一种筒节焊接托架的制作方法
本技术属于焊接辅助装置,尤其涉及一种筒节焊接托架。
背景技术:
1、在一般的单节筒体外直缝埋弧焊过程中,筒体需要进行转动,通常会通过焊接滚轮架进行转动。焊接滚轮架借助焊件与主动滚轮间的摩擦力来带动圆筒形或圆锥形焊件旋转的装置,主要用于重工业的一些列大型机器上使用。
2、目前的焊接滚轮架的滚轮架之间的间距一般都是固定的,对于焊接不同尺寸的工件非常不便,针对这一情况,开发了在底板上将滚轮架滑动连接的方式进行间距调节,再通过螺栓进行固定,利用螺栓端部抵在底板表面产生的摩擦力将滚轮架固定,但是这种固定方式通常会存在固定不紧的问题,钢管焊接场所通常存在焊渣或者灰尘或油等积蓄在底板上,滚轮架通过螺栓抵接紧固后摩擦力降低,钢管压在滚轮架上,会将滚轮架向两侧推动,不仅会导致焊接进行的不稳定,还会存在一定安全隐患。
技术实现思路
1、本申请实施例要解决的技术问题在于克服现有技术的不足,提供一种筒节焊接托架,用于解决滑动连接的滚轮架容易松动存在安全隐患的问题。
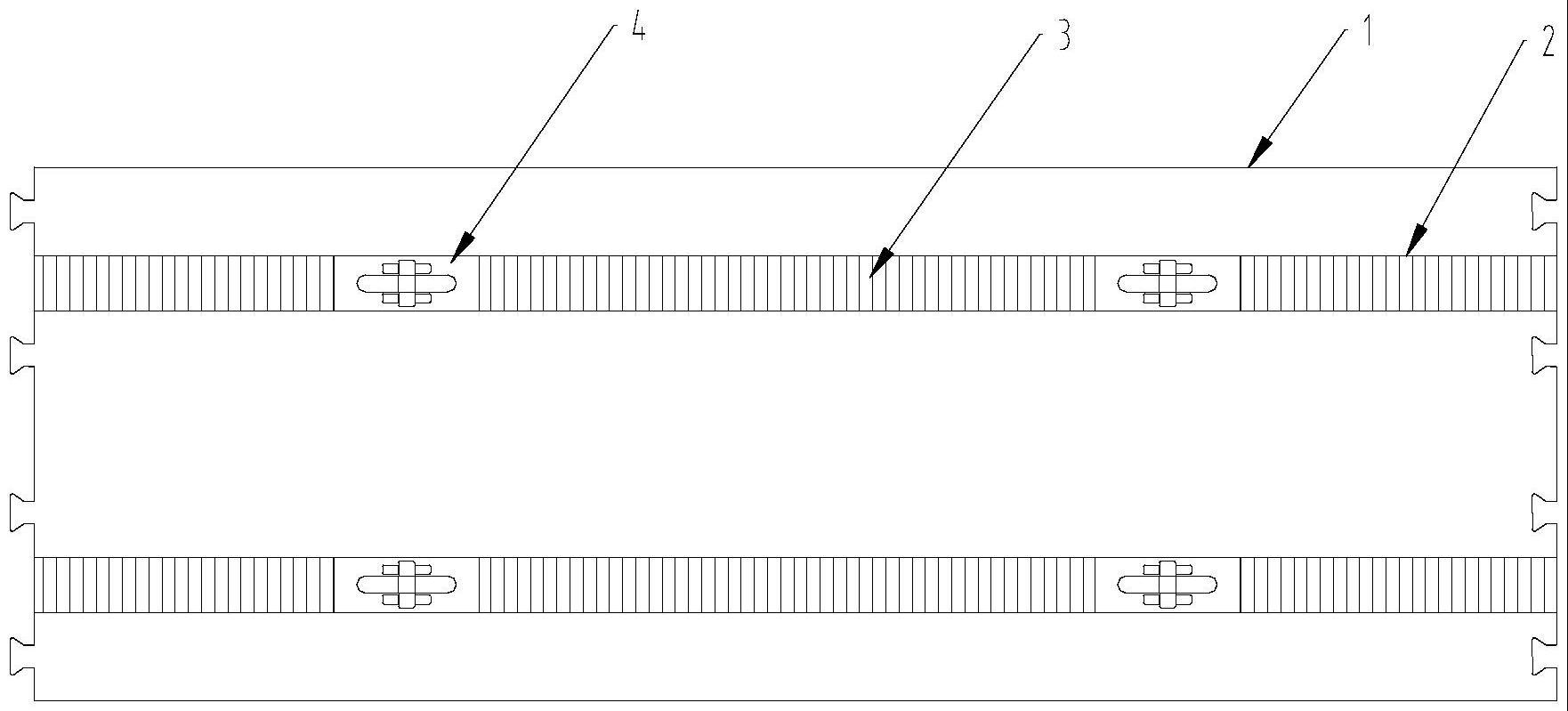
2、本申请实施例解决上述技术问题的技术方案如下:一种筒节焊接托架,其包括:底座,所述底座上沿第一方向开设有至少一道滑槽,所述滑槽中沿第一方向依次设置有若干定位齿;
3、若干轮架,匹配设置于所述滑槽中,所述轮架底部设置为与所述定位齿匹配的锯齿结构。
4、相较于现有技术,以上技术方案具有如下有益效果:
5、利用滑槽对匹配设置在其中的轮架在垂直于第一方向上进行限制,使得轮架只能在滑槽中沿第一方向进行滑动,且滑槽中设置定位齿,轮架底部与定位齿进行匹配,筒节压在轮架上,轮架通过齿状结构啮合后定位在滑槽中,通过齿状结构匹配啮合的方式固定轮架,比依靠滑动摩擦的紧固方式更加牢固,避免了此类安全隐患。
6、进一步地,所述定位齿沿第一方向在所述滑槽底部依次设置,与所述定位齿匹配连接的所述锯齿结构设置于所述轮架底部。
7、进一步地,所述定位齿从所述滑槽中间向两侧分别形成向中间倾斜的定位斜齿,所述锯齿结构设置为与所述定位斜齿匹配的斜齿结构。
8、进一步地,所述底座包括至少两沿第一方向拼接固定的底座板,所述滑槽贯穿设置于所述底座板上,两所述底座板中所述定位齿设置为倾斜方向相反的定位斜齿,所述锯齿结构设置为与所述定位斜齿匹配的斜齿结构。
9、进一步地,所述底座板沿第一方向的一端设置有若干t型凸起,另一端对应设置有若干与所述t型凸起匹配的t型缺口。
10、进一步地,所述定位齿沿第一方向在所述滑槽两侧壁依次设置,与所述定位齿匹配连接的所述锯齿结构设置于所述轮架底部两侧边。
11、进一步地,所述轮架包括:轴承座,所述轴承座底部设置有所述锯齿结构;
12、轴承架,设置于所述轴承座上;
13、滚轮,通过轴承转动连接在所述轴承架上。
14、进一步地,所述轮架为导电金属材质轮架。
技术特征:
1.一种筒节焊接托架,其特征在于,包括:底座,所述底座上沿第一方向开设有至少一道滑槽,所述滑槽中沿第一方向依次设置有若干定位齿;
2.根据权利要求1所述的筒节焊接托架,其特征在于,所述定位齿沿第一方向在所述滑槽底部依次设置,与所述定位齿匹配连接的所述锯齿结构设置于所述轮架底部。
3.根据权利要求2所述的筒节焊接托架,其特征在于,所述定位齿从所述滑槽中间向两侧分别形成向中间倾斜的定位斜齿,所述锯齿结构设置为与所述定位斜齿匹配的斜齿结构。
4.根据权利要求2所述的筒节焊接托架,其特征在于,所述底座包括至少两沿第一方向拼接固定的底座板,所述滑槽贯穿设置于所述底座板上,两所述底座板中所述定位齿设置为倾斜方向相反的定位斜齿,所述锯齿结构设置为与所述定位斜齿匹配的斜齿结构。
5.根据权利要求4所述的筒节焊接托架,其特征在于,所述底座板沿第一方向的一端设置有若干t型凸起,另一端对应设置有若干与所述t型凸起匹配的t型缺口。
6.根据权利要求1所述的筒节焊接托架,其特征在于,所述定位齿沿第一方向在所述滑槽两侧壁依次设置,与所述定位齿匹配连接的所述锯齿结构设置于所述轮架底部两侧边。
7.根据权利要求1-6任一所述的筒节焊接托架,其特征在于,所述轮架包括:轴承座,所述轴承座底部设置有所述锯齿结构;
8.根据权利要求7所述的筒节焊接托架,其特征在于,所述轮架为导电金属材质轮架。
技术总结
本技术属于焊接辅助装置技术领域,尤其涉及一种筒节焊接托架。其包括:底座及若干轮架,底座上沿第一方向开设有至少一道滑槽,滑槽中沿第一方向依次设置有若干定位齿;轮架匹配设置于滑槽中,轮架底部设置为与定位齿匹配的锯齿结构。本技术用于解决滑动连接的滚轮架容易松动存在安全隐患的问题。
技术研发人员:许志东,方晓东
受保护的技术使用者:江苏通宇钢管集团有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!