一种OLED点源加热器激光切割成型用夹具的制作方法
本技术涉及oled点源加热器激光切割,具体为一种oled点源加热器激光切割成型用夹具。
背景技术:
1、oled蒸镀设备是指对oled材料进行蒸镀成膜并做成发光器件的装备。oled蒸镀是oled生产工艺环节中的重要工艺技术,是制约产能的关键因素。蒸镀设备要求真空度高、对位精度高、蒸发均匀等,加热器的热效率均匀性和一致性,会直接影响到蒸发均匀,因此线宽更加均匀一致的加热丝,能够对加热器热效率一致性提供了很好的保证。
2、在对点源加热器进行激光切割时,板材放置在夹持装置上,通过夹持装置对板材进行固定,并在进行加工时,从而通过夹持装置在对板材进行的定位后,在板材上通过激光切割出成型的点源加热器,然而,在进行激光切割时,由于点源加热器较窄,厚度较薄,继而在进行激光切割时,容易出现切割变形,因此需要一种oled点源加热器激光切割成型用夹具来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种oled点源加热器激光切割成型用夹具,具备阻止切割过程变形的功能,解决了因激光切割导致产品变形,从而导致成型后的点源加热器使用时热效率不均衡的问题。
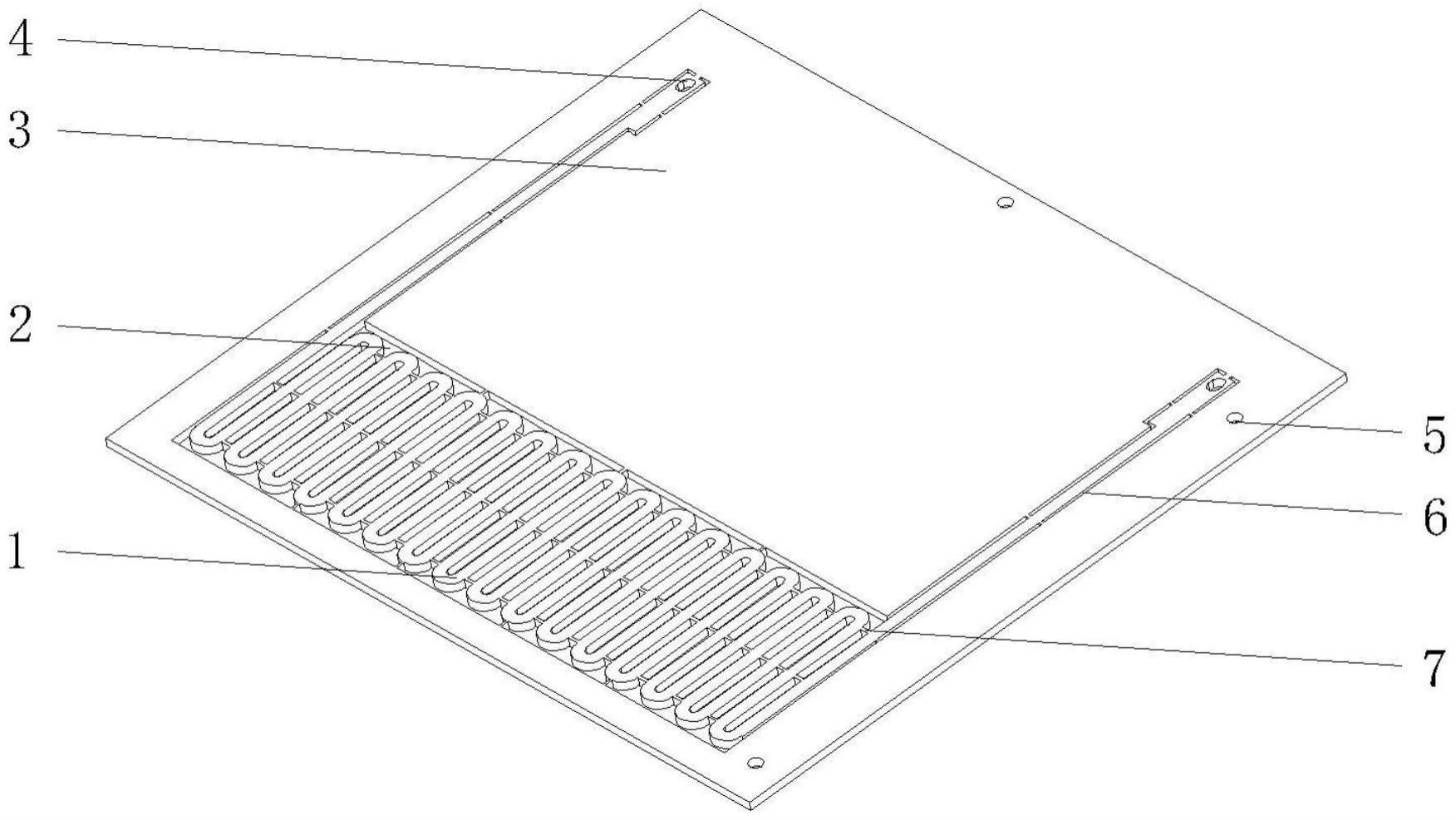
2、为实现上述目的,本实用新型提供如下技术方案:一种oled点源加热器激光切割成型用夹具,包括夹具本体,所述夹具本体上表面两侧分别开设有第二激光避空通道,两个所述第二激光避空通道前端的夹具本体上表面开设有第一激光避空通道,所述第一激光避空通道和第二激光避空通道相连通且内部设有承载结构,所述承载结构与第一激光避空通道和第二激光避空通道相对一侧设有微连结构,所述夹具本体上表面开设有装夹定位孔。
3、使用本技术方案中一种oled点源加热器激光切割成型用夹具时,将待加工的板材通过螺丝固定安装在夹具本体上表面,并将夹具本体固定安装在激光切割机上,在通过激光切割机对点源加热器进行成型切割时,可使穿过板材的激光束从第一激光避空通道和第二激光避空通道穿过,同时,设置在承载结构和第一激光避空通道和第二激光避空通道之间的微连结构对成型后的板材进行支撑,从而在对板材进行切割时,可有效抑制工件的加工变形。
4、优选的,所述夹具本体采用矩形结构设计,夹具本体厚度与第一激光避空通道和第二激光避空通道深度相匹配。
5、优选的,两个所述第二激光避空通道采用长条状结构设计,两个第二激光避空通道相平行。
6、优选的,所述第一激光避空通道采用矩形结构设计,第一激光避空通道两侧与两个第二激光避空通道相匹配一侧处于同一平面。
7、优选的,所述承载结构上表面与夹具本体上表面处于同一平面,第一激光避空通道内的承载结构呈s状结构设计,第一激光避空通道内的承载结构上开设有预留孔洞。
8、优选的,所述微连结构与夹具本体上表面处于同一平面。
9、优选的,所述装夹定位孔数量为三个,三个装夹定位孔内分别活动安装有螺丝并通过螺丝与板材固定安装。
10、优选的,所述预留孔洞数量为两个,两个预留孔洞分别开设在承载结构上表面的两端中间。
11、与现有技术相比,本实用新型的有益效果如下:
12、本实用新型通过设置夹具本体,并在夹具本体上设置第一激光避空通道和第二激光避空通道,并将承载结构通过微连结构安装在第一激光避空通道和第二激光避空通道内,从而在进行激光切割时,通过第一激光避空通道和第二激光避空通道方便激光束穿过,同时,通过微连结构对板材进行支撑,达到了提高激光切割时成型精度的效果。
技术特征:
1.一种oled点源加热器激光切割成型用夹具,包括夹具本体(3),其特征在于:所述夹具本体(3)上表面两侧分别开设有第二激光避空通道(6),两个所述第二激光避空通道(6)前端的夹具本体(3)上表面开设有第一激光避空通道(2),所述第一激光避空通道(2)和第二激光避空通道(6)相连通且内部设有承载结构(1),所述承载结构(1)与第一激光避空通道(2)和第二激光避空通道(6)相对一侧设有微连结构(7),所述夹具本体(3)上表面开设有装夹定位孔(5)。
2.根据权利要求1所述的一种oled点源加热器激光切割成型用夹具,其特征在于:所述夹具本体(3)采用矩形结构设计,夹具本体(3)厚度与第一激光避空通道(2)和第二激光避空通道(6)深度相匹配。
3.根据权利要求1所述的一种oled点源加热器激光切割成型用夹具,其特征在于:两个所述第二激光避空通道(6)采用长条状结构设计,两个第二激光避空通道(6)相平行。
4.根据权利要求1所述的一种oled点源加热器激光切割成型用夹具,其特征在于:所述第一激光避空通道(2)采用矩形结构设计,第一激光避空通道(2)两侧与两个第二激光避空通道(6)相匹配一侧处于同一平面。
5.根据权利要求1所述的一种oled点源加热器激光切割成型用夹具,其特征在于:所述承载结构(1)上表面与夹具本体(3)上表面处于同一平面,第一激光避空通道(2)内的承载结构(1)呈s状结构设计,第一激光避空通道(2)内的承载结构(1)上开设有预留孔洞(4)。
6.根据权利要求1所述的一种oled点源加热器激光切割成型用夹具,其特征在于:所述微连结构(7)与夹具本体(3)上表面处于同一平面。
7.根据权利要求1所述的一种oled点源加热器激光切割成型用夹具,其特征在于:所述装夹定位孔(5)数量为三个,三个装夹定位孔(5)内分别活动安装有螺丝并通过螺丝与板材固定安装。
8.根据权利要求5所述的一种oled点源加热器激光切割成型用夹具,其特征在于:所述预留孔洞(4)数量为两个,两个预留孔洞(4)分别开设在承载结构(1)上表面的两端中间。
技术总结
本技术涉及OLED点源加热器激光切割技术领域,尤其涉及一种OLED点源加热器激光切割成型用夹具,其技术方案包括:夹具本体,所述夹具本体上表面两侧分别开设有第二激光避空通道,两个所述第二激光避空通道前端的夹具本体上表面开设有第一激光避空通道,所述第一激光避空通道和第二激光避空通道相连通且内部设有承载结构,所述承载结构与第一激光避空通道和第二激光避空通道相对一侧设有微连结构,所述夹具本体上表面开设有装夹定位孔。本技术解决了因激光切割过程加热器变形,从而导致成型后的点源加热器各区域热效率不一致的问题。
技术研发人员:刘乾坤,毛剑,王昌文,刘辉江,彭奎,伍庭军
受保护的技术使用者:湖南海创同辉新材料有限公司
技术研发日:20221021
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!