一种冷镦U型螺栓成型辅助装置的制作方法
一种冷镦u型螺栓成型辅助装置
技术领域
1.本实用新型涉及冷镦加工技术领域,特别涉及一种冷镦u型螺栓成型辅助装置。
背景技术:
2.冷镦工艺是少无切削金属压力加工新工艺之一,它是一种利用金属在外力作用下所产生的塑性变形,并借助于模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法,冷镦工艺最适于用来生产螺栓、螺钉、螺母、铆钉、销钉等标准紧固件,u型螺栓广泛用于电力、风能发电、物件固定上,主要起到固定锁紧作用,常见的u型螺栓很多也是采用冷镦工艺生产制造。
3.现有的冷镦工艺加工u型螺栓时存在以下弊端:在实际生产u型螺栓的过程中,需要人工一一放料、手动压料、分料,效率低下,操作过程中存在安全隐患,为此,我们提出一种冷镦u型螺栓成型辅助装置。
技术实现要素:
4.本实用新型的主要目的在于提供一种冷镦u型螺栓成型辅助装置,通过料箱、储料腔、排料管、转盘、圆柱、托板、凹槽、连杆等组件构成的下料机构,实现u型螺栓加工原料的自动话供料,提高效率和生产过程安全性,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种冷镦u型螺栓成型辅助装置,包括底座,还包括下料机构,所述底座顶部设置有提供冷镦原料的下料机构,所述下料机构包括料箱、储料腔、进料口、排料管、转盘、圆柱、托板、凹槽、连杆和转轴,料箱内部开设有储装u型螺栓加工原料的储料腔且料箱底部一侧斜向安装有排料管,底座顶部靠近料箱位置安装有转盘且转盘表面一侧固定连接有圆柱,排料管排料端紧贴圆柱外表面,圆柱表面一侧焊接有托板且圆柱表面靠近托板位置开设有凹槽,转盘表面一侧安装有连杆并通过连杆与冷镦机冲压滑块相连接。
7.进一步地,还包括推料机构,所述底座顶部一侧设置有将原料推入加工位置的推料机构,所述推料机构包括限位槽、气缸和推杆,底座顶部水平方向开设有与托板排料端位置对应的限位槽,气缸动力输出端安装有位于限位槽内部的推杆;限位槽与托板排料位置对应,在托板运动到极限位置其表面u型螺栓原料会自动滑出且正好滑出至限位槽内部,气缸通过外部控制组件控制,运行频率根据冷镦加工频率设置,使得加工完成的u型螺栓排料完成后气缸运行,其动力端通过推杆推动原料,将限位槽内部原料推入至模具内部,实现自动化上料。
8.进一步地,所述底座内部四角位置均开设有安装孔;通过底座内部的安装孔方便将底座安装在冷镦机机台表面合适位置。
9.进一步地,所述料箱顶部一侧开设有与储料腔内部相连通的进料口;通过进料口可以方便将u型螺栓加工原料倒入至储料腔内部。
10.进一步地,所述转轴两端与冷镦机动力端以及转盘表面之间连接处均安装有转
轴;转轴起到连接作用,使得冷镦机滑块的竖直运动可以带动转盘在一定范围内转动。
11.进一步地,所述气缸控制端与外部控制组件相连接;通过外部控制组件可以对气缸的运行频率进行调控。
12.与现有技术相比,本实用新型具有如下有益效果:底座安装在冷镦机机台表面合适位置并固定,连杆端部与冷镦机的动力端滑块相连接,料箱内部储装生产u型螺栓用来的原料,排料管与原料尺寸对应,使得储料腔内部原料可以有序滚落至排料管内部,正常状态下排料管末端与凹槽位置对齐,使得凹槽内部滚入一根原料,在冷镦机滑块下移过程中连杆带动转盘和圆柱转动,使得凹槽内部原料滑入至托板表面并在冷镦机滑块运动到底部时,托板正好倾斜成一定角度时,将其表面原料滑入至限位槽内部进行后续上料,这一过程中圆柱表面紧贴排料管末端,使得物料不会漏出直至托板复位,凹槽与排料管端部对齐才可装入后续使用的原料,通过各组件的配合,实现了u型螺栓加工原料的自动化下料作业,提高加工效率,同时提高了生产过程中的安全性,减少人工操作量;限位槽与托板排料位置对应,在托板运动到极限位置其表面u型螺栓原料会自动滑出且正好滑出至限位槽内部,气缸通过外部控制组件控制,运行频率根据冷镦加工频率设置,使得加工完成的u型螺栓排料完成后气缸运行,其动力端通过推杆推动原料,将限位槽内部原料推入至模具内部,实现自动化上料。
附图说明
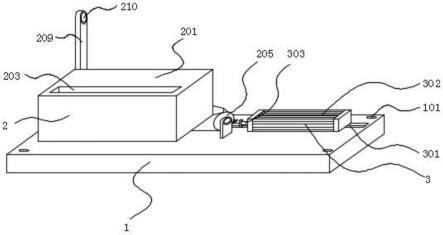
13.图1为本实用新型一种冷镦u型螺栓成型辅助装置的整体结构示意图。
14.图2为本实用新型一种冷镦u型螺栓成型辅助装置的圆柱侧面结构示意图。
15.图3为本实用新型一种冷镦u型螺栓成型辅助装置的料箱内部结构示意图。
16.图中:1、底座;101、安装孔;2、下料机构;201、料箱;202、储料腔;203、进料口;204、排料管;205、转盘;206、圆柱;207、托板;208、凹槽;209、连杆;210、转轴;3、推料机构;301、限位槽;302、气缸;303、推杆。
具体实施方式
17.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
18.如图1-3所示,一种冷镦u型螺栓成型辅助装置,包括底座1,还包括下料机构2,所述底座1顶部设置有提供冷镦原料的下料机构2,所述下料机构2包括料箱201、储料腔202、进料口203、排料管204、转盘205、圆柱206、托板207、凹槽208、连杆209和转轴210,料箱201内部开设有储装u型螺栓加工原料的储料腔202且料箱201底部一侧斜向安装有排料管204,底座1顶部靠近料箱201位置安装有转盘205且转盘205表面一侧固定连接有圆柱206,排料管204排料端紧贴圆柱206外表面,圆柱206表面一侧焊接有托板207且圆柱206表面靠近托板207位置开设有凹槽208,转盘205表面一侧安装有连杆209并通过连杆209与冷镦机冲压滑块相连接。
19.其中,所述底座1内部四角位置均开设有安装孔101,所述料箱201顶部一侧开设有与储料腔202内部相连通的进料口203;通过底座1内部的安装孔101方便将底座1安装在冷镦机机台表面合适位置,通过进料口203可以方便将u型螺栓加工原料倒入至储料腔202内
部。
20.其中,所述转轴210两端与冷镦机动力端以及转盘205表面之间连接处均安装有转轴210;转轴210起到连接作用,使得冷镦机滑块的竖直运动可以带动转盘205在一定范围内转动。
21.其中,所述气缸302控制端与外部控制组件相连接;通过外部控制组件可以对气缸302的运行频率进行调控。
22.需要说明的是,本实用新型为一种冷镦u型螺栓成型辅助装置,使用时,底座1安装在冷镦机机台表面合适位置并固定,连杆209端部与冷镦机的动力端滑块相连接,料箱201内部储装生产u型螺栓用来的原料,排料管204与原料尺寸对应,使得储料腔202内部原料可以有序滚落至排料管204内部,正常状态下排料管204末端与凹槽208位置对齐,使得凹槽208内部滚入一根原料,在冷镦机滑块下移过程中连杆209带动转盘205和圆柱206转动,使得凹槽208内部原料滑入至托板207表面并在冷镦机滑块运动到底部时,托板207正好倾斜成一定角度时,将其表面原料滑入至限位槽301内部进行后续上料,这一过程中圆柱206表面紧贴排料管204末端,使得物料不会漏出直至托板207复位,凹槽208与排料管204端部对齐才可装入后续使用的原料,通过各组件的配合,实现了u型螺栓加工原料的自动化下料作业,提高加工效率,同时提高了生产过程中的安全性,减少人工操作量;限位槽301与托板207排料位置对应,在托板207运动到极限位置其表面u型螺栓原料会自动滑出且正好滑出至限位槽301内部,气缸302通过外部控制组件控制,运行频率根据冷镦加工频率设置,使得加工完成的u型螺栓排料完成后气缸302运行,其动力端通过推杆303推动原料,将限位槽301内部原料推入至模具内部,实现自动化上料。
23.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1