一种钢卷打包带焊接装置的制作方法
本技术属于钢卷打包,尤其是涉及一种钢卷打包带焊接装置。
背景技术:
1、热轧窄带钢作为钢铁加工行业的重要原材料,市场需求日益旺盛。热轧窄带钢生产线将钢坯轧制成符合尺寸要求的带钢后,通过立式卷取机将成品带钢卷取成钢卷,产品以钢卷状态交货。为顺利对钢卷进行精整、收集作业,及保证钢卷运输的安全,需要在卷取完成后对钢卷进行打包,打包质量的好坏,影响着生产线下游工序的生产效率及钢卷运输的稳定性。
2、钢卷打包方式为,使用打包钢带缠绕在钢卷上,收紧打包带后再将打包带固定。当使用厚打包带时,现有技术通常采用人工焊接的方式固定打包带,此种方式存在以下问题:第一,焊接质量依赖于工人的操作水平,打包带焊接强度得不到保证;第二,且人工操作效率低下,无法满足生产线打包节奏。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种钢卷打包带焊接装置,以期解决上述部分技术问题中的至少之一。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
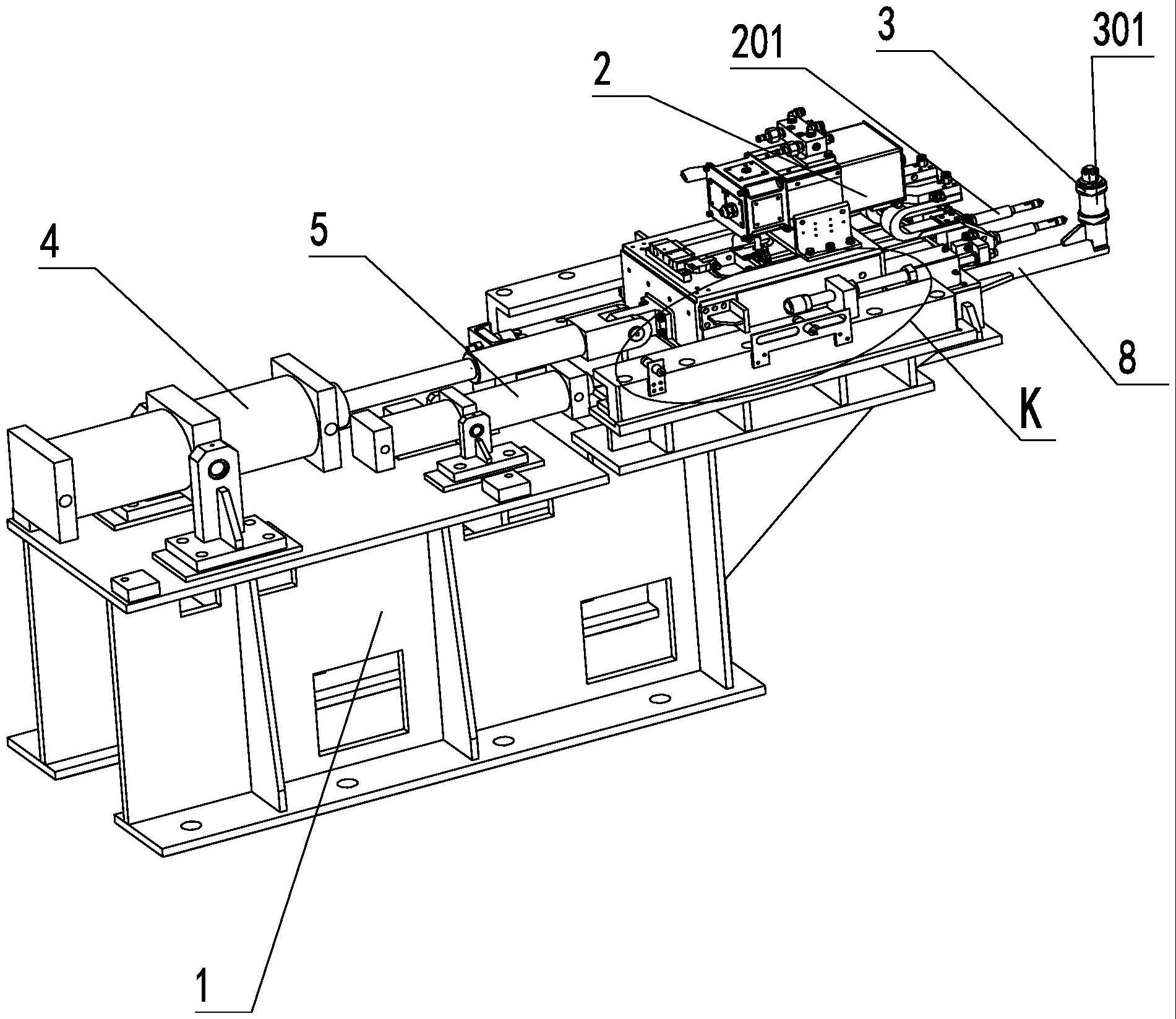
3、一种钢卷打包带焊接装置,包括焊接底座、焊接组件、压紧轮,所述压紧轮与压紧杆转动连接,所述压紧杆可以移动的连接于焊接底座,所述焊接组件可以移动的连接于焊接底座,所述焊接组件对应设有驱动焊接组件移动的焊接直线驱动组件,所述压紧杆对应设有驱动压紧杆移动的压紧直线运动组件,所述焊接组件与压紧杆的移动方向一致。
4、进一步的,所述焊接直线驱动组件为焊接驱动气缸,所述焊接驱动气缸的壳体与焊接底座铰接,所述焊接驱动气缸的输出轴与焊接组件铰接。
5、进一步的,所述压紧杆上固设有压紧导向块,所述焊接底座上固设有导向底板,所述导向底板的两侧固设有导向侧板,导向侧板的顶端固设有导向顶板,所述底板与顶板及两个侧板之间形成与压紧导向块相匹配的压紧导向通道,所述导向块安装于导向通道内侧。
6、进一步的,所述底板、顶板、两个侧板临近导向通道的端面上固设有压紧滑板,所述压紧滑板为尼龙材质的结构件。
7、进一步的,所述焊接组件上两侧固设有焊接导向块,所述焊接底座上固设有两个对应设置的倒l形导向板,焊接底座与两个倒l形导向板之间形成与焊接导向块相匹配的焊接导向通道,所述焊接导向块安装于焊接导向通道内侧,所述焊接底座、倒l形导向板临近焊接导向通道的端面上均固设有焊接滑板,所述焊接滑板为尼龙材质的结构件。
8、进一步的,所述压紧轮的轴线垂直于焊接底座设置,所述压紧轮的侧壁上开有压紧环形凹槽,所述压紧环形凹槽的深度小于打包带的厚度,所述压紧环形凹槽的宽度于打包带的宽度相匹配。
9、进一步的,所述焊接组件为电阻焊机,电阻焊机包括两个焊枪,两个所述焊枪的高度一致,且分别位于压紧轮轴线的两侧。
10、进一步的,所述焊接组件上固设有限位板,所述焊接底座上固设限位安装座,所述限位安装座上开有螺纹孔,所述限位板对应设有限位螺栓,所述限位螺栓于限位安装座螺纹连接。
11、进一步的,所述限位螺栓的螺柱对限位板限位,所述螺柱临近限位板的一端固设有缓冲器。
12、进一步的,所述焊接底座上设有位置传感器一、位置传感器二,所述位置传感器与焊接组件收缩状态下限位板的位置相对应,所述位置传感器二与焊接组件伸出状态下限位板的位置相对应,
13、所述焊接底座上固设有调节板,所述调节板上开有沿焊接组件移动方向设置的条形通孔,所述位置传感器二可以移动的连接于条形通孔内侧。
14、相对于现有技术,本实用新型所述的一种钢卷打包带焊接装置具有以下
15、有益效果:
16、(1)本实用新型所述的一种钢卷打包带焊接装置,打包带头部到达焊接位置时压紧气缸的输出轴后伸长,推动压紧轮钢卷方向移动,压紧轮将打包带头部压紧在钢卷上,随后焊接驱动气缸的输出轴伸长,推动焊机组件向钢卷方向移动,焊机组件启动焊接,将打包带头部与钢卷舌尾焊接固定,焊接过程简单便捷,相较于手动焊接而言,提高了工作效率,打包带与钢卷侧壁的接触更加紧密提高了焊接强度,使打包带与钢卷之间的连接更加牢固。
技术特征:
1.一种钢卷打包带焊接装置,其特征在于:包括焊接底座(1)、焊接组件(2)、压紧轮(3),所述压紧轮(3)与压紧杆(8)转动连接,所述压紧杆(8)可以移动的连接于焊接底座(1),所述焊接组件(2)可以移动的连接于焊接底座(1),所述焊接组件(2)对应设有驱动焊接组件(2)移动的焊接直线驱动组件(4),所述压紧杆(8)对应设有驱动压紧杆(8)移动的压紧直线运动组件(5),所述焊接组件(2)与压紧杆(8)的移动方向一致。
2.根据权利要求1所述的一种钢卷打包带焊接装置,其特征在于:所述焊接直线驱动组件(4)为焊接驱动气缸,所述焊接驱动气缸的壳体与焊接底座(1)铰接,所述焊接驱动气缸的输出轴与焊接组件(2)铰接。
3.根据权利要求1所述的一种钢卷打包带焊接装置,其特征在于:所述压紧杆(8)上固设有压紧导向块(7),所述焊接底座(1)上固设有导向底板(17),所述导向底板(17)的两侧固设有导向侧板(18),导向侧板(18)的顶端固设有导向顶板(19),所述底板(17)与顶板(19)及两个侧板(18)之间形成与压紧导向块(7)相匹配的压紧导向通道,所述压紧导向块(7)安装于导向通道内侧。
4.根据权利要求3所述的一种钢卷打包带焊接装置,其特征在于:所述底板(17)、顶板(19)、两个侧板(18)临近导向通道的端面上固设有压紧滑板(20),所述压紧滑板(20)为尼龙材质的结构件。
5.根据权利要求1所述的一种钢卷打包带焊接装置,其特征在于:所述焊接组件(2)上两侧固设有焊接导向块(6),所述焊接底座(1)上固设有两个对应设置的倒l形导向板(16),焊接底座(1)与两个倒l形导向板(16)之间形成与焊接导向块(6)相匹配的焊接导向通道,所述焊接导向块(6)安装于焊接导向通道内侧,所述焊接底座(1)、倒l形导向板(16)临近焊接导向通道的端面上均固设有焊接滑板(21),所述焊接滑板(21)为尼龙材质的结构件。
6.根据权利要求1所述的一种钢卷打包带焊接装置,其特征在于:所述压紧轮(3)的轴线垂直于焊接底座(1)设置,所述压紧轮(3)的侧壁上开有压紧环形凹槽(301),所述压紧环形凹槽(301)的深度小于打包带的厚度,所述压紧环形凹槽(301)的宽度于打包带的宽度相匹配。
7.根据权利要求6所述的一种钢卷打包带焊接装置,其特征在于:所述焊接组件(2)为电阻焊机,电阻焊机包括两个焊枪(201),两个所述焊枪(201)的高度一致,且分别位于压紧轮(3)轴线的两侧。
8.根据权利要求1所述的一种钢卷打包带焊接装置,其特征在于:所述焊接组件(2)上固设有限位板(15),所述焊接底座(1)上固设限位安装座(9),所述限位安装座(9)上开有螺纹孔,所述限位板(15)对应设有限位螺栓(10),所述限位螺栓(10)于限位安装座(9)螺纹连接。
9.根据权利要求8所述的一种钢卷打包带焊接装置,其特征在于:所述限位螺栓(10)的螺柱对限位板(15)限位,所述螺柱临近限位板(15)的一端固设有缓冲器(11)。
10.根据权利要求8所述的一种钢卷打包带焊接装置,其特征在于:所述焊接底座(1)上设有位置传感器一(13)、位置传感器二(14),所述位置传感器与焊接组件(2)收缩状态下限位板(15)的位置相对应,所述位置传感器二(14)与焊接组件(2)伸出状态下限位板(15)的位置相对应,
技术总结
本技术提供了一种钢卷打包带焊接装置,包括焊接底座、焊接组件、压紧轮,所述压紧轮与压紧杆转动连接,所述压紧杆可以移动的连接于焊接底座,所述焊接组件可以移动的连接于焊接底座,所述焊接组件对应设有驱动焊接组件移动的焊接直线驱动组件,所述压紧杆对应设有驱动压紧杆移动的压紧直线运动组件,所述焊接组件与压紧杆的移动方向一致。本技术有益效果:焊接过程简单便捷,相较于手动焊接而言,提高了工作效率,打包带与钢卷侧壁的接触更加紧密提高了焊接强度,使打包带与钢卷之间的连接更加牢固。
技术研发人员:周乐乐,毛志森,尹海金
受保护的技术使用者:中重科技(天津)股份有限公司
技术研发日:20221129
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!