卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装的制作方法
1.本实用新型涉及一种卷盘喷灌机喷头车主横梁组件的拼接点焊工装,具体是一种卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装,属于卷盘喷灌机技术领域。
背景技术:
2.卷盘喷灌机是喷灌机中比较常见的一种,一般采用水涡轮式动力驱动系统,通常主要包括机架、卷盘、pe管、水涡轮、变速箱和喷头车,喷灌压力水带动水涡轮旋转,从水涡轮轴传入到减速器中,降速后链条传动产生较大的扭矩力驱动卷盘转动,从而实现pe管牵引喷头车进行喷灌的同时实现pe管的自动回卷回收。
3.如图1所示,申请人设计研发的卷盘喷灌机四轮喷头车包括主横梁组件1、立架2和车轮3,主横梁1组件的主横梁11是方管结构,左右对称设置的立架2插接安装在主横梁11内、可实现两件立架2之间间距的调节,四件车轮3两两对称安装在两件立架2的底部。如图2、图3所示,主横梁组件1的主横梁11沿左右方向的对称中心位置固定焊接有输水管组件,输水管组件包括输水管和桁架回转定位盘12,输水管包括依次对接焊接固定连接的竖直管段14、弯头15、水平管段16和连接法兰17,连接法兰17上设有均布的安装通孔,竖直管段14上还焊接有向前方伸出的、用于连接牵引机和悬挂配重的前伸梁18,位于竖直管段14顶端的桁架回转定位盘12固定焊接在主横梁11上、且桁架回转定位盘12与竖直管段14同轴设置,桁架回转定位盘12的几何中心位置还焊接有与竖直管段14同轴贯通的回转支撑套13,桁架回转定位盘12上还设有用于桁架回转角度定位的多个回转角度定位孔,水平管段16与连接法兰17之间、水平管段16与竖直管段14之间、竖直管段14与主横梁11之间、竖直管段14与桁架回转定位盘12之间、桁架回转定位盘12与主横梁11之间还分别焊接有加强筋。针对主横梁组件1的现有拼接点焊方式,通常是以主横梁11作为定位基准基础来拼接输水管组件,这种拼接方式一方面由于主横梁11为细长结构而易造成输水管组件的定位产生偏差,另一方面由于输水管组件结构相对复杂而造成拼接效率较低、且易产生累计误差,进而影响主横梁组件1的整体拼接质量及拼接进度。
技术实现要素:
4.针对上述问题,本实用新型提供一种卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装,能够在实现快速拼接、提高拼接效率的前提下实现保证主横梁组件的拼接质量。
5.为实现上述目的,本卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装包括整体拼装台架,整体拼装台架包括整体拼装平台以及设置在整体拼装平台底部的支撑腿;整体拼装平台上设有与竖直管段配合的竖直管段定位基准孔,整体拼装平台的左端面或右端面上设有主横梁端面基准立面;竖直管段定位基准孔周围对应桁架回转定位盘的回转角度定位孔的位置设有竖直贯穿整体拼装平台的桁架回转定位盘定位基准孔;竖直管段定位基准孔的左右两侧分别设有包括定位平面和定位立面的主横梁定位基准块;竖直管段定位基准孔的正前方设有前伸梁托架,前伸梁托架的顶端包括定位平面和定位立面,前伸梁托架的
顶端对应桁架回转定位盘的回转角度定位孔的位置设有前伸梁托架定位孔;竖直管段定位基准孔的正后方设有输水管定位架,输水管定位架固定设置在整体拼装平台上,输水管定位架顶部的前端面是连接法兰定位立面、且法兰定位立面上对应连接法兰的安装通孔的位置设有连接法兰定位孔。
6.作为本实用新型的进一步改进方案,卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装还包括输水管拼装台架,输水管拼装台架包括输水管拼装平台以及设置在输水管拼装平台底部的支撑腿;输水管拼装平台上固定设有连接法兰定位架,连接法兰定位架顶部的前端面是连接法兰定位立面、且法兰定位立面上对应连接法兰的安装通孔的位置设有连接法兰定位孔;连接法兰定位架的前方设有输水管管段定位架,输水管管段定位架的顶端设有水平管段定位卡口,输水管管段定位架沿前后方向的立面上设有竖直管段定位卡口。
7.作为本实用新型的进一步改进方案,输水管拼装平台的台面上还单独设有开口向上设置的、且交叉布置呈90
°
的水平管段定位卡口和竖直管段定位卡口。
8.与现有技术相比,本卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装以桁架回转定位盘的顶平面作为整个主横梁组件的定位基准基础,先将桁架回转定位盘放置在整体拼装平台、并通过定位销和桁架回转定位盘定位基准孔进行定位,然后将主横梁放置在主横梁定位基准块上,通过主横梁端面基准立面进行左右方向上的定位后、将主横梁与桁架回转定位盘进行点焊,将连接法兰通过定位销和连接法兰定位孔定位在输水管定位架顶部的前端面上后,在连接法兰上穿入水平管段,将竖直管段穿入竖直管段定位基准孔后,依次对接并点焊弯头和水平管段,然后将竖直管段与桁架回转定位盘进行点焊,将前伸梁托架通过定位销和前伸梁托架定位孔定位在桁架回转定位盘上后,将前伸梁通过前伸梁托架进行定位并与竖直管段对接点焊,最后分别在相应位置点焊加强筋即可。完成整体拼接点焊后,撤除各定位销以及前伸梁托架,即可将完成拼接点焊的主横梁组件吊装取出,回转支撑套可以在吊装取出后在竖直管段的顶端套接点焊,能够在实现快速拼接、提高拼接效率的前提下实现保证主横梁组件的拼接质量。
附图说明
9.图1是卷盘喷灌机四轮喷头车的三维结构示意图;
10.图2是主横梁组件右后上方视角方向的三维结构示意图;
11.图3是主横梁组件右前下方视角方向的三维结构示意图;
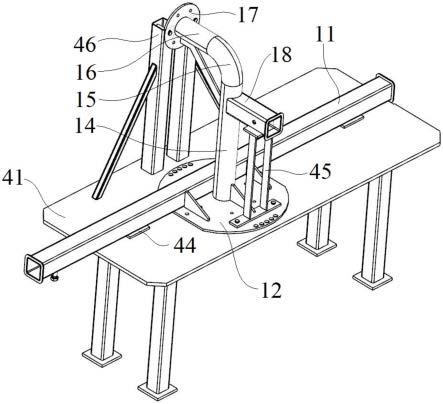
12.图4是本实用新型整体拼装台架的三维结构示意图;
13.图5是主横梁组件整体拼接点对时的三维结构示意图;
14.图6是本实用新型输水管拼装台架的三维结构示意图;
15.图7是输水管拼接点对时的三维结构示意图。
16.图中:1、主横梁组件,11、主横梁,12、桁架回转定位盘,13、回转支撑套,14、竖直管段,15、弯头,16、水平管段,17、连接法兰,18、前伸梁,2、立架,3、车轮,4、整体拼装台架,41、整体拼装平台,42、竖直管段定位基准孔,43、桁架回转定位盘定位基准孔,44、主横梁定位基准块,45、前伸梁托架,46、输水管定位架,47、主横梁端面基准立面,5、输水管拼装台架,51、输水管拼装平台,52、连接法兰定位架,53、输水管管段定位架。
具体实施方式
17.下面结合附图对本实用新型做进一步说明(以下以连接法兰17面对的方向为后方进行描述)。
18.如图4所示,本卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装包括整体拼装台架4,整体拼装台架4包括整体拼装平台41以及设置在整体拼装平台41底部的支撑腿;整体拼装平台41上设有与竖直管段14配合的竖直管段定位基准孔42,整体拼装平台41的左端面或右端面上设有主横梁端面基准立面47;竖直管段定位基准孔42周围对应桁架回转定位盘12的回转角度定位孔的位置设有竖直贯穿整体拼装平台41的桁架回转定位盘定位基准孔43;竖直管段定位基准孔42的左右两侧分别设有包括定位平面和定位立面的主横梁定位基准块44;竖直管段定位基准孔42的正前方设有前伸梁托架45,前伸梁托架45的顶端包括定位平面和定位立面,前伸梁托架45的顶端对应桁架回转定位盘12的回转角度定位孔的位置设有前伸梁托架定位孔;竖直管段定位基准孔42的正后方设有输水管定位架46,输水管定位架46固定设置在整体拼装平台41上,输水管定位架46顶部的前端面是连接法兰定位立面、且法兰定位立面上对应连接法兰17的安装通孔的位置设有连接法兰定位孔。
19.利用本卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装对主横梁组件进行拼接点焊时,以桁架回转定位盘12的顶平面作为整个主横梁组件的定位基准基础,如图5所示,先将桁架回转定位盘12放置在整体拼装平台41、并通过定位销和桁架回转定位盘定位基准孔43进行定位;然后将主横梁11放置在主横梁定位基准块44上,通过主横梁端面基准立面47进行左右方向上的定位后、将主横梁11与桁架回转定位盘12进行点焊;将连接法兰17通过定位销和连接法兰定位孔定位在输水管定位架46顶部的前端面上后,在连接法兰17上穿入水平管段16,将竖直管段14穿入竖直管段定位基准孔42后,依次对接并点焊弯头15和水平管段16,然后将竖直管段14与桁架回转定位盘12进行点焊;将前伸梁托架45通过定位销和前伸梁托架定位孔定位在桁架回转定位盘12上后,将前伸梁18通过前伸梁托架45进行定位并与竖直管段14对接点焊;最后分别在相应位置点焊加强筋即可。完成整体拼接点焊后,撤除各定位销以及前伸梁托架45,即可将完成拼接点焊的主横梁组件1吊装取出,回转支撑套13可以在吊装取出后在竖直管段14的顶端套接点焊。
20.为了提高拼接点焊效率,作为本实用新型的进一步改进方案,本卷盘喷灌机四轮喷头车主横梁组件的拼接点焊工装还包括输水管拼装台架5,如图6所示,输水管拼装台架5包括输水管拼装平台51以及设置在输水管拼装平台51底部的支撑腿;输水管拼装平台51上固定设有连接法兰定位架52,连接法兰定位架52顶部的前端面是连接法兰定位立面、且法兰定位立面上对应连接法兰17的安装通孔的位置设有连接法兰定位孔;连接法兰定位架52的前方设有输水管管段定位架53,输水管管段定位架53的顶端设有水平管段定位卡口,输水管管段定位架53沿前后方向的立面上设有竖直管段定位卡口。采取先将输水管拼接点焊后再进行主横梁组件1整体拼接点对的方式,可以进一步提高拼接点焊效率、并实现更好的整体拼接质量。输水管拼接点焊时,如图7所示,将连接法兰17通过定位销和连接法兰定位孔定位在连接法兰定位架52的连接法兰定位立面上后,将水平管段16穿入连接法兰17、并通过水平管段定位卡口进行定位,将竖直管段14通过竖直管段定位卡口进行定位后,即可将弯头15与水平管段16和竖直管段14进行对接点焊,最后将水平管段16与连接法兰17进行点焊,即可完成输水管的拼接点焊。
21.为进一步实现提高拼接点焊效率,作为本实用新型的进一步改进方案,采取先将水平管段16、弯头15和竖直管段14进行拼接点焊后再通过连接法兰定位架52和输水管管段定位架53拼接点焊连接法兰17的方式,即,如图6、图7所示,输水管拼装平台51的台面上还单独设有开口向上设置的、且交叉布置呈90
°
的水平管段定位卡口和竖直管段定位卡口。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1