结合附图对本实用新型作进一步详细的说明。
13.如图1所示,一种粗轧用压靠装置,包括导向杆1,导向杆1的顶部放置有推拉框架2,推拉框架2设有放置在导向杆1上的支撑杆21以及与支撑杆21垂直连接的连接杆22,推拉框架2的第一端设有压靠板3,推拉框架2的第二端的连接杆22与千斤顶4的伸缩杆连接,以
使千斤顶4带动推拉框架2,从而将压靠板3推至粗轧两轧辊之间。
14.千斤顶4的底部设有底座5,底座5与导向杆1的一端焊接,底座5的四角设有吊环6,用以吊运。
15.导向杆1为“l”型结构,用以防止推拉框架2偏离。
16.本实用新型的制作方法:
17.1.材料准备:1块钢板,1个推拉框架2,2个导向杆1,1个底座5,1个千斤顶4,4个吊耳6。
18.2.1块钢板用来做压靠用,作为压靠板3,压靠板3通过推拉框架2由千斤顶4把压靠板3送至粗轧两轧辊之间,4个吊耳方便改装吊运。
19.3.压靠板3为(尺寸:1500mm
×
500mm
×
30mm)的钢板。该尺寸的选择是在保证粗轧顺利完成压靠作业。
20.4.推拉框架2是用钢管作为支撑杆21和连接杆22焊接而成的推拉框架2,该推拉框架2的选择是为压靠板3送入两轧辊之间。
21.5.导向杆1是用槽钢制作而成,主要起到导向作用。
22.6.千斤顶4为液压千斤顶,千斤顶4的选择主要是起到压靠板3送进移出的作用。
23.7.底座5使用钢板制作,尺寸根据现场的空间确定,底座5用于放置液压千斤顶,该底座5与导向杆1焊接连接起到支撑作用。
24.8.吊耳6用钢板加工而成,该吊耳6与底座5焊接连接,方便将该装置整体移动。
25.本实用新型不局限于上述实施方式,任何人应得知在本实用新型的启示下作出的结构变化,凡是与本实用新型具有相同或相近的技术方案,均落入本实用新型的保护范围之内。
26.本实用新型未详细描述的技术、形状、构造部分均为公知技术。
技术特征:
1.一种粗轧用压靠装置,其特征在于,包括导向杆,所述导向杆的顶部放置有推拉框架,推拉框架设有放置在导向杆上的支撑杆以及与支撑杆垂直连接的连接杆,推拉框架的第一端设有压靠板,推拉框架的第二端的连接杆与千斤顶的伸缩杆连接,以使千斤顶带动推拉框架,从而将压靠板推至粗轧两轧辊之间。2.根据权利要求1所述的一种粗轧用压靠装置,其特征在于,所述千斤顶的底部设有底座,底座与导向杆的一端焊接,底座的四角设有吊环,用以吊运。3.根据权利要求1所述的一种粗轧用压靠装置,其特征在于,所述导向杆为“l”型结构,用以防止推拉框架偏离。
技术总结
本实用新型公开了一种粗轧用压靠装置,包括导向杆,所述导向杆的顶部放置有推拉框架,推拉框架设有放置在导向杆上的支撑杆以及与支撑杆垂直连接的连接杆,推拉框架的第一端设有压靠板,推拉框架的第二端的连接杆与千斤顶的伸缩杆连接,以使千斤顶带动推拉框架,从而将压靠板推至粗轧两轧辊之间;该粗轧用压靠装置应对小辊径粗轧压靠作业,利用该装置提高了粗轧工作辊的利用效率,降低轧辊辊耗。降低轧辊辊耗。降低轧辊辊耗。
技术研发人员:翟乃波 吕英军 绳波 李刚 侯建民 张永亮 李传华 秦新峰 高爱军 张辉
受保护的技术使用者:山东泰山钢铁集团有限公司
技术研发日:2022.10.10
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1