一种剩余电流保护断路器的数字化生产线的制作方法
本技术涉及自动生产线,尤其涉及一种剩余电流保护断路器的数字化生产线。
背景技术:
1、剩余电流保护断路器是一种重要的低压保护电器,主要用来在设备发生剩余电流故障时、以及对有致命危险的人身触电时进行保护。
2、现有的剩余电流保护断路器在进行装螺丝阶段,大多为人工进行,由此造成了不利于批量生产,且费时费力,同时装后的螺丝在各相线中其高度不一致,影响剩余电流保护断路器的美观度。
技术实现思路
1、为解决上述问题,本实用新型提供一种用于剩余电流保护断路器其螺丝安装高效,利于批量生产的数字化生产线。
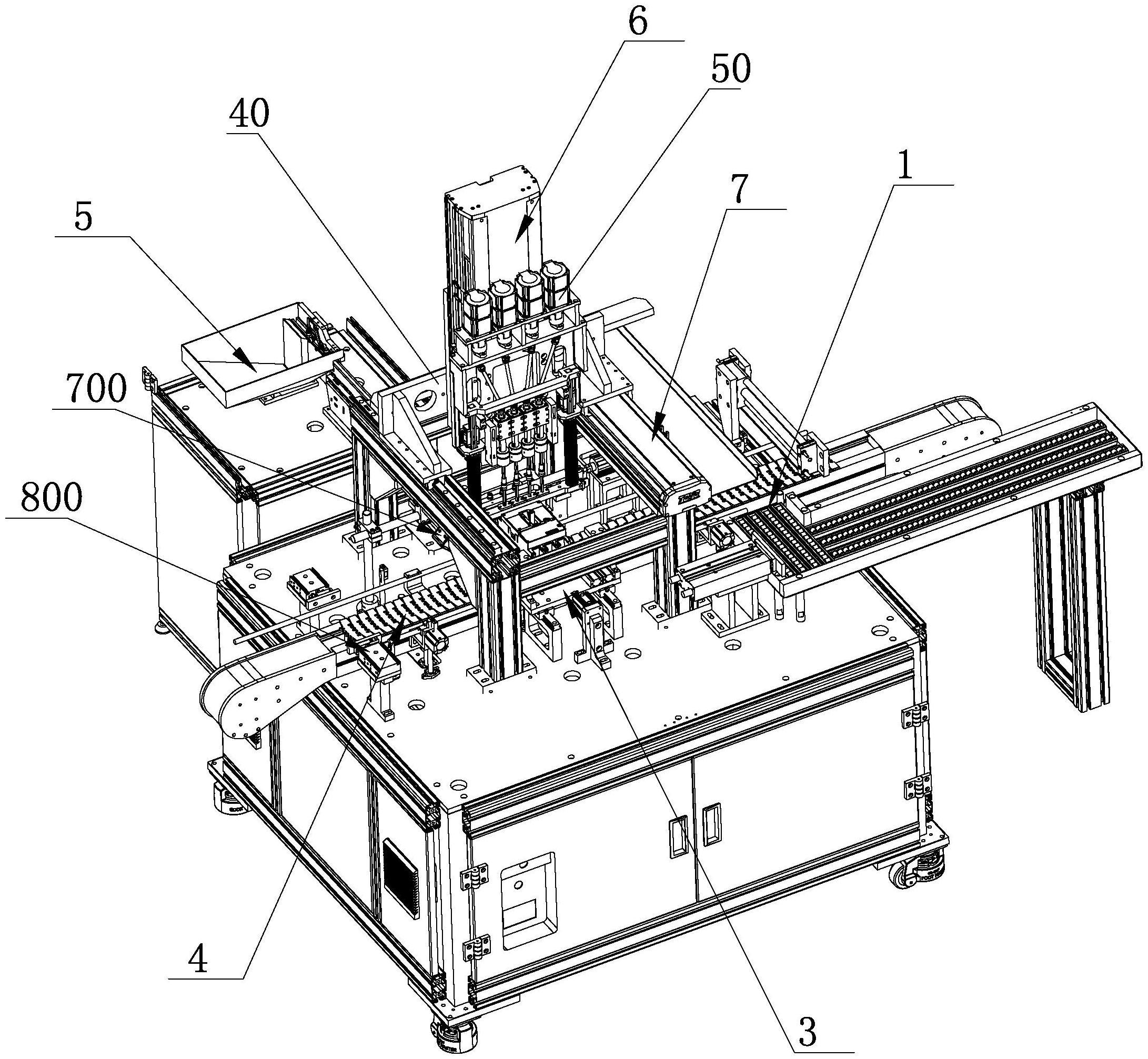
2、为了实现以上目的,本实用新型采用一种剩余电流保护断路器的数字化生产线,包括控制中枢、生产线轨道、自动化打螺丝区、螺丝进料轨道、螺丝进料机构与打螺丝机构,
3、控制中枢,用于数字化控制生产线轨道、螺丝进料轨道、螺丝进料机构以及打螺丝机构,进行自动化工作,以及生产线参数的设置;
4、自动化打螺丝区,用于将生产线轨道上的外界产品限位及自动化打螺丝;
5、生产线轨道,包括产品进料轨道与产品出料轨道,通过所述的产品进料轨道,构成供外界待打螺丝产品的自动化进料,通过所述的产品出料轨道,构成供外界已打螺丝产品的自动化出料;
6、螺丝进料轨道,用于将与外界产品配套的螺丝自动化进料至生产线轨道的附近;
7、螺丝进料机构,用于将螺丝进料轨道上的已到达生产线轨道的附近的外界螺丝自动化拿取至自动化打螺丝区的外界产品进、出线螺丝安装的位置;
8、打螺丝机构,用于将已通过螺丝进料机构拿取的螺丝,通过自动化的方式,打入至外界产品进、出线的位置。
9、上述结构的有益效果在于:通过将用于剩余电流保护断路器数字化生产线的组成包含控制中枢、生产线轨道、自动化打螺丝区、螺丝进料轨道、螺丝进料机构与打螺丝机构,其中控制中枢全方位控制生产线轨道、自动化打螺丝区、螺丝进料轨道、螺丝进料机构与打螺丝机构在生产线中数字化全自动驱动,实现剩余电流保护断路器生产过程中,对于螺丝的高效安装,进而实现剩余电流保护断路器的组成可适应批量生产,也满足现市面机器换人的趋势。
10、本实用新型进一步设置为,螺丝进料轨道分布于生产线轨道的一侧,产品进料轨道与产品出料轨道相连,所述的自动化打螺丝区分布于产品进料轨道与产品出料轨道之间,所述的自动化打螺丝区包括用于外界产品限位的打螺丝区限位机构,螺丝进料机构包括拿料机构以及移料机构,打螺丝机构包括多个打螺丝工具。
11、通过上述设置,实现了螺丝进料轨道、自动化打螺丝区在生产线轨道的周边进行可靠分布,满足生产线工作过程中的使用需求,且通过在自动化打螺丝区设置打螺丝区限位机构,螺丝进料机构的组成包含拿料机构以及移料机构,实现了自动化打螺丝区的可靠工作,及螺丝进料过程中的可靠移料及拿料,由此确保了生产线进行时的可靠动作,以及设计的合理性,此外,本实用新型通过将打螺丝机构包含多个打螺丝工具,使得了打螺丝机构在进行打螺丝工作时,可驱动多个打螺丝工具同步工作,且通过数字化的控制,进而实现了打入剩余电流保护断路器的螺丝其高度的一致性好。
12、本实用新型进一步设置为,打螺丝区限位机构包括举升装置与分布于产品进料轨道两侧的夹紧机构,通过所述的举升装置,构成产品进料轨道上的外界产品向上举升,并通过所述的夹紧机构,构成举升后的外界产品的夹紧限位。
13、通过上述设置,实现了生产线在进行可靠打螺丝动作的同时,不影响生产线轨道的正常运行,避免对生产线轨道造成损伤的情况发生。
14、本实用新型进一步设置为,拿料机构限位于移料机构上,并与移料机构联动,移料机构包括横向移料机构,以及驱动拿料机构上下动作的纵向移料机构。
15、通过上述设置,实现了拿料机构的设计可靠,以及驱动的便捷与设计的便捷,可免去若拿料机构独立设置,所出现生产线的布置的过于复杂,也确保了生产线各结构的紧凑设置,以及降低生产线的复杂性。
16、本实用新型进一步设置为,横向移料机构包括横置的横向直线模组、通过横向直线模组作横向运行的模组架,所述的纵向移料机构包括连接于模组架上的纵向直线模组。
17、通过上述设置,可确保横向移料机构与纵向移料机构,在生产线中进行可靠设计,及可靠联动。
18、本实用新型进一步设置为,打螺丝机构还包括安装架、打螺丝电缸、传动轴、螺丝工具固定套,所述的安装架于纵向直线模组上作滑动连接,打螺丝电缸连接于安装架上,所述的打螺丝工具限位于螺丝工具固定套上,并与螺丝工具固定套联动,所述的传动轴连接于打螺丝电缸与螺丝工具固定套之间,构成通过打螺丝电缸驱动打螺丝工具作旋转动作。
19、通过上述对于打螺丝机构的限定,使得了生产线在对剩余电流保护断路器进行打螺丝动作时,可进行可靠驱动,进一步确保了设计的可靠。
20、本实用新型进一步设置为,拿料机构为中空的磁性套机构,磁性套机构的中空内部与外界螺丝适配,所述的打螺丝机构还包括滑轨、连接于安装架上并与滑轨连接的限位块、套设于滑轨外侧的压紧弹簧、驱动压紧弹簧下压的弹簧上压板、分布于滑轨两端的滑轨限位板与弹簧反向压板,且所述的滑轨可于滑轨限位板与弹簧反向压板上穿出,磁性套机构穿置于所述的弹簧反向压板上,并限位联动,所述的打螺丝机构的打螺丝工具,通过伸入磁性套机构的中空内部,并带动外界螺丝作旋转打螺丝运动。
21、通过上述设置,使得了移料机构可便捷在螺丝进料轨道,进行拿料工作,且可进行可靠的与打螺丝机构配套使用,实现便捷打螺丝工作的进行。
22、本实用新型进一步设置为,该数字化生产线还包括螺丝理料机构与螺丝分料机构,所述的螺丝进料轨道包括横向设置的螺丝进料区、螺丝等待进料区,所述的分布于螺丝进料区上的外界螺丝与通过举升装置举升的外界产品呈平行式设置,所述的螺丝等待进料区分布于螺丝进料区与螺丝理料机构之间,并连接,
23、所述的螺丝分料机构包括螺丝分料气缸与螺丝分料板,螺丝分料板分布于螺丝等待进料区与螺丝进料区的连接处的边侧,并通过所述的螺丝分料气缸,形成驱动螺丝分料板于所述的连接处作伸入或退回,构成生产线外界螺丝的数字化分料,该数字化分料进料的若干外界螺丝之间间距与外界产品的进出线上各相线螺丝的安装位相适配。
24、通过上述设置,使得了数字化生产线,可配套螺丝理料机构进行动作,实现对于螺丝进料的全自动进行,且该螺丝进料还可对进料的螺丝进行间距的调整,当需进行螺丝移料时,该所移的螺丝可直接用到剩余电流保护断路器的各相线中进行安装,也避免出现由于若被移料的螺丝,不能无法直接使用会出现,后续还需设计螺丝位置整理的工序,实现了该生产线设计的可靠性,进一步降低设计的复杂性。
25、本实用新型进一步设置为,该数字化生产线还包括供外界产品进料分料的分料机构、用于将外界产品信息录入控制中枢的扫描装置、供外界不良产品出料的退料机构,退料机构包括退料板,通过所述的退料板执行不合品的退料运动,所述的扫描装置分布于产品进料轨道上方,
26、所述的产品出料轨道包括合格品出料轨道以及不合格品出料轨道,所述的合格品出料轨道与产品进料轨道相连,所述的不合格品出料轨道设于合格品出料轨道的一侧,并与所述的合格品出料轨道相连,退料机构分布于合格品出料轨道的另一侧,所述的退料机构的退料板与合格品、不合格品出料轨道相连处相对,
27、所述的分料机构包括夹紧板、以及分布于产品进料轨道两侧的进料分料夹紧气缸与挡料柱,进料分料夹紧气缸与夹紧板连接,并通过进料分料夹紧气缸驱动夹紧板朝向产品进料轨道一侧的活动,构成产品进料轨道上的外界产品的夹紧,所述的挡料柱分布于进料分料夹紧气缸与自动化打螺丝区的之间区域,且通过所述的挡料柱于产品进料轨道两侧作上、下往复运动,形成外界产品前进止挡及解除止挡动作,且构成产品进料轨道上需待打螺丝下一外界产品进料前的挡料。
28、通过上述设置,实现了生产线上所需打螺丝的剩余电流保护断路器产品,进料前可进行可靠的分料以及产品参数可在控制中枢中,进行可靠录入,同时通过将产品出料轨道分为合格品出料轨道以及不合格品出料轨道,实现了产品出料时,进行合格与非合格的直接分料,使得了可免去后期还需进行人工分料的情况,进一步确保了生产线对于剩余电流保护断路螺丝工艺的全自动进行。
29、本实用新型进一步设置为,夹紧机构包括活动挡边机构、固定挡边机构、活动夹紧机构与固定夹紧机构,所述的活动挡边机构与活动夹紧机构分布于生产线轨道的一侧,固定挡边机构与固定夹紧机构分布于生产线轨道的另一侧,且该固定夹紧机构、固定挡边机构与数字化生产线中螺丝进料轨道呈同侧式分布,
30、所述的活动夹紧机构包括活动夹紧滑轨、与活动夹紧滑轨滑动连接的活动夹紧滑块、与活动夹紧滑块固定连接的活动夹紧架、驱动活动夹紧架前后运动构成适应不同规格外界产品于数字化生产线上作打螺丝运动的调间距电缸、连接于活动夹紧架上的活动侧限位气缸,所述的连接于活动夹紧架的活动侧限位气缸其上预设的活动侧限位气缸轴,并贯穿所述的活动夹紧架,
31、固定夹紧机构包括固定夹紧架、连接于固定夹紧架上的固定侧限位气缸,所述的连接于固定夹紧架的固定侧限位气缸其上预设的固定侧限位气缸轴,并贯穿所述的固定夹紧架,
32、所述的外界产品进料中通过固定侧限位气缸轴、活动侧限位气缸轴的伸缩运动,构成外界产品进料的限位阻挡;
33、活动挡边机构与固定挡边机构相对,且所述的固定挡边机构与活动挡边机构均包括挡边光轴,活动挡边机构还包括光轴平移气缸,所述的固定挡边机构的挡边光轴固定设置,活动挡边机构的挡边光轴与光轴平移气缸联动,并构成适应不同规格外界产品于数字化生产线上侧边挡料。
34、通过上述设置,使得了生产线可用于不同规格的剩余电流保护断路器进行相应的打螺丝动作,且可进行可靠的进料挡边以及生产线轨道上的进料止挡,其中通过固定侧限位气缸轴、活动侧限位气缸轴进行的进料止挡的工作方式为:剩余电流保护断路器进料时,固定侧限位气缸轴、活动侧限位气缸轴分别伸出,并横挡于生产线轨道上,当剩余电流保护断路器进到自动化打螺丝区时,由于固定侧限位气缸轴、活动侧限位气缸轴前进止挡,以及活动挡边机构与固定挡边机构的侧边止挡,使得了剩余电流保护断路器限位于自动化打螺丝区,同时举升装置动作,使剩余电流保护断路器举升,而固定侧限位气缸轴与活动侧限位气缸,同时回缩,实现了剩余电流保护断路器打上螺丝之后,可进行可靠的出料,避免影响生产线轨道正常使用的情况发生。
- 还没有人留言评论。精彩留言会获得点赞!