一种孔类乘用车转向节轴承孔加工用定位工装的制作方法
本技术涉及定位工装,尤其是涉及一种孔类乘用车转向节轴承孔加工用定位工装。
背景技术:
1、转向节是汽车转向桥中的重要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向,转向节的功用是传递并承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向,在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度。现有乘用车转向节的轴承孔在制造时需要单独加工,由于转向节的结构形式较为不规则,在加工时需要使用到定位工装,以确保其固定牢固。
2、本申请人发现现有技术中至少存在以下技术问题:现有定位工装重点关注于对转向节工件的固定,而对于毛坯中心的找正对中,缺乏专业设备,由于无法实现较为精细的对中,造成最终产品的孔径合格率较低,圆柱度也不合格。
技术实现思路
1、本实用新型的目的在于提供一种孔类乘用车转向节轴承孔加工用定位工装,以解决现有技术中存在的对转向节毛坯中心找正对中较为不足,导致产品的孔径合格率较低,圆柱度也不合格的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、一种孔类乘用车转向节轴承孔加工用定位工装,包括圆盘底座、制动钳安装面定位组件、节臂球销安装处定位组件、减振器处定位组件和自动定位芯组件,所述制动钳安装面定位组件连接在所述圆盘底座上并且能够固定转向节上的第一制动钳安装面和第二制动钳安装面,所述节臂球销安装处定位组件连接在所述圆盘底座上并且能够固定所述转向节上的节臂球销安装处,减振器处定位组件连接在所述圆盘底座上并且能够固定所述转向节上的减振器处,所述自动定位芯组件包括固定底座、竖直升降机构和水平定位机构,所述固定底座连接在所述圆盘底座上,所述竖直升降机构连接在所述固定底座上,所述水平定位机构分别与所述固定底座和所述竖直升降机构相连接,所述竖直升降机构能够带动所述水平定位机构在竖直方向上移动,所述水平定位机构能够在水平方向上定位所述转向节上的毛坯孔。
4、优选地,所述竖直升降机构包括第一升降缸和升降台,所述第一升降缸分别与所述固定底座和所述升降台相连接,所述升降台与所述水平定位机构相连接,所述第一升降缸启动后能够带动所述升降台相对所述固定底座上下移动。
5、优选地,所述水平定位机构包括定位芯结构、第二升降缸和斜锥连接件,所述第二升降缸与所述圆盘底座相连接,所述斜锥连接件连接在所述第二升降缸的顶部,所述定位芯结构连接在所述升降台上并且与所述斜锥连接件活动连接。
6、优选地,所述定位芯结构包括定位套筒、定位芯本体和滚珠,所述升降台上开设有若干个固定孔,所述定位套筒连接在所述固定孔内,所述定位芯本体的一端通过弹性体与所述定位套筒相连接并且其另一端穿出所述定位套筒,所述滚珠分别与所述定位芯本体和所述斜锥连接件相接触,所述斜锥连接件向上移动时能够挤压所述滚珠以带动所述定位芯本体沿水平方向向外移动,所述斜锥连接件向下移动时能够解除对所述滚珠的挤压,所述弹性体能够带动所述定位芯本体沿水平方向向内移动。
7、优选地,所述定位芯结构的数量为三个,三个所述定位芯结构沿周向方向均匀分布。
8、优选地,所述制动钳安装面定位组件包括第一制动钳安装面支撑底座、第一制动钳安装面支撑块、第一杠杆液压缸、第二制动钳安装面支撑底座、第二制动钳安装面支撑块和第二杠杆液压缸,所述第一制动钳安装面支撑块连接在所述第一制动钳安装面支撑底座上,所述第一制动钳安装面放置在第一制动钳安装面支撑块上,所述第一杠杆液压缸位于所述第一制动钳安装面的上方并且能够向下压紧所述第一制动钳安装面,所述第二制动钳安装面支撑块连接在所述第二制动钳安装面支撑底座上,所述第二制动钳安装面放置在第二制动钳安装面支撑块上,所述第二杠杆液压缸位于所述第二制动钳安装面的上方并且能够向下压紧所述第二制动钳安装面。
9、优选地,节臂球销安装处定位组件包括节臂球销安装处支撑底座、节臂球销安装处支撑块和第三杠杆液压缸,所述节臂球销安装处支撑块连接在所述节臂球销安装处支撑底座上,所述节臂球销安装处放置在所述节臂球销安装处支撑块上,所述第三杠杆液压缸位于所述节臂球销安装处的上方并且能够向下压紧所述节臂球销安装处。
10、优选地,所述减振器处定位组件包括减振器处支撑缸和减振器处限位块,所述减振器处支撑缸连接在所述第二制动钳安装面支撑底座上并且位于所述减振器处的一侧,所述减振器处限位块连接在所述圆盘底座上并且位于所述减振器处的另一侧。
11、本实用新型的有益效果为:通过设置有自动定位芯组件,自动定位芯组件包括固定底座、竖直升降机构和水平定位机构,固定底座连接在圆盘底座上,竖直升降机构连接在固定底座上,水平定位机构分别与固定底座和竖直升降机构相连接,竖直升降机构能够带动水平定位机构在竖直方向上移动,从而使水平定位机构到达毛坯孔的对应高度和对应位置,水平定位机构能够在水平方向上定位转向节上的毛坯孔,实现毛坯孔的找准,有效的提升了产品的孔径合格率,确保了合格的圆柱度。
技术特征:
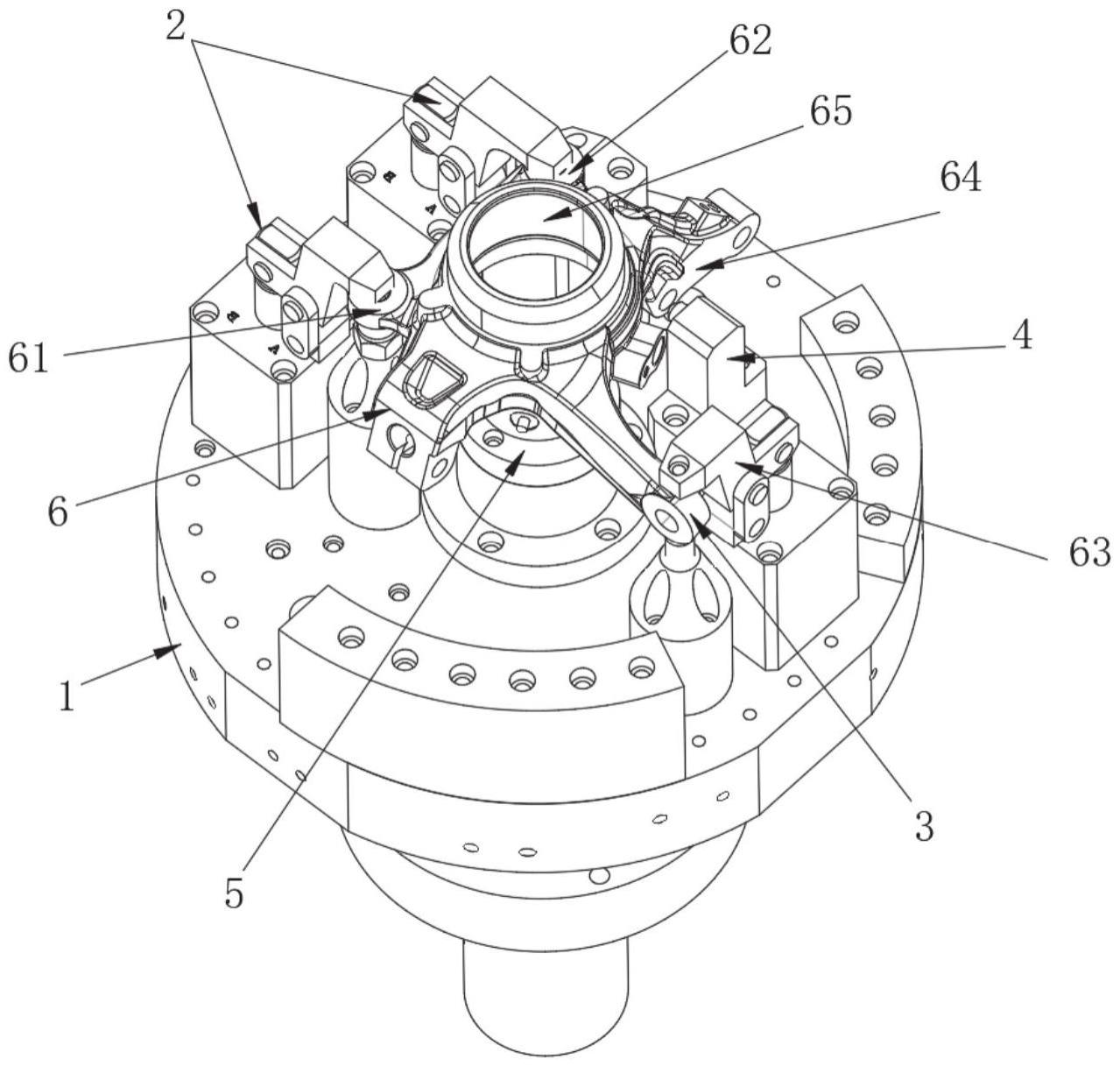
1.一种孔类乘用车转向节轴承孔加工用定位工装,其特征在于,包括圆盘底座(1)、制动钳安装面定位组件(2)、节臂球销安装处定位组件(3)、减振器处定位组件(4)和自动定位芯组件(5),其中:所述制动钳安装面定位组件(2)连接在所述圆盘底座(1)上并且能够固定转向节(6)上的第一制动钳安装面(61)和第二制动钳安装面(62),所述节臂球销安装处定位组件(3)连接在所述圆盘底座(1)上并且能够固定所述转向节(6)上的节臂球销安装处(63),减振器处定位组件(4)连接在所述圆盘底座(1)上并且能够固定所述转向节(6)上的减振器处(64),所述自动定位芯组件(5)包括固定底座(51)、竖直升降机构(52)和水平定位机构(53),所述固定底座(51)连接在所述圆盘底座(1)上,所述竖直升降机构(52)连接在所述固定底座(51)上,所述水平定位机构(53)分别与所述固定底座(51)和所述竖直升降机构(52)相连接,所述竖直升降机构(52)能够带动所述水平定位机构(53)在竖直方向上移动,所述水平定位机构(53)能够在水平方向上定位所述转向节(6)上的毛坯孔(65)。
2.根据权利要求1所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:所述竖直升降机构(52)包括第一升降缸(521)和升降台(522),所述第一升降缸(521)分别与所述固定底座(51)和所述升降台(522)相连接,所述升降台(522)与所述水平定位机构(53)相连接,所述第一升降缸(521)启动后能够带动所述升降台(522)相对所述固定底座(51)上下移动。
3.根据权利要求2所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:所述水平定位机构(53)包括定位芯结构(531)、第二升降缸(532)和斜锥连接件(533),所述第二升降缸(532)与所述圆盘底座(1)相连接,所述斜锥连接件(533)连接在所述第二升降缸(532)的顶部,所述定位芯结构(531)连接在所述升降台(522)上并且与所述斜锥连接件(533)活动连接。
4.根据权利要求3所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:所述定位芯结构(531)包括定位套筒(5311)、定位芯本体(5312)和滚珠(5313),所述升降台(522)上开设有若干个固定孔,所述定位套筒(5311)连接在所述固定孔内,所述定位芯本体(5312)的一端通过弹性体与所述定位套筒(5311)相连接并且其另一端穿出所述定位套筒(5311),所述滚珠(5313)分别与所述定位芯本体(5312)和所述斜锥连接件(533)相接触,所述斜锥连接件(533)向上移动时能够挤压所述滚珠(5313)以带动所述定位芯本体(5312)沿水平方向向外移动,所述斜锥连接件(533)向下移动时能够解除对所述滚珠(5313)的挤压,所述弹性体能够带动所述定位芯本体(5312)沿水平方向向内移动。
5.根据权利要求3所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:所述定位芯结构(531)的数量为三个,三个所述定位芯结构(531)沿周向方向均匀分布。
6.根据权利要求1所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:所述制动钳安装面定位组件(2)包括第一制动钳安装面支撑底座(21)、第一制动钳安装面支撑块(22)、第一杠杆液压缸(23)、第二制动钳安装面支撑底座(24)、第二制动钳安装面支撑块(25)和第二杠杆液压缸(26),所述第一制动钳安装面支撑块(22)连接在所述第一制动钳安装面支撑底座(21)上,所述第一制动钳安装面(61)放置在第一制动钳安装面支撑块(22)上,所述第一杠杆液压缸(23)位于所述第一制动钳安装面(61)的上方并且能够向下压紧所述第一制动钳安装面(61),所述第二制动钳安装面支撑块(25)连接在所述第二制动钳安装面支撑底座(24)上,所述第二制动钳安装面(62)放置在第二制动钳安装面支撑块(25)上,所述第二杠杆液压缸(26)位于所述第二制动钳安装面(62)的上方并且能够向下压紧所述第二制动钳安装面(62)。
7.根据权利要求1所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:节臂球销安装处定位组件(3)包括节臂球销安装处支撑底座(31)、节臂球销安装处支撑块(32)和第三杠杆液压缸(33),所述节臂球销安装处支撑块(32)连接在所述节臂球销安装处支撑底座(31)上,所述节臂球销安装处(63)放置在所述节臂球销安装处支撑块(32)上,所述第三杠杆液压缸(33)位于所述节臂球销安装处(63)的上方并且能够向下压紧所述节臂球销安装处(63)。
8.根据权利要求6所述的孔类乘用车转向节轴承孔加工用定位工装,其特征在于:所述减振器处定位组件(4)包括减振器处支撑缸(41)和减振器处限位块(42),所述减振器处支撑缸(41)连接在所述第二制动钳安装面支撑底座(24)上并且位于所述减振器处(64)的一侧,所述减振器处限位块(42)连接在所述圆盘底座(1)上并且位于所述减振器处(64)的另一侧。
技术总结
本技术提供了一种孔类乘用车转向节轴承孔加工用定位工装,涉及定位工装技术领域。它包括圆盘底座、制动钳安装面定位组件、节臂球销安装处定位组件、减振器处定位组件和自动定位芯组件,通过设置有自动定位芯组件,自动定位芯组件包括固定底座、竖直升降机构和水平定位机构,固定底座连接在圆盘底座上,竖直升降机构连接在固定底座上,水平定位机构分别与固定底座和竖直升降机构相连接,竖直升降机构能够带动水平定位机构在竖直方向上移动,从而使水平定位机构到达毛坯孔的对应高度和对应位置,水平定位机构能够在水平方向上定位转向节上的毛坯孔,实现毛坯孔的找准,有效的提升了产品的孔径合格率,确保了合格的圆柱度。
技术研发人员:沈坚荣,徐高成
受保护的技术使用者:宁波市江北沈氏机械制造有限公司
技术研发日:20221107
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!