汽车地板纵梁多工位自动化精密冲压模具的制作方法
本技术属于冲模,涉及一种汽车地板纵梁多工位自动化精密冲压模具。
背景技术:
1、对汽车地板纵梁等需要进行多次冲压成型的零件,采用手动单工序模具依靠人工分步骤性完成,效率低下。
2、如中国专利公开了一种纵梁落冲模工装结构[申请号:201910642188.2],包括上模座总成,下模座总成,换型凹模座,相同段冲模和不同段冲模;所述上模座总成的内侧卡装有堆板,且堆板的底侧设有换型凹模座,所述换型凹模座的底侧还设有凹模镶块,所述凸模座安装在下模座总成上,且凸模座顶部依次设有凸模镶块垫板、凸模镶块、压料板以及冲头固定板,所述冲头固定板卡入到换型凹模座的底侧中,所述下模座总成的内侧还卡装有卷料皮带机,且下模座总成的两端还设有起吊棒,也存在上述问题。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种汽车地板纵梁多工位自动化精密冲压模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
3、一种汽车地板纵梁多工位自动化精密冲压模具,包括上冲模和下冲模,所述的上冲模和下冲模之间设有拉伸工位、冲孔工位、整形工位、修边冲孔工位和侧冲孔工位,所述的冲孔工位上设有高精度冲孔组件。
4、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的高精度冲孔组件包括上冲孔座和下冲孔座,所述的上冲孔座和下冲孔座分别固定在上冲模和下冲模上,所述的下冲孔座两侧还设有能够对上冲孔座进行定位的定位结构。
5、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的定位结构包括对称设置在下冲孔座两侧的两个导向块,两个导向块之间形成有定位滑道,所述的定位滑道上侧的宽度大于定位滑道下侧的宽度且定位滑道下侧的宽度与上冲孔座的宽度相等。
6、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的导向块内壁上还设有倾斜设置的导向台阶。
7、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的下冲模上还设有导向块定位组件。
8、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的导向块定位组件包括若干通过至少一个螺栓固定在下冲模上的定位杆件,所述的定位杆件末端具有竖直设置的定位部,所述的导向块上设有若干和定位部相对应的定位孔。
9、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的定位部顶端一侧设有倾斜台阶。
10、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的下冲模上还设有若干和定位杆件相对应的调节块,所述的调节块顶部具有和定位杆件相对应的调距滑道,所述的定位杆件远离定位部一端插入至调距滑道内并与调距滑道滑动连接,所述的定位杆件与调距滑道的连接处设有呈长条形的调节孔。
11、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的下冲模两侧还各设有两个倾斜设置的余料出料板。
12、在上述的汽车地板纵梁多工位自动化精密冲压模具中,所述的导向块由若干与下冲模可拆卸连接的连接块组合形成。
13、与现有的技术相比,本实用新型的优点在于:
14、1、上冲模和下冲模之间的拉伸工位、冲孔工位、整形工位、修边冲孔工位和侧冲孔工位能够实现对汽车地板纵梁的连续化冲压,在单独的机床上就能实现对汽车地板纵梁的冲压成型,相对于单独一副模具一工序的设计,极大提高了生产效率,冲孔工位上的高精度冲孔组件还能够提高冲孔的精度以提升产品质量。
15、2、上冲孔座配合下冲孔座能够实现对产品的冲孔,定位结构能够对上冲孔座进行定位,防止钻孔位置出现偏差。
16、3、在上冲孔座向下冲孔座移动时,两个导向块之间的定位滑道能够对上冲孔座进行定位以防止钻孔位置出现偏差。
17、4、当上冲孔座进入定位滑道内后,倾斜设置在导向块内壁上的导向台阶能够对上冲孔座进行导向,使上冲孔座位置出现偏差时能够对上冲孔座进行导向纠正。
18、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
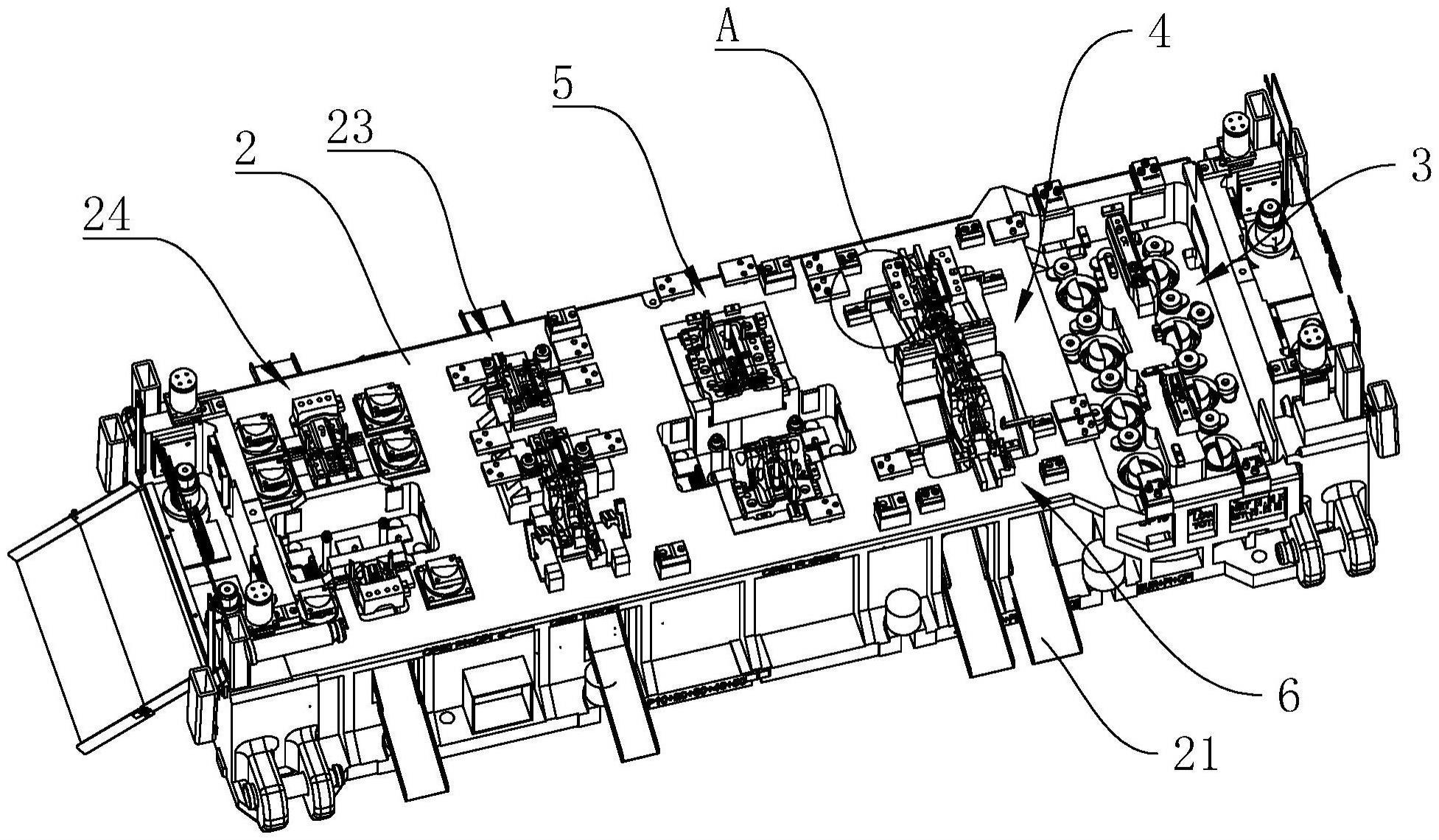
1.一种汽车地板纵梁多工位自动化精密冲压模具,包括上冲模(1)和下冲模(2),其特征在于,所述的上冲模(1)和下冲模(2)之间设有拉伸工位(3)、冲孔工位(4)、整形工位(5)、修边冲孔工位(23)和侧冲孔工位(24),所述的冲孔工位(4)上设有高精度冲孔组件(6)。
2.根据权利要求1所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的高精度冲孔组件(6)包括上冲孔座(7)和下冲孔座(8),所述的上冲孔座(7)和下冲孔座(8)分别固定在上冲模(1)和下冲模(2)上,所述的下冲孔座(8)两侧还设有能够对上冲孔座(7)进行定位的定位结构(9)。
3.根据权利要求2所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的定位结构(9)包括对称设置在下冲孔座(8)两侧的两个导向块(10),两个导向块(10)之间形成有定位滑道(11),所述的定位滑道(11)上侧的宽度大于定位滑道(11)下侧的宽度且定位滑道(11)下侧的宽度与上冲孔座(7)的宽度相等。
4.根据权利要求3所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的导向块(10)内壁上还设有倾斜设置的导向台阶(12)。
5.根据权利要求3所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的下冲模(2)上还设有导向块定位组件(13)。
6.根据权利要求5所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的导向块定位组件(13)包括若干通过至少一个螺栓固定在下冲模(2)上的定位杆件(14),所述的定位杆件(14)末端具有竖直设置的定位部(15),所述的导向块(10)上设有若干和定位部(15)相对应的定位孔(16)。
7.根据权利要求6所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的定位部(15)顶端一侧设有倾斜台阶(17)。
8.根据权利要求6所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的下冲模(2)上还设有若干和定位杆件(14)相对应的调节块(18),所述的调节块(18)顶部具有和定位杆件(14)相对应的调距滑道(19),所述的定位杆件(14)远离定位部(15)一端插入至调距滑道(19)内并与调距滑道(19)滑动连接,所述的定位杆件(14)与调距滑道(19)的连接处设有呈长条形的调节孔(20)。
9.根据权利要求1所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的下冲模(2)两侧还各设有两个倾斜设置的余料出料板(21)。
10.根据权利要求3所述的汽车地板纵梁多工位自动化精密冲压模具,其特征在于,所述的导向块(10)由若干与下冲模(2)可拆卸连接的连接块(22)组合形成。
技术总结
本技术提供了一种汽车地板纵梁多工位自动化精密冲压模具,属于冲模技术领域。它包括上冲模和下冲模,所述的上冲模和下冲模之间设有拉伸工位、冲孔工位、整形工位、修边冲孔工位和侧冲孔工位,所述的冲孔工位上设有高精度冲孔组件。上冲模和下冲模之间的拉伸工位、冲孔工位、整形工位、修边冲孔工位和侧冲孔工位能够实现对汽车地板纵梁的连续化冲压,在单独的机床上就能实现对汽车地板纵梁的冲压成型,相对于单独一副模具一工序的设计,极大提高了生产效率,冲孔工位上的高精度冲孔组件还能够提高冲孔的精度以提升产品质量。
技术研发人员:毛永利,毛永胜,潘玲芳,孙狄,张明来,毛永智,毛俊懿
受保护的技术使用者:台州市黄岩三永冲模有限公司
技术研发日:20221118
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!