汽车车门铰链成型模具的制作方法
本技术涉及汽车配件,具体为汽车车门铰链成型模具。
背景技术:
1、随着制造行业的不断发展进步,越来越多的产品制造都开始通过使用的模具来制造,模具制造技术是模具工业发展的基础,其中在汽车车门铰链的生产过程中,大都是通过模具制造来完成,现有的汽车车门铰链的外形在加工完成后,需要通过成型模具进行反复冲压,使生产的铰链达到使用标准。
2、然而现有的一部分成型模具在对铰链进行冲压时,铰链容易卡设在冲压座上,影响后面铰链的冲压,大大降低了工作效率,还有铰链在冲压台上输送时稳定性较差,容易出现偏差,造成铰链在冲压时发生变形,其次成型模具经过长时间工作,上模具和下模具的接触面温度过高,降低模具的使用寿命,其次,针对上述问题,发明人提出汽车车门铰链成型模具用于解决上述问题。
技术实现思路
1、为了解决现有的一部分成型模具在对铰链进行冲压时,铰链容易卡设在冲压座上,影响后面铰链的冲压,大大降低了工作效率,还有铰链在冲压台上输送时稳定性较差,容易出现偏差,造成铰链在冲压时发生变形的问题;本实用新型的目的在于提供汽车车门铰链成型模具。
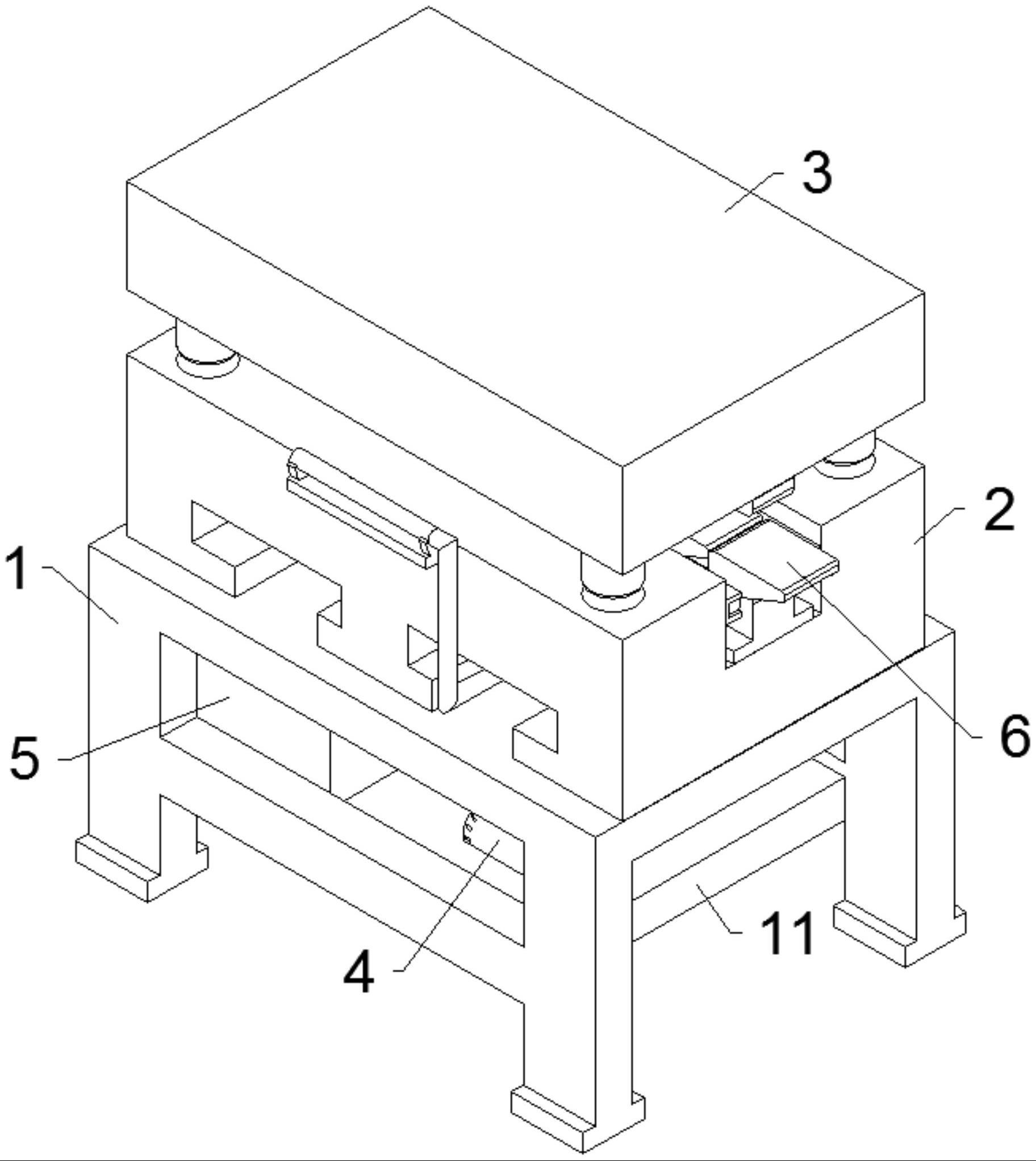
2、为解决上述技术问题,本实用新型采用如下技术方案:汽车车门铰链成型模具,包括机床,机床的顶面固定安装有下模具,下模具的顶部安装有上模具,上模具与下模具相互配合,下模具的中间内固定安装有冲压座,冲压座的顶面内安装有均均分布的顶块,顶块的底面对称安装有升降柱,升降柱的表面滑动安装有升降筒,升降柱的底面固定安装有回位弹簧,升降柱通过回位弹簧滑动安装在升降筒内,当冲压件对冲压座表面放置的铰链本体进行冲压时,当铰链本体的底面与冲压座的顶面贴合时,在升降柱、升降筒和回位弹簧的配合下,通过顶块将冲压的铰链本体恢复原位,防止铰链本体在冲压时容易卡设在冲压座上,影响后面铰链本体的冲压;
3、下模具的顶面中间开设有冲压槽,冲压槽的两侧对称安装有定位条,定位条内开设有转动槽,转动槽内转动安装有均匀排列的转轮,铰链本体在冲压座表面进行输送时,定位条内安装的转轮表面与输送的铰链本体相互贴合,通过转轮增加铰链本体输送时的稳定性,防止铰链本体在输送时出现偏差,造成铰链本体在冲压时发生变形,水箱的一侧安装有连接管,连接管的一端安装在水泵上,水泵通过连接管与水箱相互配合,通过连接管将水箱内的水输送到水泵内。
4、优选地,机床的底部固定安装有安装板,安装板的顶面一侧安装有水箱,水箱的一侧安装有水泵,水泵的输出端安装有输送管,输送管的一端连接有喷管,喷管的表面安装有均匀分布的喷头,打开水泵的开关,在连接管、输送管和喷管的配合下,通过水泵将水箱内的水从喷头内喷出,对下模具的顶面进行降温处理,防止上模具和下模具的接触面温度过高,降低模具的使用寿命。
5、优选地,下模具的两侧对称安装有固定条,固定条的顶面对称安装有卡环,卡环内卡设有喷管,通过固定条与卡环的配合,对喷管进行安装固定,上模具的底面中间固定安装有冲压件,冲压件与冲压座相互配合,通过冲压件对放置在冲压座表面的铰链本体进行冲压。
6、优选地,上模具的底面对称安装有定位柱,下模具的顶面开设有均匀分布的定位槽,定位柱与定位槽相互配合,通过定位柱与定位槽的配合,增加上模具和下模具工作时的稳定性,冲压座的表面放置有均匀排列铰链本体,铰链本体通过推送装置匀速的滑动在冲压座表面,将需要冲压的铰链本体通过推送装置输送到冲压座表面,通过上模具底面安装的冲压件对铰链本体进行冲压。
7、与现有技术相比,本实用新型的有益效果在于:
8、1、本实用新型中,当冲压件对冲压座表面放置的铰链本体进行冲压时,当铰链本体的底面与冲压座的顶面贴合时,在升降柱、升降筒和回位弹簧的配合下,通过顶块将冲压的铰链本体恢复原位,防止铰链本体在冲压时容易卡设在冲压座上,影响后面铰链本体的冲压,铰链本体在冲压座表面进行输送时,定位条内安装的转轮表面与输送的铰链本体相互贴合,通过转轮增加铰链本体输送时的稳定性,防止铰链本体在输送时出现偏差,造成铰链本体在冲压时发生变形;
9、2、本实用新型中,打开水泵的开关,在连接管、输送管和喷管的配合下,通过水泵将水箱内的水从喷头内喷出,对下模具的顶面进行降温处理,防止上模具和下模具的接触面温度过高,降低模具的使用寿命。
技术特征:
1.汽车车门铰链成型模具,包括机床(1),其特征在于:所述机床(1)的顶面固定安装有下模具(2),所述下模具(2)的顶部安装有上模具(3),所述上模具(3)与下模具(2)相互配合;
2.如权利要求1所述的汽车车门铰链成型模具,其特征在于,所述机床(1)的底部固定安装有安装板(11),所述安装板(11)的顶面一侧安装有水箱(5),所述水箱(5)的一侧安装有水泵(4),所述水泵(4)的输出端安装有输送管(41),所述输送管(41)的一端连接有喷管(42),所述喷管(42)的表面安装有均匀分布的喷头(43)。
3.如权利要求1所述的汽车车门铰链成型模具,其特征在于,所述下模具(2)的顶面中间开设有冲压槽(23),所述冲压槽(23)的两侧对称安装有定位条(24),所述定位条(24)内开设有转动槽(241),所述转动槽(241)内转动安装有均匀排列的转轮(25)。
4.如权利要求2所述的汽车车门铰链成型模具,其特征在于,所述水箱(5)的一侧安装有连接管(51),所述连接管(51)的一端安装在水泵(4)上,所述水泵(4)通过连接管(51)与水箱(5)相互配合。
5.如权利要求1所述的汽车车门铰链成型模具,其特征在于,所述下模具(2)的两侧对称安装有固定条(44),所述固定条(44)的顶面对称安装有卡环(441),所述卡环(441)内卡设有喷管(42)。
6.如权利要求1所述的汽车车门铰链成型模具,其特征在于,所述上模具(3)的底面中间固定安装有冲压件(31),所述冲压件(31)与冲压座(21)相互配合。
7.如权利要求1所述的汽车车门铰链成型模具,其特征在于,所述上模具(3)的底面对称安装有定位柱(32),所述下模具(2)的顶面开设有均匀分布的定位槽(26),所述定位柱(32)与定位槽(26)相互配合。
8.如权利要求1所述的汽车车门铰链成型模具,其特征在于,所述冲压座(21)的表面放置有均匀排列铰链本体(6),所述铰链本体(6)通过推送装置匀速的滑动在冲压座(21)表面。
技术总结
本技术公开了汽车车门铰链成型模具,涉及汽车配件技术领域,现有的一部分成型模具在对铰链进行冲压时,铰链容易卡设在冲压座上,影响后面铰链的冲压,大大降低了工作效率,还有铰链在冲压台上输送时稳定性较差,容易出现偏差,而本技术包括机床,机床的顶面固定安装有下模具,下模具的顶部安装有上模具,上模具与下模具相互配合,当冲压件对冲压座表面放置的铰链本体进行冲压时,当铰链本体的底面与冲压座的顶面贴合时,在升降柱、升降筒和回位弹簧的配合下,通过顶块将冲压的铰链本体恢复原位,防止铰链本体在冲压时容易卡设在冲压座上,影响后面铰链本体的冲压。
技术研发人员:陈明果,周润国
受保护的技术使用者:重庆江亘机械有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!