一种加工用的镗刀的制作方法
1.本实用新型涉及加工刀具的技术领域,特别是涉及一种加工用的镗刀。
背景技术:
2.在金属产品的加工过程中,对于装配或者尺寸精度达到0.01mm甚至更严格的通孔,需要在数控机床上进行精加工。为保证加工精度,一般要用金属刀具进行加工。镗刀是机床加工常用的加工刀具之一,其多用于对工件的进行高精度孔加工。在加工时,通常需要设置在加工区域附近的切削液喷洒装置向刀具和工件喷洒切削液,以润滑刀具以及工件。但由于镗刀的刀刃比较短,切削液的喷洒角度有限,难以确保切削液能喷至刀刃上,因而使得加工过程中镗刀与工件的润滑效果较差。此外,由于切削液难以喷至镗刀的刀刃,因而加工过程中产生金属屑会积累的刀刃表面而无法清除,而过多的金属屑会一定程度上影响加工精度和加工表面效果,同时影响到生产成本和生产效率。
技术实现要素:
3.基于此,本实用新型的目的在于,提供一种加工用的镗刀,其具有润滑效果好,并且能有效清除累积在刀刃上的金属屑的优点。
4.一种加工用的镗刀,包括与机床插接的刀柄,设置在所述刀柄前端的刀座,以及安装在靠近所述刀座前端的侧壁上的刀刃,其中,所述刀柄与所述刀座共轴;所述刀柄内部设有第一喷淋通道,所述第一喷淋通道的一端延伸至所述刀柄后端的端部,用于与机床的切削液喷淋装置连通;所述刀座内部设有第二喷淋通道,所述第二喷淋通道的一端与所述第一喷淋通道的另一端连通,所述第二喷淋通道的另一端延伸至所述刀座的侧壁,形成一喷淋口;所述喷淋口朝向所述刀刃,使所述切削液喷淋装置提供的切削液依次经过所述第一喷淋通道和所述第二喷淋通道,从所述喷淋口喷向所述刀刃。
5.相较于现有技术,本实用新型通过在镗刀内部设置用于供切削液流动的第一喷淋通道和第二喷淋通道,使加工用的切削液从镗刀的内部喷向刀刃和工件,解决从镗刀外部喷洒切削液时,难以确保切削液能喷洒至镗刀的刀刃上,使得加工过程中镗刀与工件的润滑效果较差,且难以清除刀刃表面积累的金属屑的问题。
6.进一步地,所述第二喷淋通道的横截面的面积等于或小于所述第一喷淋通道的横截面的面积。
7.进一步地,所述第一喷淋通道呈阶梯孔状,包括大径段和小径段;所述大径段的横截面积大于所述小径段的横截面积,所述大径段与机床的切削液喷淋装置连通,所述小径段与所述第二喷淋通道连通。
8.进一步地,所述第二喷淋通道的横截面积小于所述小径段的横截面积。
9.进一步地,所述第一喷淋通道呈圆台状,其半径较大的一端为大径端,另一端为小径端;所述大径端与机床的切削液喷淋装置连通,所述小径端与所述第二喷淋通道连通。
10.进一步地,所述第二喷淋通道的横截面积小于所述小径端的横截面积。
11.为了更好地理解和实施,下面结合附图详细说明本实用新型。
附图说明
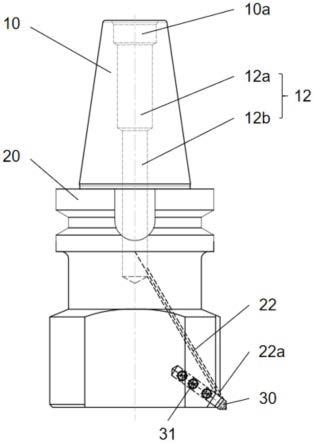
12.图1为本实用新型具体实施方式中加工用的镗刀的主视图;
13.附图标记:10-刀柄、10a-接口、12-第一喷淋通道、12a-大径段、12b-小径段、20-刀座、22-第二喷淋通道、22a-喷淋口、30-刀刃、31-紧固件。
具体实施方式
14.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
15.图1示出本实用新型具体实施方式中加工用的镗刀的主视图。由图1可见,加工用的镗刀包括刀柄10,刀座20和刀刃30。刀座20设置在刀柄10前端,并与刀柄10共轴;刀刃30通过紧固件31安装在靠近刀座20前端的侧壁上,其中,紧固件为螺丝或者螺栓。在本实施方式中,刀刃30通过3个紧固件31安装于刀座20的侧壁上。
16.使用时,先将本实用新型镗刀的刀柄10垂直插接于机床的安装座上,然后通过镗刀的旋转对工件进行高精度孔加工。在加工过程中,由于刀刃30与工件之间高速摩擦而产生巨大的热量,为避免过高的温度损坏刀具和工件,因此需要对刀刃30以及工件喷砂切削液,以润滑刀刃30和工件,并对其进行降温。然而,镗刀的刀刃30较短,由于切削液喷洒的角度受限,难以确保切削液能喷砂至刀刃30上,以对刀刃30与工件起到润滑作用,也难以清除刀刃表面累积的金属屑。
17.为解决这个问题,本实用新型的镗刀的刀柄10内设有第一喷淋通道12,第一喷淋通道12的一端延伸至刀柄10后端的端部,使第一喷淋通道12与机床的切削液喷淋装置(图未示)连通,具体地,第一喷淋通道12位于刀柄10的轴线上。刀座20内设有第二喷淋通道22,第二喷淋通道22的第一端与第一喷淋通道12的另一端连通,第二喷淋通道22的另一端延伸至刀座20的侧壁,形成一喷淋口22a,并与外部环境连通,其中,喷淋口22a朝向刀刃30。在一些实施方式中,刀柄10后端的端部设有便于与机床插接的接口10a(如图1所示),此时,第一喷淋通道12的一端延伸至接口10a位置并与该接口10a连通。
18.当进行加工时,切削液喷淋装置(图未示)将切削液通入刀柄10内的第一喷淋通道12,切削液依次经过第一喷淋通道12和第二喷淋通道22,从喷淋口22a喷向刀刃30,从而确保切削液能喷洒至刀刃30与工件表面,对加工过程中刀刃30和工件起润滑的作用,并有效清除粘附在刀刃30和工件表面的金属屑。此外,通过切削液在刀柄10和刀座20内部流动,可从刀具内部对刀具的整体进行降温。
19.进一步地,第二喷淋通道22的横截面积可以与第一喷淋通道12的横截面积相同,也可以如图1所示,第二喷淋通道22的横截面积小于第一喷淋通道12的横截面积,这两种结构各有优点。当第二喷淋通道22的横截面积可以与第一喷淋通道12的横截面积相同时,刀具制造更加简单;当第二喷淋通道22的横截面积小于第一喷淋通道12的横截面积时,可使
切削液从喷淋口22a喷向刀刃30的喷射速度更快,有利于清除刀刃30和工件表面的金属屑。
20.具体地,第一喷淋通道12呈阶梯孔状,包括大径段12a和小径段12b,其中,大径段12a的横截面积大于小径段12b的横截面积。大径段12a与机床的切削液喷淋装置(图未示)连通,小径段12b与第二喷淋通道22连通。切削液喷淋装置(图未示)通入的切削液从大径段12a流向小径段12b,由于通道的横截面积变窄,因此流向第二喷淋通道22的切削液的流动速度加快。而第二喷淋通道22的横截面积小于小径段12b的横截面积。通过逐步缩小喷淋通道的横截面积,可使切削液在第一喷淋通道12和第二喷淋通道22内的流动速度进一步加快,提高从喷淋口22a喷出的切削液的喷射速度,更有利于清除在刀刃30和工件上粘附较牢的金属屑。
21.在这里,第一喷淋通道12除了呈阶梯孔状,还可以呈圆台状。呈圆台状的第一喷淋通道12一端半径较大,为大径端,而另一端半径较小,为小径端。大径端与机床的切削液喷淋装置(图未示)连通,小径端与第二喷淋通道22连通。其中,第二喷淋通道22的横截面积小于小径端的横截面积,当第二喷淋通道22的横截面积小于小径端的横截面积时,同样可使切削液从喷淋口22a喷向刀刃30的喷射速度更快,有利于清除刀刃30和工件表面的金属屑,且相较于阶梯孔状的第一喷淋通道12,圆台状的第一喷淋通道12更利于切削液在其内部的流动。
22.相较于现有技术,本实用新型通过在镗刀内部设置用于供切削液流动的第一喷淋通道和第二喷淋通道,使加工用的切削液从镗刀的内部喷向刀刃和工件,解决从镗刀外部喷洒切削液时,难以确保切削液能喷洒至镗刀的刀刃上,使得镗刀的加工过程的润滑效果较差,且难以清除刀刃表面积累的金属屑的问题;此外,通过切削液在刀柄和刀座内部流动,可从刀具内部对刀具的整体进行降温。本实用新型设计简单,制造成本低,润滑效果和冷却效果,可延长刀具的使用寿命;同时能有效清除累积在刀刃上的金属屑,减少刀刃的磨损,提高工件加工的质量。
23.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,则本实用新型也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1