一种抗震支架型材成型装置的制作方法
1.本实用新型涉及型材加工技术领域,具体为一种抗震支架型材成型装置。
背景技术:
2.型材是铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。这类材料具有的外观尺寸一定,断面呈一定形状,具有一定的力学物理性能。型材既能单独使用也能进一步加工成其他制造品,常用于建筑结构与制造安装。机械工程师可根据设计要求选择型材的具体形状、材质、热处理状态、力学性能等参数,再根据具体的尺寸形状要求将型材进行分割,而后进一步加工或热处理,达到设计的精度要求。型材的材质、规格尺寸等可参照相应的国家标准。
3.现有的型材成型机,在对型材进行加工时,需要人工将型材通过夹具放置在冲压件的下方,如果夹具撤出不及时,就可能会被冲压件压到身体,极大的增加了成型工作的危险性,同时现有的型材成型机,一般采用液压的方式带动冲压件对型材进行挤压成型,液压机由于流体流动的阻力和泄露较大,导致冲压件的升降速度慢,从而导致成型的效率降低。
技术实现要素:
4.本实用新型的目的是为了解决危险性高和成型效率低的问题,而提出的一种抗震支架型材成型装置。
5.为实现上述目的,本实用新型提供如下技术方案:
6.设计一种抗震支架型材成型装置,包括主体,所述主体内部设有送料装置,所述送料装置包括第一电机和第一滑道,所述第一电机通过支架与主体的内壁固定相连,所述第一电机的输出轴与第一连杆固定相连,所述第一连杆通过销轴与第二连杆转动相连,所述第二连杆的另一端通过销轴与滑板活动相连,所述第一滑道与主体的内壁固定相连,所述滑板与第一滑道滑动相连,所述滑板的上端通过销轴与多个棘爪活动相连。
7.优选的,所述主体的下端设置有支撑架。
8.优选的,所述主体的上端设有自动成型装置,所述自动成型装置包括箱体和支撑柱,所述箱体的底端与主体固定相连,所述支撑柱的底端与主体固定相连,所述支撑柱的内壁通过支架与第二电机固定相连,所述第二电机的输出轴与第三连杆固定相连,所述第三连杆的两侧通过销轴与第四连杆活动相连,所述第四连杆的一端通过销轴与第五连杆活动相连,所述第五连杆的另一端通过销轴与支撑柱活动相连,所述第四连杆通过销轴与第六连杆活动相连,所述第六连杆的另一端通过销轴与冲压件活动相连,所述支撑柱的外壁加工有滑槽,所述冲压件通过滑槽与支撑柱滑动相连。
9.优选的,所述主体的上端加工有第二滑道,所述物料与第二滑道滑动相连。
10.优选的,所述主体的一侧放置有收集箱。
11.本实用新型提出的一种抗震支架型材成型装置,有益效果在于:通过主体和送料装置的配合,第一电机带动第一连杆转动,第一连杆带动第二连杆转动,第二连杆带动滑板
在第一滑道上方滑动,滑板上方的棘爪的短边推动物料在第二滑道上方滑动,将物料送至自动成型装置的下方,避免了由工人将物料放在冲压件的下方,减少了成型工作的危险性。
12.通过主体和自动成型装置的配合,第二电机带动第三连杆转动,第三连杆带动第四连杆前后移动,第四连杆推动第五连杆和第六连杆的一端移动,使第六连杆拉动冲压件上升,之后使第二电机反转,通过上述传动关系使冲压件下降,完成对物料的挤压成型,之后再将冲压件按上述方式抬起,避免了采用液压的方式进行压紧,使型材成型的效率得到了提高。
附图说明
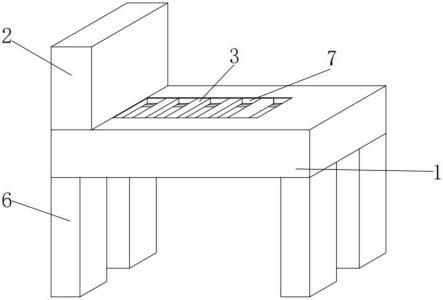
13.图1为本实用新型结构示意图;
14.图2为图1的正视局部剖视图;
15.图3为图2中箱体的剖视图;
16.图4为图3的侧视剖视图;
17.图5为图3的俯视剖视图。
18.图中:1、主体,2、自动成型装置,201、支撑柱,202、第二电机,203、第三连杆,204、第四连杆,205、第五连杆,206、第六连杆,207、冲压件,208、滑槽,209、箱体,3、物料,4、送料装置,401、第一电机,402、第一连杆,403、第二连杆,404、第一滑道,405、滑板,406、棘爪,5、收集箱,6、支撑架,7、第二滑道。
具体实施方式
19.下面结合附图对本实用新型作进一步说明:
20.参照附图1-5:本实施例中,一种抗震支架型材成型装置,包括主体1,主体1内部设有送料装置4,送料装置4包括第一电机401和第一滑道404,第一电机401通过支架与主体1的内壁固定相连,主体1固定了第一电机401的位置,第一电机401的位置选择根据需求,选择满足工作需要即可,第一电机401的输出轴与第一连杆402固定相连,第一电机401带动第一连杆402转动,第一连杆402通过销轴与第二连杆403转动相连,第一连杆402带动第二连杆403转动,第二连杆403的另一端通过销轴与滑板405活动相连,第二连杆403带动滑板405滑动,第一滑道404与主体1的内壁固定相连,滑板405与第一滑道404滑动相连,第一滑道404限制了滑板405的位置,滑板405的上端通过销轴与多个棘爪406活动相连,棘爪406在滑板405上转动。
21.参照附图1、图2、图3、图4和图5:本实施例中,一种抗震支架型材成型装置,主体1的上端设有自动成型装置2,自动成型装置2包括箱体209和支撑柱201,箱体209的底端与主体1固定相连,主体1固定了箱体209的位置,支撑柱201的底端与主体1固定相连,主体1固定了支撑柱201的位置,支撑柱201的内壁通过支架与第二电机202固定相连,支撑柱201固定了第二电机202的位置,第二电机202的尺寸选择根据实际需求,选择满足工作需要即可,第二电机202的输出轴与第三连杆203固定相连,第二连杆202带动第三连杆203转动,第三连杆203的两侧通过销轴与第四连杆204活动相连,第三连杆203带动第三连杆204移动,第四连杆204的一端通过销轴与第五连杆205活动相连,第四连杆204带动第五连杆205转动,第五连杆205的另一端通过销轴与支撑柱201活动相连,支撑柱201固定了第五连杆205另一端
的位置,第四连杆204通过销轴与第六连杆206活动相连,第四连杆204带动第六两端206转动,第六连杆206的另一端通过销轴与冲压件207活动相连,第六连杆206带动冲压件207上下移动,支撑柱201的外壁加工有滑槽208,冲压件207通过滑槽208与支撑柱201滑动相连,冲压件207被滑槽208限制活动范围。
22.参照附图1和图2:本实施例中,一种抗震支架型材成型装置,主体1的下端设置有支撑架6,支撑架6使主体1远离地面,主体1的上端加工有第二滑道7,物料3与第二滑道7滑动相连,物料3在第二滑道7上滑动,物料3是抗震支架型材,主体1的一侧放置有收集箱5,使成型后的抗震支架落入收集箱5内,便于后续收集整理。
23.工作原理:
24.当使用本抗震支架型材成型装置时,首先将物料3放置在第二滑道7的上方,之后接通第一电机401的外接电源,启动第一电机401,第一电机401带动第一连杆402转动,第一连杆402带动第二连杆403转动,第二连杆403带动滑板405在第一滑道404上方滑动,滑板405上方的棘爪406的短边推动物料3在第二滑道7上方滑动,将物料3送至自动成型装置2的下方,之后接通第二电机202的外接电源,启动第二电机202,第二电机202带动第三连杆203转动,第三连杆203带动第四连杆204前后移动,第四连杆204推动第五连杆205和第六连杆206的一端移动,使第六连杆206拉动冲压件207上升,之后使第二电机202反转,通过上述传动关系使冲压件下降,完成对物料3的挤压成型,之后再将冲压件207按上述方式抬起,之后由棘爪406继续将加工后的型材推动,使其落入收集箱5中,完成对抗震支架型材的成型。
25.虽然本实用新型已通过参考优选的实施例进行了图示和描述,但是,本专业普通技术人员应当了解,在权利要求书的范围内,可作形式和细节上的各种各样变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1