超长筒体锻件拔长用组合芯棒的制作方法
1.本实用新型属于自由锻造工装技术领域,具体涉及一种超长筒体锻件拔长用组合芯棒。
背景技术:
2.在自由锻造生产中筒类锻件较多,如各种压力容器、缸体等,其中超长筒体锻件往往由于芯棒长度不够难以锻出,如用短芯棒拔长容易导致超长筒类锻件超出芯棒部分弯曲从而不满足加工要求;如投制长芯棒,又往往因投制成本及工期限制难以操作。所以一般在自由锻造工艺中超长筒体锻件往往被锻造为实心,造成锻件的重量增大;而且由于超长筒体锻件内孔未锻出,后续加工工时量较大,且造成材料的极大浪费。
3.因此,迫切需要研发一种新的锻造工装,使得超长筒体锻件可以将内孔锻出,以减小锻件重量及机加工工时,从而增加经济效益。
技术实现要素:
4.本实用新型的目的在于提供一种超长筒体锻件拔长用组合芯棒,解决了现有超长筒体锻件内孔不易锻出的问题。
5.本实用新型所采用的技术方案是:超长筒体锻件拔长用组合芯棒,包括芯棒主体及其末端同轴点焊连接的加长段,芯棒主体的末端沿轴向开设有内螺孔,加长段靠近芯棒主体的一端沿轴向固定连接有与内螺孔螺纹配合的外螺杆,加长段远离芯棒主体的一端沿侧壁周向均匀间隔开设有多个旋合孔,加长段的中心沿轴向开设有减重通孔。
6.本实用新型的特点还在于,
7.组合芯棒为圆锥体,加长段远离芯棒主体一端的直径小于芯棒主体头端的直径。
8.芯棒主体侧壁锥度与加长段侧壁锥度一致,均为1:100。
9.内螺孔和外螺杆的螺纹旋合长度均为螺纹公称直径的1.6~1.8倍。
10.旋合孔开设有四个。
11.本实用新型的有益效果是:本实用新型的超长筒体锻件拔长用组合芯棒,通过螺纹及点焊连接实现快速组合及拆解,可以使其锻造超长筒体锻件,具有较好的通用性;结合开设的旋合孔和减重通孔,使用方便,实现了超长筒体锻件将内孔锻出的目的,增加了经济效益。
附图说明
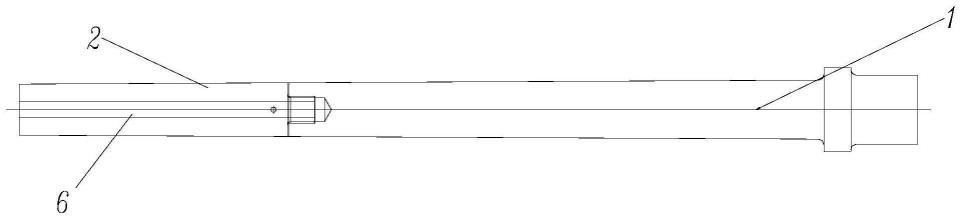
12.图1是本实用新型的超长筒体锻件拔长用组合芯棒的结构示意图;
13.图2是本实用新型的超长筒体锻件拔长用组合芯棒中芯棒主体的主视图;
14.图3是本实用新型的超长筒体锻件拔长用组合芯棒中芯棒主体的左视图;
15.图4是本实用新型的超长筒体锻件拔长用组合芯棒中加长段的主视图;
16.图5是本实用新型的超长筒体锻件拔长用组合芯棒中加长段的左视图;
17.图6是第一火制作完成后的坯料的结构示意图;
18.图7是在第二火利用本实用新型芯棒主体拔长后的结构示意图;
19.图8是在第三火利用本实用新型组合芯棒拔长成形的结构示意图。
20.图中,1.芯棒主体,2.加长段,3.内螺孔,4.外螺杆,5.旋合孔,6.减重通孔,7.超长筒体锻件,8.坯料,9.平砧,10.v型砧。
具体实施方式
21.下面结合附图以及具体实施方式对本实用新型进行详细说明。
22.本实用新型提供了一种超长筒体锻件拔长用组合芯棒,如图1所示,包括芯棒主体1及其末端同轴点焊连接的加长段2,如图2和图3所示,芯棒主体1的末端沿轴向开设有内螺孔3,如图4所示,加长段2靠近芯棒主体1的一端沿轴向固定连接有与内螺孔3螺纹配合的外螺杆4,通过螺纹及点焊连接实现快速组合及拆解。如图5所示,加长段2远离芯棒主体1的一端沿侧壁周向均匀间隔开设有四个旋合孔5,方便组装时人工用工具旋合,加长段2的中心沿轴向开设有减重通孔6,由于加长段2在超长筒体锻件拔长时主要起到导向作用,防止超长筒体锻件长度超出芯棒主体1部分在拔长过程中出现弯曲现象,因此减重通孔6可在满足强度要求的条件下降低生产成本。
23.其中,组合芯棒整体优选为圆锥体,加长段2远离芯棒主体1一端的直径小于芯棒主体1头端的直径,芯棒主体1侧壁锥度与加长段2侧壁锥度一致,均为1:100,使组合芯棒在使用时穿插及抽取时更便捷。
24.内螺孔3和外螺杆4的螺纹旋合长度均为螺纹公称直径的1.6~1.8倍,从而满足基本强度要求。
25.利用本实用新型的组合芯棒进行超长筒体锻件7的锻造,具体操作是:
26.准备:按不同规格超长筒体锻件7选择使用芯棒主体1及加工制作加长段2;
27.锻造:如图6所示,将坯料8加热至锻造温度,如图7示,用芯棒主体1将超长筒体锻件7的坯料拔长至长度与芯棒主体1长度大体一致,如图8示,将芯棒主体1及加长段2组合为组合芯棒,用组合芯棒及平砧9及v型砧10将超长筒体锻件7的坯料拔长成形,修整锻件,最终锻造成形。
28.通过上述方式,本实用新型的超长筒体锻件拔长用组合芯棒通过螺纹及点焊连接实现快速组合及拆解,可以使其锻造超长筒体锻件7,具有较好的通用性;结合开设的旋合孔5和减重通孔6,使用方便,实现了超长筒体锻件7将内孔锻出的目的,增加了经济效益。
技术特征:
1.超长筒体锻件拔长用组合芯棒,其特征在于,包括芯棒主体(1)及其末端同轴点焊连接的加长段(2),芯棒主体(1)的末端沿轴向开设有内螺孔(3),加长段(2)靠近芯棒主体(1)的一端沿轴向固定连接有与内螺孔(3)螺纹配合的外螺杆(4),加长段(2)远离芯棒主体(1)的一端沿侧壁周向均匀间隔开设有多个旋合孔(5),加长段(2)的中心沿轴向开设有减重通孔(6)。2.如权利要求1所述的超长筒体锻件拔长用组合芯棒,其特征在于,所述组合芯棒为圆锥体,加长段(2)远离芯棒主体(1)一端的直径小于芯棒主体(1)头端的直径。3.如权利要求2所述的超长筒体锻件拔长用组合芯棒,其特征在于,所述芯棒主体(1)侧壁锥度与加长段(2)侧壁锥度一致,均为1:100。4.如权利要求1所述的超长筒体锻件拔长用组合芯棒,其特征在于,所述内螺孔(3)和外螺杆(4)的螺纹旋合长度均为螺纹公称直径的1.6~1.8倍。5.如权利要求1所述的超长筒体锻件拔长用组合芯棒,其特征在于,所述旋合孔(5)开设有四个。
技术总结
本实用新型公开的超长筒体锻件拔长用组合芯棒,包括芯棒主体及其末端同轴点焊连接的加长段,芯棒主体的末端沿轴向开设有内螺孔,加长段靠近芯棒主体的一端沿轴向固定连接有与内螺孔螺纹配合的外螺杆,加长段远离芯棒主体的一端沿侧壁周向均匀间隔开设有多个旋合孔,加长段的中心沿轴向开设有减重通孔。本实用新型的超长筒体锻件拔长用组合芯棒,通过螺纹及点焊连接实现快速组合及拆解,可以使其锻造超长筒体锻件,具有较好的通用性;结合开设的旋合孔和减重通孔,使用方便,实现了超长筒体锻件将内孔锻出的目的,增加了经济效益。增加了经济效益。增加了经济效益。
技术研发人员:郭长虹 刘亚军 曹薇 田新奇 陈建军 张鹏
受保护的技术使用者:中冶陕压重工设备有限公司
技术研发日:2022.10.28
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1